JM-20使用说明书.pdf - 第464页
第 1 部 基本篇 第 4 章 制作生产程序 4- 96 (2) 检查贴片后元件 高度 贴装 元件后,可通 过 H MS 测量元件表面 的 高度 ,检查贴片元件 是否正常贴装 。 各测量点的检查 结果如 果在 -判定值 ~ +判定值之间,则判 断元件贴片正 常。 如果检查的结果 超过判定值的数 值,则暂停生 产。 设置项目 内容 检查 设置是、否检查 。 检查个数 指定 1 ~ 4 个检查位置。 判定值 设置检查的判定 值。 偏移量 X…
第 1 部 基本篇 第 4 章 制作生产程序
4-95
4-3-5-2-7 检查 2
进行 “ 测量贴片基板面高度”、“贴片后元件(面)高度检查” 、“ 贴片前元件面高度检查”、“ 元件方向判
别”、“元件插入异常检测”相关的设置。
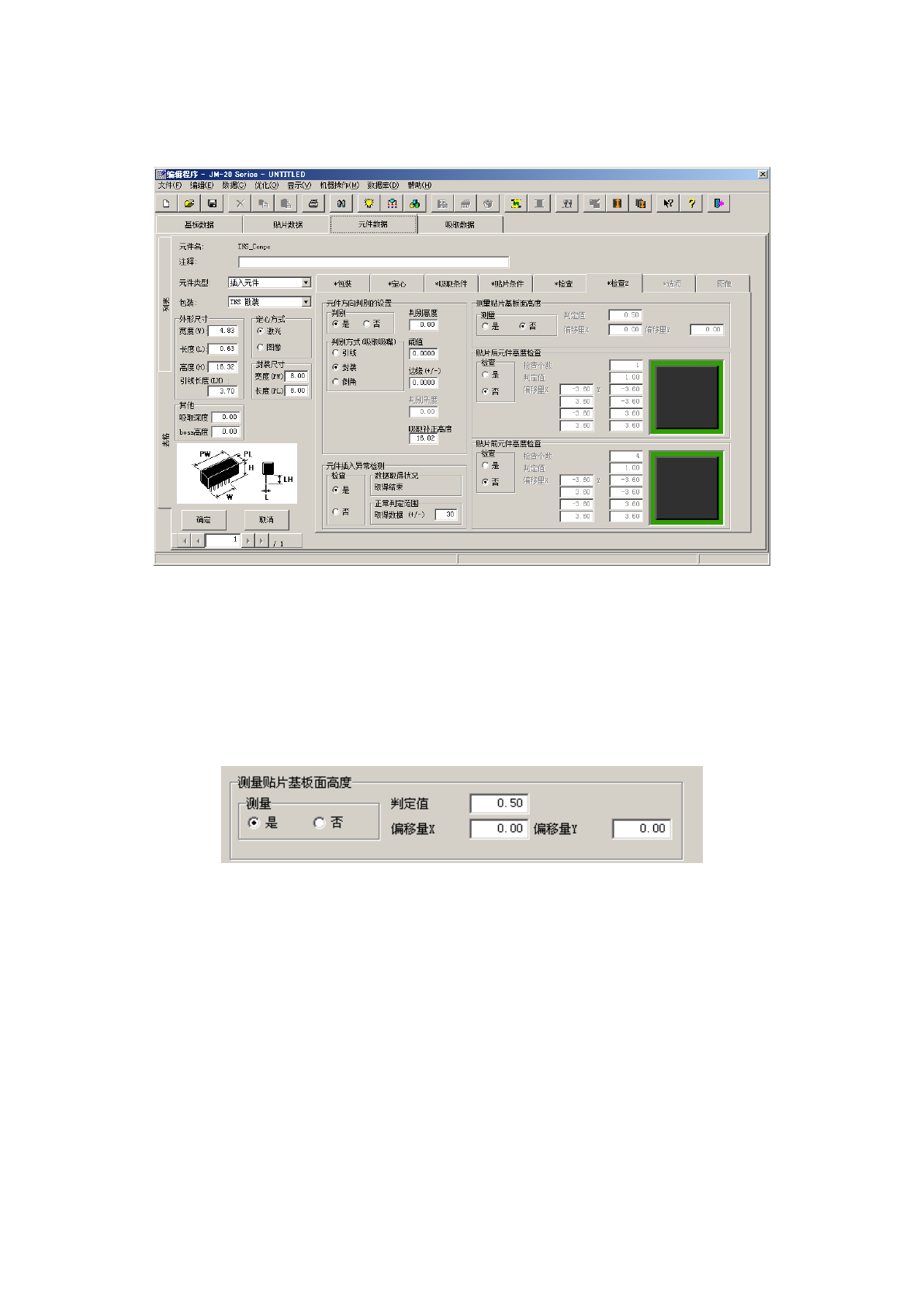
