JM-20使用说明书.pdf - 第449页
第 1 部 基本篇 第 4 章 制作生产程序 4- 81 (3) 吸取偏移量 XYZ 吸取偏移量 XY :设置吸取元件时 从元件中心到 吸取坐标的尺寸 。 制作吸取数据时 在自动算出的 “ XY ” 的初始值上加 减该值。 当元件中心有突 起或坑洼,不能 进行正常吸取 时请设置此项。 吸取偏移量 Z :设置吸 取元件时从吸 取基准高度起 计算的吸嘴前端 按入深度量。 制作吸取数据时 在自动算出的 “ Z ” 的初始值 上加减该值。 把从…
第 1 部 基本篇 第 4 章 制作生产程序
4-80
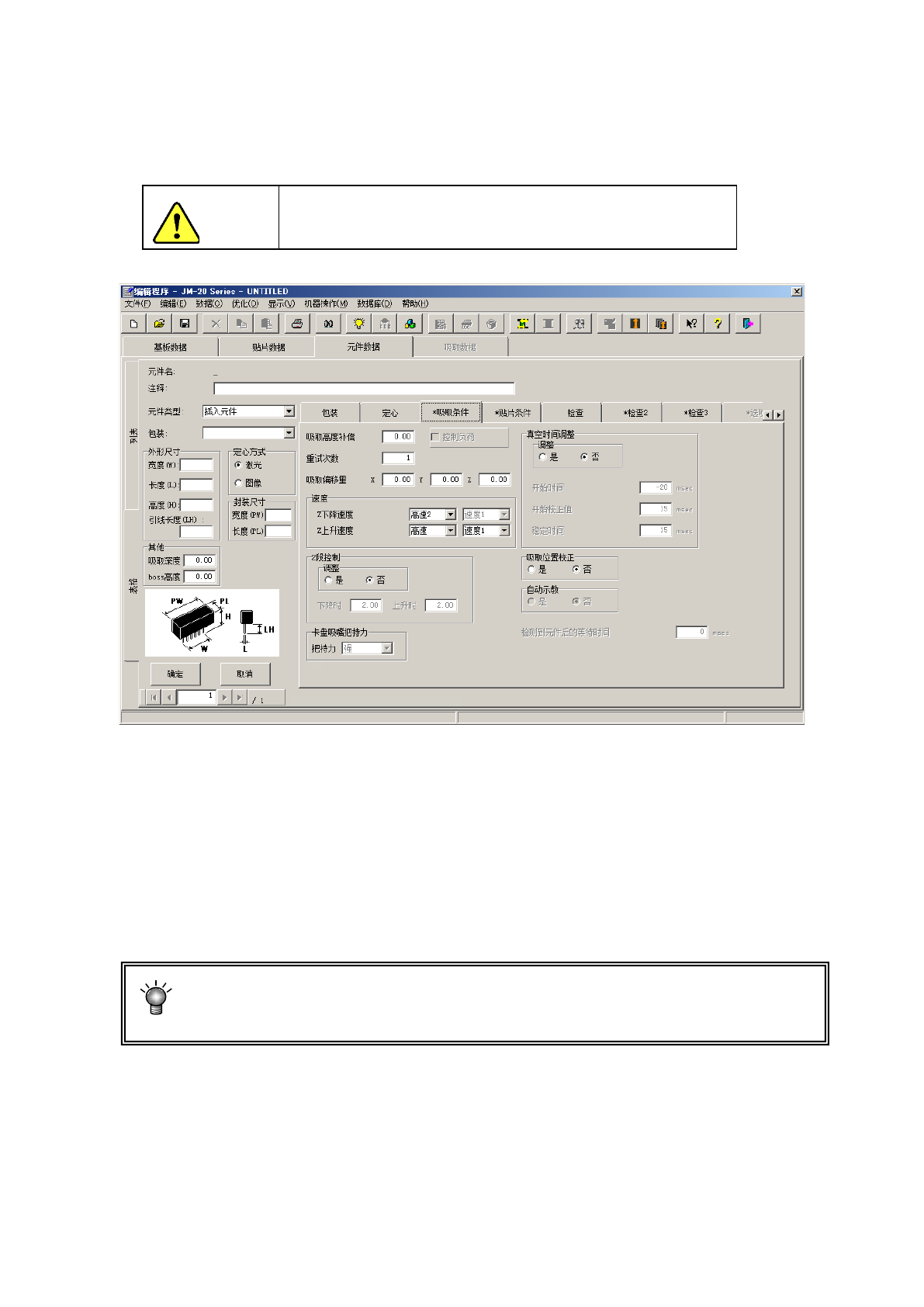
4-3-5-2-4 吸取条件
吸取条件是关于吸取的设置项目,由于应用默认值,通常无需变更。如果在默认值的状态下不能正常
吸取时,请变更设置。
注意
如果在变更吸取条件后变更了基本部分的项目,吸取条件的值
有可能恢复为默认值。
(1) 吸取高度补偿
是指元件吸取时的按入量。控制方式,要指定使用行程或是负荷进行控制。当设置为“0”时,因
元件尺寸(高度)偏差等的影响,吸嘴到达不了元件,无法吸取元件或发生芯片站立等现象。
出现这种情况时,请增加吸嘴到达元件的高度补偿量(输入正值)。
初始值为 “0.2mm”(0603、0402 为 0mm)。
「控制负荷」按钮,在使用 601 以后的可简易负荷控制的吸嘴时,会变为有效。
详情请参见「第 13 章 选项元件」的「13-7 简易负荷控制」。
使用轴向供料器时,吸取高度补偿切勿输入正方向的值。
否则,供应机器与吸嘴有可能碰撞。
(2) 重试次数
设置在生产中发生吸取错误时再次吸取的次数。
当设置为“1”时,如果连续发生 2 次吸取错误,则变为“元件用完错误”。
当生产过程中发生重试超限时,以黄色信号灯闪烁发出通知。
第 1 部 基本篇 第 4 章 制作生产程序
4-81
(3) 吸取偏移量XYZ
吸取偏移量 XY:设置吸取元件时从元件中心到吸取坐标的尺寸。
制作吸取数据时在自动算出的“XY”的初始值上加减该值。
当元件中心有突起或坑洼,不能进行正常吸取时请设置此项。
吸取偏移量 Z :设置吸取元件时从吸取基准高度起计算的吸嘴前端按入深度量。
制作吸取数据时在自动算出的“Z”的初始值上加减该值。
把从元件中心的坐标移动偏移量后的位置作为吸取坐标时,因元件旋转的影响
范围大于实际元件外形尺寸范围,故将作为与该状态相应的外形尺寸运行。
