JM-20使用说明书.pdf - 第314页
第 1 部 基本篇 第 2 章 生产 2- 196 引脚矫正失败时 ,请根据识别结 果 确认下述 失败 条件。 (1) 引脚 宽度 的值比可矫正的 阕值大或者小 引脚 宽度超出了机 械控制 参数 指定 的上下 阈值限 时, 引脚 无法进入 矫正 工具的 插入 孔 ,所 以 对 元件 实施 废弃 处理。 (2) 引脚 尖端 宽度的中心坐标 和引脚根部宽度 的 中心 坐标偏差过大 引脚 尖端 (激光 识别 1 ) 处的引脚宽度值在 矫正可能…
第 1 部 基本篇 第 2 章 生产
2-195
2-14-17-2 引脚矫正失败
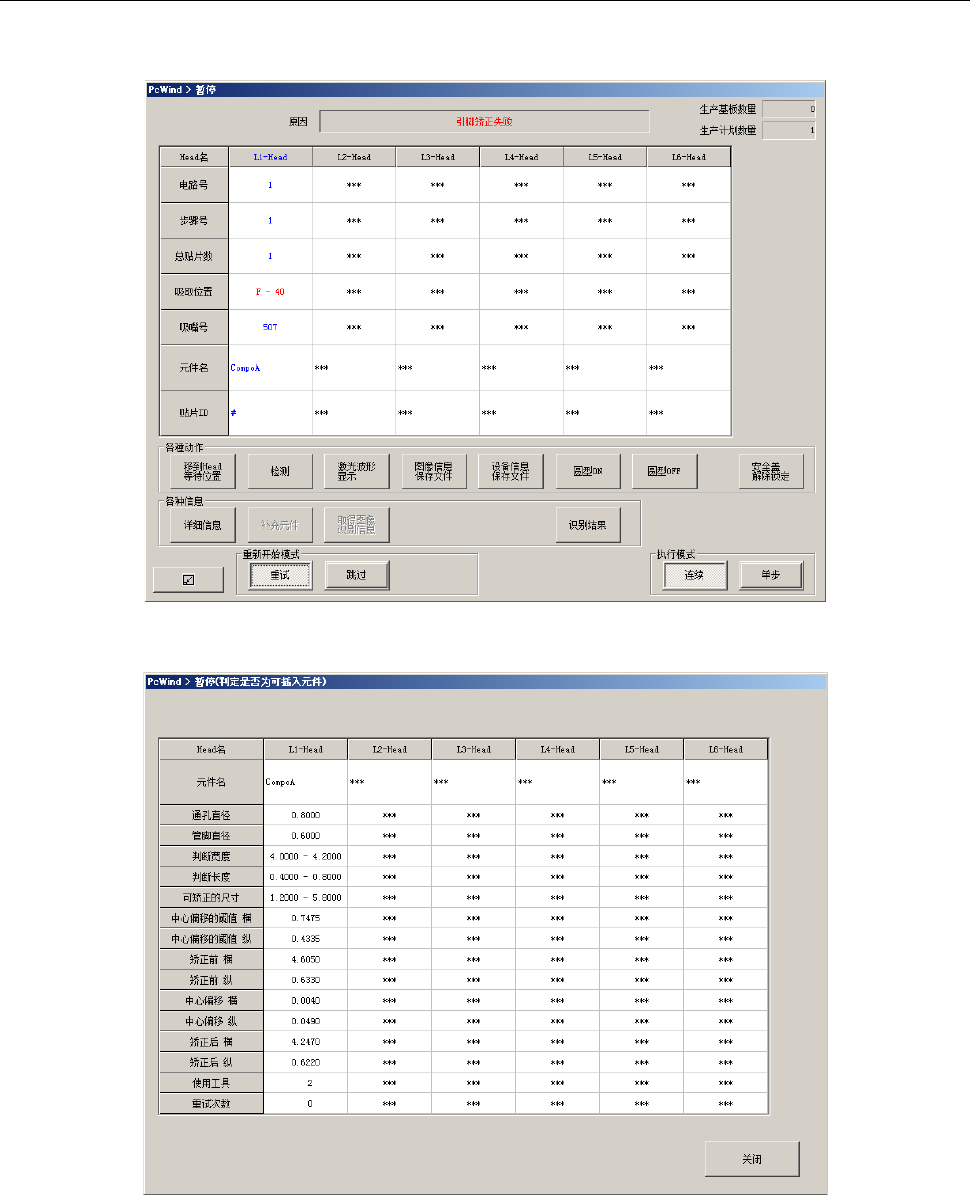
在生产程序的「元件数据(检查)」处,当引脚矫正或多针引脚矫正设置为执行的元件发生矫正处理失
败时,暂停并显示以下画面。
引脚矫正时按下识别结果按钮,则显示下图画面。多针引脚矫正时不予显示。
