JX-100_程序员、管理员.pdf - 第115页
第 2 章 制作生产程序 (1 2) 吸嘴数据 是用于设置夹持吸嘴的项目 ( 选购项 ) 。 ① 抓取位置: “ Y ” 项, 输入元件中心与夹持吸嘴固定侧手臂抓取面中心的偏移值 (见 图 1- a) ,要输入负数( -a ) 。但“ X ” 项只可输入 0 ,不可输入其他 数据。 ② 水平间隙: 抓取吸嘴固定侧手臂的抓取面与元件之间的间隙 (见图 1-b ) , 要输入 负数(-b) 。吸嘴型号、吸嘴方向不同则移 动方向也不同,必须注…
第 2 章 制作生产程序
(8) 吸取位置校正
是以激光定中心的带状元件为对象,根据激光识别结果来自动校正吸取位置偏差的功能。校
正的结果被反映到“吸取数据”的吸取坐标中。
如果选择吸取位置校正,生产时的吸取坐标会发生变化,生产途中有时不能同时
吸取。
(9) 自动示教
自动示教可设置为[执行]:仅限于包装方式为纸带、元件外形尺寸为0603~3216时。除此之
外均固定为[不执行]。
设置为[执行]后,在跟踪吸取位置时自动示教。
(10)元件忽略
如果将元件忽略设置为“执行”,则指定的元件在生产时将被跳过,不进行贴片。
使用被指定为忽略元件的贴片行,在生产时虽然不进行贴片,但不算到未贴片列表中。
(11)层
设置同一贴片层内各元件的优先顺序。
该设置仅在进行优化顺序的生产时有效。
此外,与贴片层不同,元件用尽时不会进入暂停状态。
请在下拉式列表中显示的层1(优先度高)到层7(优先度低)选择进行设置。
2-58
第 2 章 制作生产程序
(12)吸嘴数据
是用于设置夹持吸嘴的项目(选购项)。
① 抓取位置: “Y”项,输入元件中心与夹持吸嘴固定侧手臂抓取面中心的偏移值(见
图 1-a),要输入负数(-a)。但“X”项只可输入 0,不可输入其他
数据。
② 水平间隙: 抓取吸嘴固定侧手臂的抓取面与元件之间的间隙(见图 1-b),要输入
负数(-b)。吸嘴型号、吸嘴方向不同则移动方向也不同,必须注
意。
通常设置自动输入的默认值。
③ 吸着时的吸嘴方向:指的是,以0度状态供应的元件吸着时的吸嘴方向。请指定0度、90
度、180 度、270 度中的一项。
④ 吸取高度调整: 吸取时吸取高度的偏移值(c 与元件上底面之间的间隙)。
通常,为了将元件保持水平,设为-0.5mm。
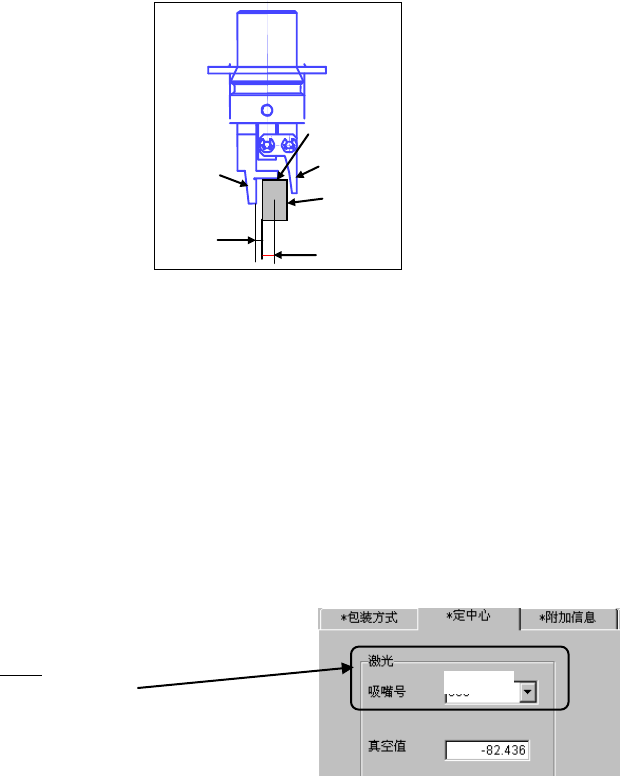
<使用抓取吸嘴时的设置项目>
除上述“吸嘴数据”外,抓取吸嘴的下述设置与通常的元件不同。
①使用新抓取吸嘴时,先通过“机器设置”中的“文件”/“吸嘴数据读出”,从 FD 读入抓
取吸嘴的信息。
②将吸嘴安装到 ATC 上。
将抓取吸嘴安装到 ATC 单元上,从正面看,抓取吸嘴的固定臂应在后面,摇臂应在近前。
③设置元件数据。
a. 设置吸嘴编号
吸嘴编号为 800 多号。
a
b
元件
c
固定臂
图 1
摇 臂
800
2-59
第 2 章 制作生产程序
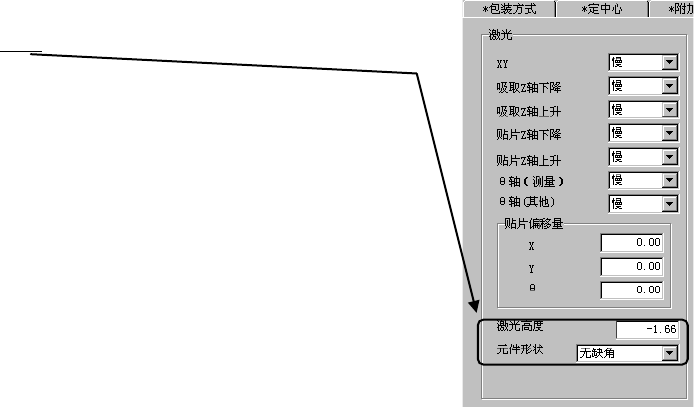
b. 设置激光高度
指定从固定臂前端到激光面的距离。
设置基准:—(元件高度-3.5mm
※
)/2,
根据引脚位置进行微调。
※ 图 1 的 c 至固定臂的距离=3.5mm
例:元件高度为 5mm 时
-(5-3.5)/2=-0.75mm
④设置吸取数据。
XY与通常的示教方法相同。由于Z是利用在机器设置中登录的吸嘴信息与元件高度自动计算
的,因此无需示教。
2-60