吸取坐标已完成时,吸取偏移量 X Y Z 的值即使有变更,也不会进行吸取坐标的重新计算。
但若把已变更的元件数据的吸取数据的供给变更为“自动选择”,再指定吸取位置时,则吸
取坐标会被重新计算,并被反映到 X Y Z 的值中。
(4) 速度
选择吸取时的 Z 轴移动速度。请从下拉菜单中选择进行设置。
速度越慢操作越稳定,但是会降低节拍(导致生产速度降低)。
选择负荷控制时,吸取下降速度会变为「FC 速度」。
吸取时的「Z 下降速度」或「Z 上升速度」为「高速」「中速」「低速」时,可以从相邻「速度 1」(速度
慢)~「速度 5」(速度快)的下拉列表中选择,调整速度。
除本项目以外,「Z 下降速度」「Z 上升速度」为「高速」「中速」「低速」时,
不能调整「速度 1」~「速度 5」。
(5) 2段控制
吸取时的「Z 下降速度」或「Z 上升速度」为「中速」「 低速」时,通过指定「执行」调整,
可以在基板上面的指定位置进行速度切换。
上升和下降各输入 2 个阶段控制的高度。
设为「不执行」调整时,在距离基板上面 2mm 的位置进行速度切换。
(6) 真空时间调整
对是否调整真空时间进行设置。
调整设置为[是]时,要以 ms 为单位输入“开始时间”、“开始校正值”、“稳定时间”的调整时
间。
使用夹式吸嘴时,在吸取动作时不进行调整。
(7) 吸取位置校正
是以激光定心的带式元件为对象,根据激光识别结果来自动校正吸取位置偏差的功能。
设置为「是」时,校正的结果将被反映到“吸取数据”的吸取坐标中。
如果选择「吸取位置校正」,因生产时的吸取坐标会发生变化,
生产途中有时不能同时吸取。
(8) 自动示教
此项功能是在进行跟踪吸取位置时,自动测量元件中心的功能。
除方形芯片 0402~3216 的 8mm 纸带以外,此项不能设置为[是]。

第 1 部 基本篇 第 4 章 制作生产程序
4-82
设置为[是]时,将在进行跟踪吸取位置时执行自动示教。
(9) 卡盘吸嘴夹持力
选择卡盘吸嘴的夹持力。请从下拉清单中选择设置。
卡盘吸嘴夹持力的默认值为「强」。在生产动作中或测量元件时等夹持元件时,变更夹持力执行元
件的吸取/贴片动作。
(10) 检测到元件后的(吸取)等待时间
设定检测到元件后直至开始吸取的等待时间。
(由于震动式的供料器,在元件检测传感器从 OFF 变为 ON 的瞬间,元件有时尚未到达吸取位置)
本项目可在包装方式为「管状」或「INS 散装」时设定。