JM-20使用说明书.pdf - 第431页
第 1 部 基本篇 第 4 章 制作生产程序 4- 63 8) 废弃元件 对在定心时发生 识别错误时,或 引脚浮动检查 时发生错误的元 件废弃方法进 行设置。 详细情况请参见 「 4-3-5-2- 2 包装方式( 1 )带状的输 入方法 4 ) 废弃元件 」 。 9) MTS ・ MTS 速度:指定托盘的拉 出速度。 防止轻的元件发生跳跃。 ・ MTS 标记识别: 使用 MTS 时, 将识别吸 取基准位置标记设 置为 「是」 后, 当将…
第 1 部 基本篇 第 4 章 制作生产程序
4-62
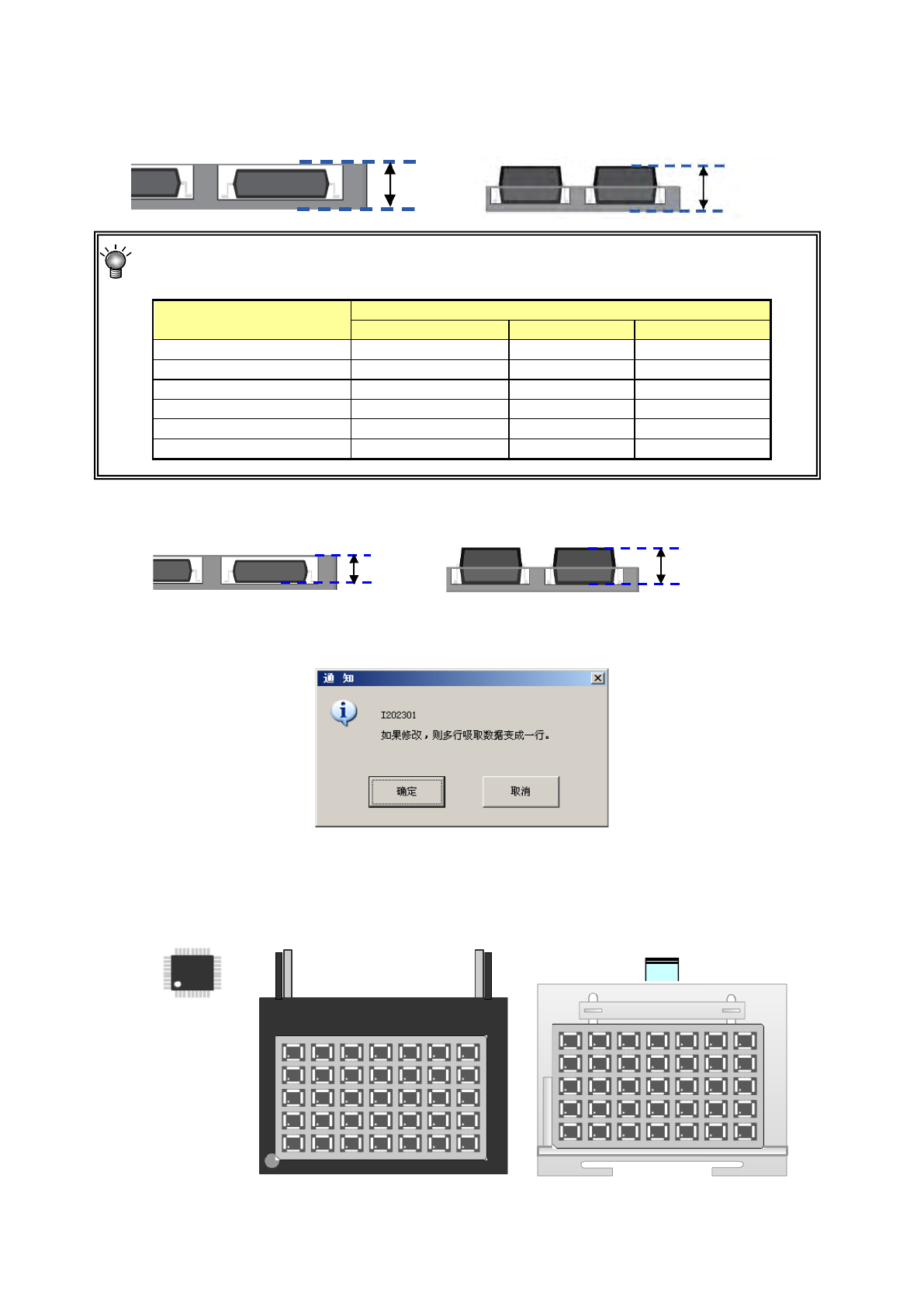
4)托盘厚度
输入包括元件在内的从托盘底面到上面的托盘厚度。
最大的托盘厚度 T,是 TR5SNX、TR7DN 的 23mm,TR5SNI 的 63mm。
托盘厚度 T 超过 9mm 时,根据托盘厚度需要将上层的托盘基座取下。
托盘厚度
上层取下的层数
TR5SNI
TR5SNX
TR7DN
5 以上~不足 9mm
不用取下
不用取下
不用取下
9 以上~不足 22 mm
1
-
-
9 以上~23 mm 为止
-
1
1
