JX-100_程序员、管理员.pdf - 第113页
第 2 章 制作生产程序 (4) 吸取偏移 X YZ 在吸取偏移 XY 上,元件吸取时,要设置从元件中心到吸取坐标的距离。生成吸取数据时, 在自动算出的“ XY ”初始值上加减。当元件中心有突 起或坑洼,不能进行正常吸取时要设置 此项。 在吸取偏移 Z 中设置元件吸取时从吸取基准高度开始的按入距离。该值仅对压花带元件有 效,在吸取数据“ Z ”的初始值上加减。 从元件中心坐标移动了偏移量后把该位置作为吸取坐标时,因元件旋转的 影响范围大…
第 2 章 制作生产程序
2-3-5-2-4 附加信息
注意
如果在变更附加信息项目后变更了基本部分项,附加信息的
值有可能恢复为默认值。
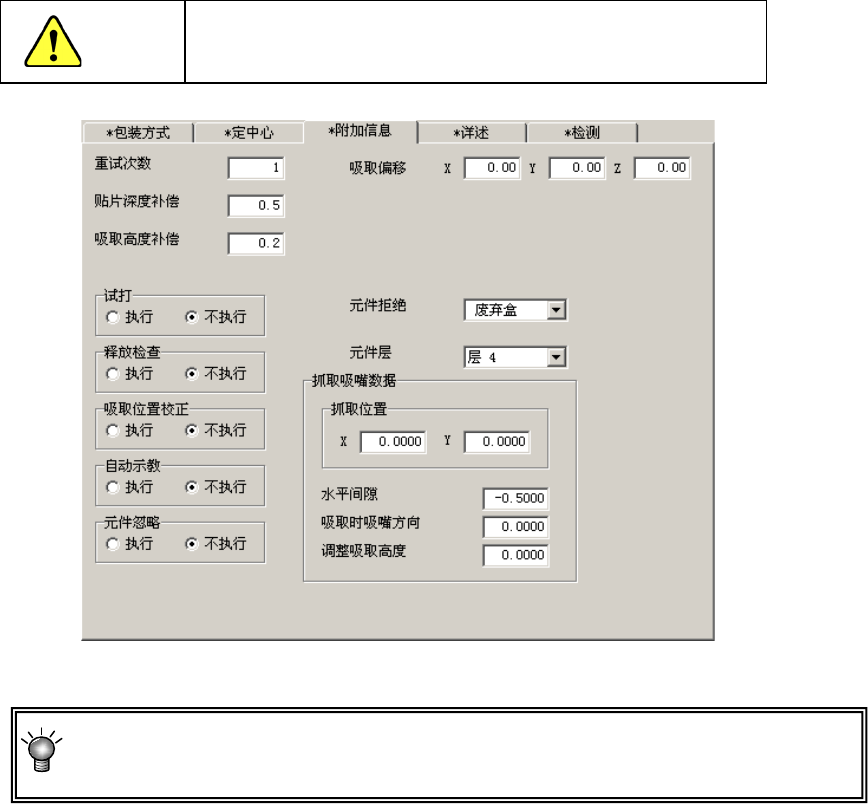
图 2-3-5-2-4-1 元件数据(附加信息)
环境设置中设置了简易输入模式时(参见 2-5-3 章),所有项目均会显示浅色,不
能变更数值。
要变更时,请解除简易输入模式。
(1)重试次数
设置在生产中发生吸取错误时再次吸取的次数。
当设置为“1”时,如果连续发生2次吸取错误,则变为“元件用完错误”。
(2)贴片深度补偿
设置贴片时将元件从基板上面按入的尺寸。
当设置为“0”时,因基板平面度的影响,会发生在元件未到达基板时被贴片,导致贴片偏差,
或贴片时元件在乳状焊料上发生滑动等情况。
在这种情况下,请增加元件到达基板之前的深度补偿量(输入正值)。
初始值为“0.5mm”。
(3) 吸取高度补偿
是指元件吸取时的按入量。当设置为“0”时,因元件尺寸(高度)偏差等的影响,会使吸嘴到
达不了元件,发生无法吸取元件或芯片站立等现象。在这种情况下,请增加吸取到达元件的
高度补偿量(输入正值)。
初始值为“0.2mm”。
2-56
第 2 章 制作生产程序
(4) 吸取偏移 XYZ
在吸取偏移XY上,元件吸取时,要设置从元件中心到吸取坐标的距离。生成吸取数据时,
在自动算出的“XY”初始值上加减。当元件中心有突起或坑洼,不能进行正常吸取时要设置
此项。
在吸取偏移Z中设置元件吸取时从吸取基准高度开始的按入距离。该值仅对压花带元件有
效,在吸取数据“Z”的初始值上加减。
从元件中心坐标移动了偏移量后把该位置作为吸取坐标时,因元件旋转的
影响范围大于实际元件外形尺寸范围,故将按外形尺尺寸的相应方式动作。
当吸取坐标已完成时,即使变更吸取偏移 XYZ 的值,也不会进行吸取坐标的重
新计算。如果将已变更的元件数据的吸取数据的供给变更为“自动选择”,指
定再次吸取位置,则吸取坐标被重新计算,并被反映到 Z 的值中。
(5) 元件拒绝(元件废弃)
设置定中心发生识别错误时,是废弃元件还是放回托盘。
表2-3-5-2-4-1 元件废弃位置列表
元件废弃场所 内容
废弃 BOX 将发生错误的元件废弃到废弃 BOX 中。
放回托盘 包装方式选择托盘时,可选择放回托盘。
(6) 试打
与“贴片数据”中的设置相同,在生产画面(试打模式)中仅对选择了“执行”的元件执行试
打。
如果在元件数据中设置,则对该元件的所有贴片点进行统一设置。
需要对每一贴片点进行设置时,请在贴片数据进行设置。
(7) 释放检查
释放检查是指激光定中心元件进行贴片后,检查元件是否吸附在吸嘴上的功能。
确认元件释放要花时间(因为在停止状态下执行)。所以通常请将初始值设置为“不
执行”。
2-57
第 2 章 制作生产程序
(8) 吸取位置校正
是以激光定中心的带状元件为对象,根据激光识别结果来自动校正吸取位置偏差的功能。校
正的结果被反映到“吸取数据”的吸取坐标中。
如果选择吸取位置校正,生产时的吸取坐标会发生变化,生产途中有时不能同时
吸取。
(9) 自动示教
自动示教可设置为[执行]:仅限于包装方式为纸带、元件外形尺寸为0603~3216时。除此之
外均固定为[不执行]。
设置为[执行]后,在跟踪吸取位置时自动示教。
(10)元件忽略
如果将元件忽略设置为“执行”,则指定的元件在生产时将被跳过,不进行贴片。
使用被指定为忽略元件的贴片行,在生产时虽然不进行贴片,但不算到未贴片列表中。
(11)层
设置同一贴片层内各元件的优先顺序。
该设置仅在进行优化顺序的生产时有效。
此外,与贴片层不同,元件用尽时不会进入暂停状态。
请在下拉式列表中显示的层1(优先度高)到层7(优先度低)选择进行设置。
2-58