第 1 部 基本篇 第 2 章 生产
2-196
引脚矫正失败时,请根据识别结果确认下述失败条件。
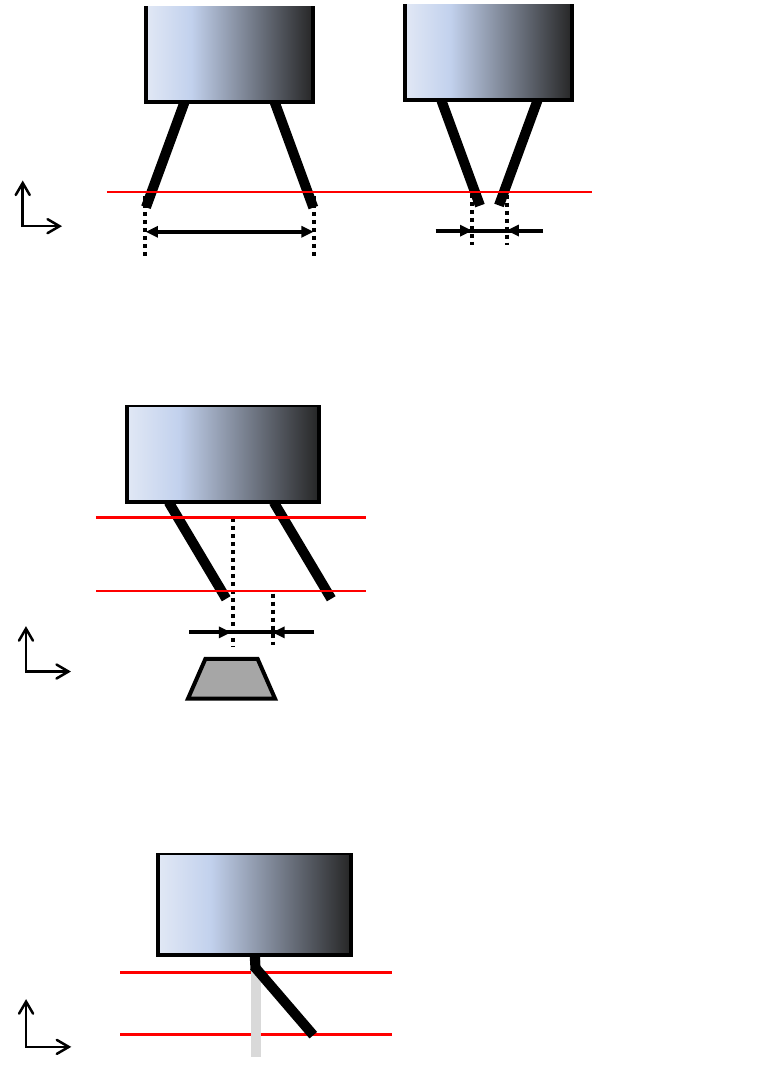
(1) 引脚宽度的值比可矫正的阕值大或者小
引脚宽度超出了机械控制参数指定的上下阈值限时,引脚无法进入矫正工具的插入孔 ,所 以 对元件
实施废弃处理。
(2) 引脚尖端宽度的中心坐标和引脚根部宽度的中心坐标偏差过大
引脚尖端(激光识别1)处的引脚宽度值在矫正可能范围内,但 引脚宽度的中心坐标与引脚根部(激
光识别2)存在很大偏差,将引脚插入矫正工具时,引脚与工具间可能发生冲突,所以应在判定后
马上对元件实施废弃处理。
(3) 引脚垂直方向弯曲过大
根据激光识别结果,引脚在垂直方向存在较大弯曲时,引脚无法插入矫正工具的插入孔,所以应对
元件实施废弃处理。
Z
X
激光识别
激光识别 1