22
以上~不足
36 mm
2
-
-
36 以上~不足 50 mm
3
-
-
50 以上~63 mm 为止
4
-
-
5) 托盘深度
输入托盘的深度。
6) 元件供应装置
从“托架”、“DTS”、 MTS”中选择供给装置。
如果吸取数据有多个输入的元件的供应发生了变更时,会显示如下提示信息。
7) 元件供应角度
以 JUKI 的元件供应角度为 0°,输入托盘上的元件包装姿势倾斜的角度。
详细内容请参见「4-3-5-2-2 包装方式(1)带状的输入方法 ※ JUKI的元件供应角度定义」。
选择其他时,请在编辑框内输入角度。(0°~ 359.9875°)
角度定义 0°
从后侧台架供应
供应角度 180°
向 MTS 供应
供应角度 0°
托盘厚度
T
托盘厚度
T
托盘深度
托盘深度

第 1 部 基本篇 第 4 章 制作生产程序
4-63
8) 废弃元件
对在定心时发生识别错误时,或引脚浮动检查时发生错误的元件废弃方法进行设置。
详细情况请参见「4-3-5-2-2 包装方式(1)带状的输入方法 4)废弃元件」。
9) MTS
・MTS 速度:指定托盘的拉出速度。防止轻的元件发生跳跃。
・MTS 标记识别:使用 MTS 时,将识别吸取基准位置标记设置为「是」后,当将放置设置的元