激光识别 2
X
Z
激光识别 1
Y
Z
具
激光识别 2
第 1 部 基本篇 第 2 章 生产
2-197
多针引脚矫正失败时,请确认以下失败条件。
(1) 引脚宽度的值比可矫正阈值大或小
引脚宽度超出了机械控制参数指定的上下阈值限时,引脚无法进入矫正工具的插入孔,所以对元件
实施废弃处理。
请在生产程序中调整压入量。
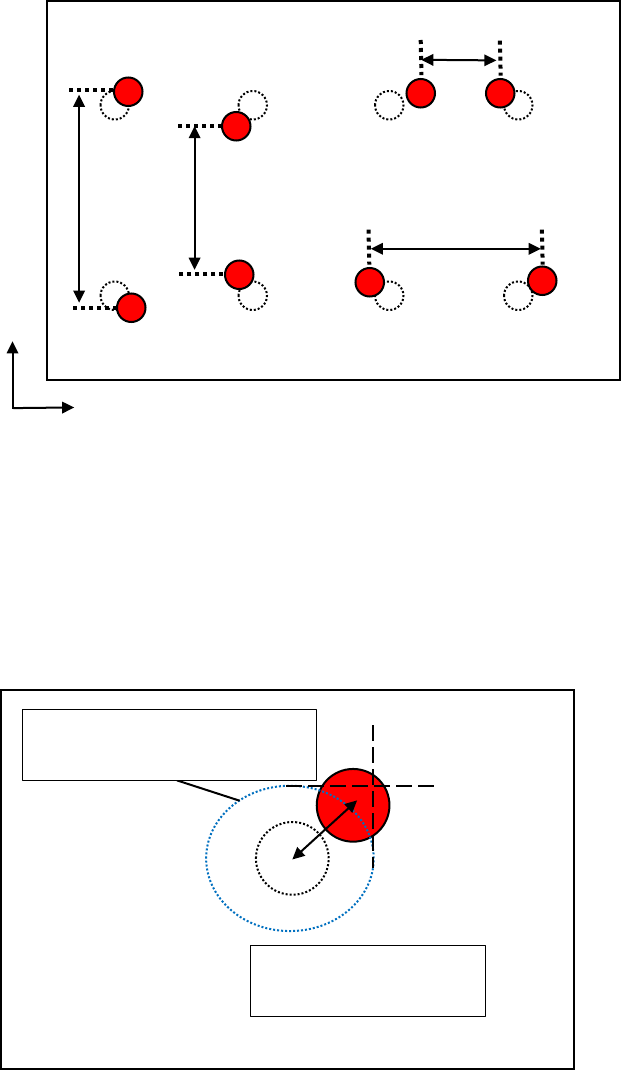
(2) 引脚的位置偏移不在配置检查阈值内
请在生产程序中调整压入量。
如果生产程序的图像数据在设定的引脚检查阈值(判定水平)内,XY各自的引脚偏移量都在范围内却
依然报错,此时请对生产程序的压入量进行调整。
※ 引脚检查是为了判定引脚偏移量是否在阈值XY所构成的椭圆范围内,上述情况下引脚偏移量
在椭圆范围之外。
X
Y
引脚检查阈值的椭圆范围
(
中心偏移的允许范围
)
XY
在各自的范围内,
但在椭圆范围外