件的托盘拉出时,会进行吸取基准位置标记的识别,校正吸取、放回元件等的
执行坐标。
选择"是",吸取精度会提高,但需要花费识别时间。
10) DTS
・DTS 速度:指定托盘的拉出速度。防止轻的元件发生跳跃。
第 1 部 基本篇 第 4 章 制作生产程序
4-64
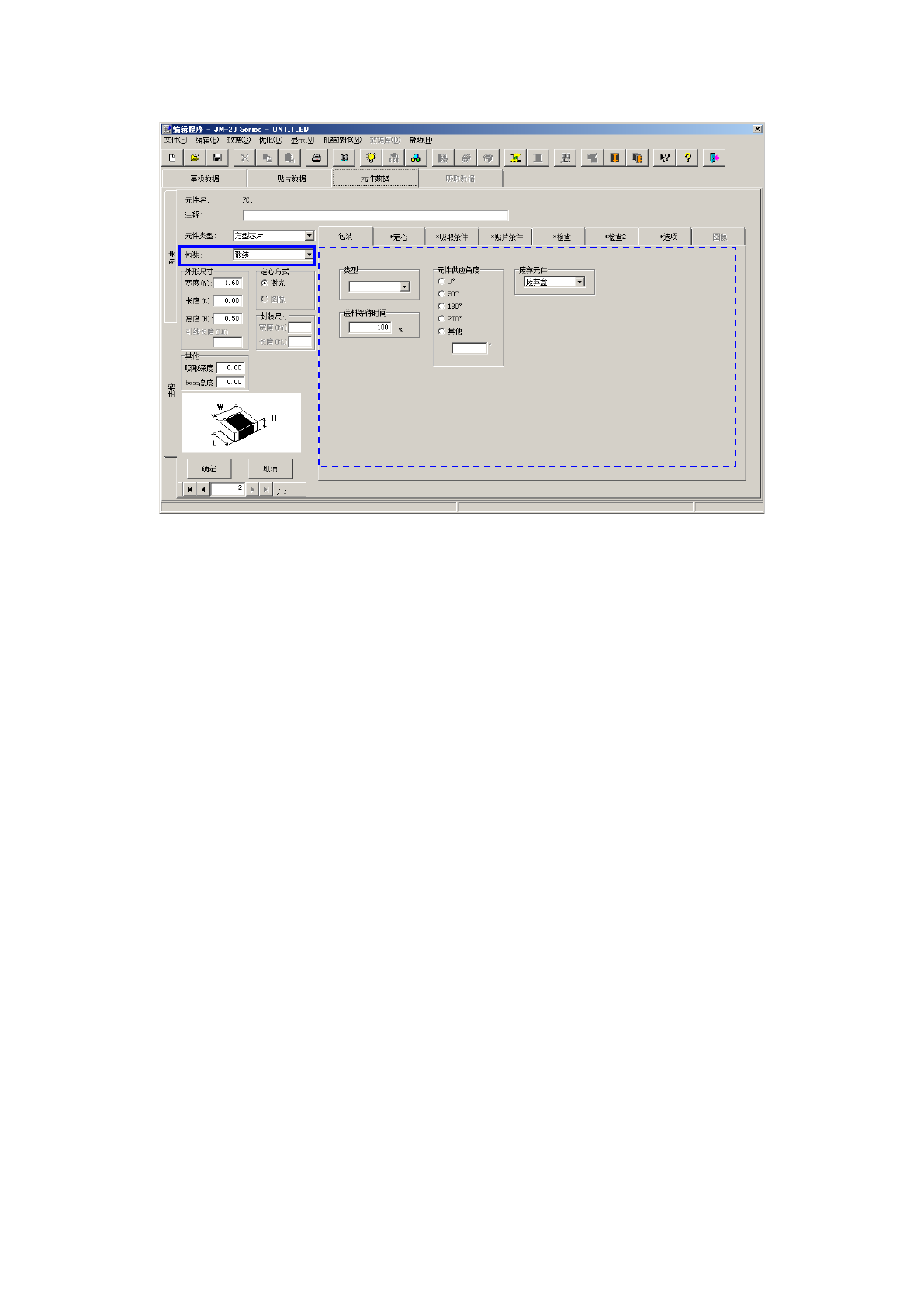
(4) 散装的输入方法
1) 类型
设置散装供料器的类型。
2) 送料等待时间
用百分比设置实际等待时间相对于从上一个元件吸取完成后到吸取下一个元件之间的等待时
间(根据各供料器型号设置的值)的比例。
初始值为 100%。
3) 元件供应角度
以 JUKI 的元件供应角度为 0°,输入散装供料器上的元件包装姿势与之形成的角度。
详细内容请参见「4-3-5-2-2 包装方式(1)带状的输入方法 ※ JUKI的元件供应角度定义」。
选择其他时,请在编辑框内输入角度。(0°~ 359.9875°)
4) 废弃元件
对在定心时发生识别错误,或引脚浮动检查时发生错误的元件废弃方法进行设置。
详细情况请参见「4-3-5-2-2 包装方式(1)带状的输入方法 4)废弃元件」。