(1) 测量贴片基板面高度
测量元件贴片位置的基板面高度,进行贴片 Z 坐标的校正。
测量位置为贴片点的中心(一个点)。
要输入判定测量的结果、基板翘曲的阈值。
如果测量结果为(-判定值~判定值)之间,则判断为可以贴片。
如果要测量与贴片点不同的位置时,请输入偏移量(X,Y)。
第 1 部 基本篇 第 4 章 制作生产程序
4-96
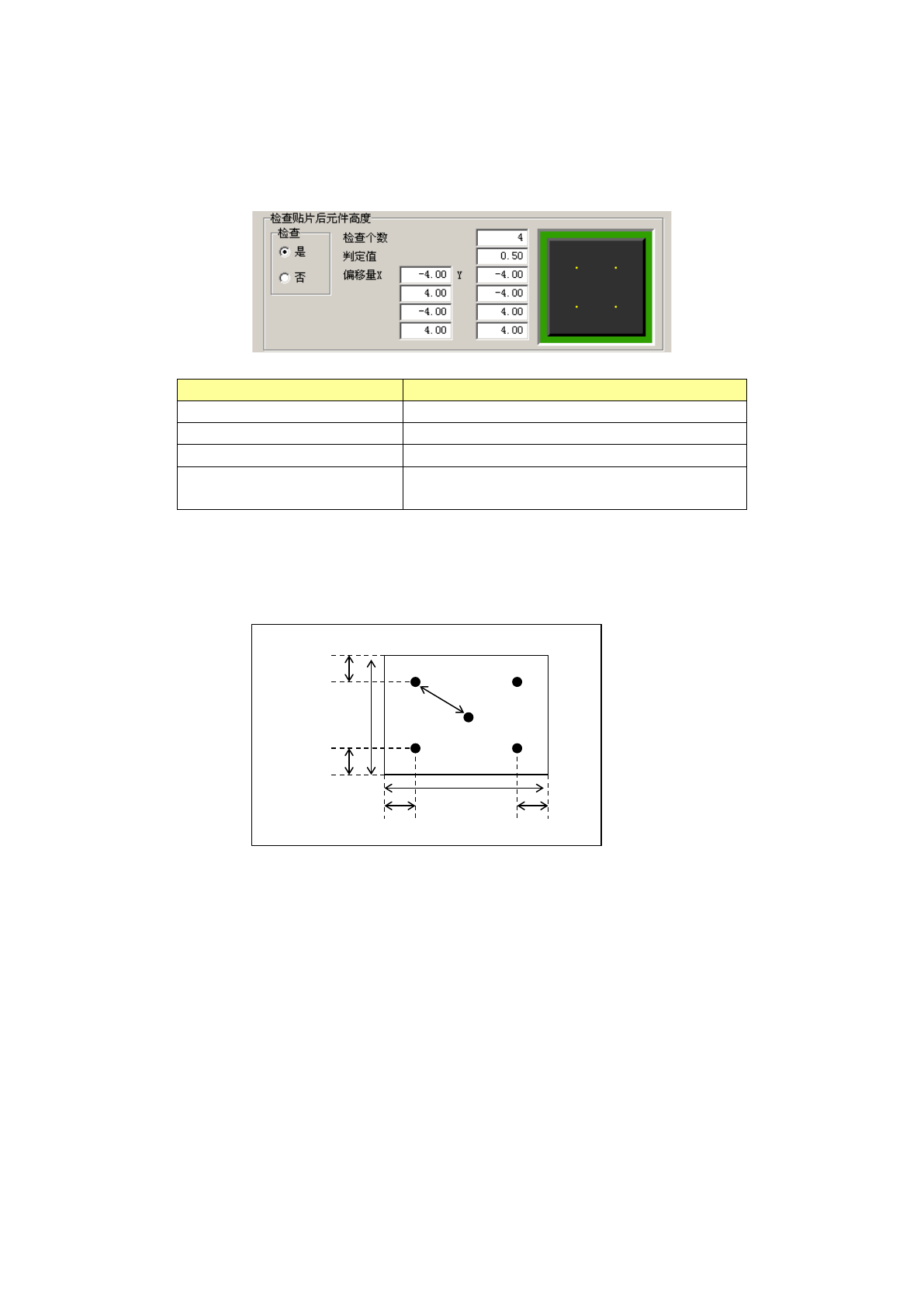
(2) 检查贴片后元件高度
贴装元件后,可通过 HMS 测量元件表面的高度,检查贴片元件是否正常贴装。
各测量点的检查结果如果在 -判定值 ~ +判定值之间,则判断元件贴片正常。
如果检查的结果超过判定值的数值,则暂停生产。
设置项目
内容
检查
设置是、否检查。
检查个数
指定
1
~
4
个检查位置。
判定值
设置检查的判定值。
偏移量
X
、
Y
检查位置,指定距离贴片点的偏离量值。从上
开始,测定位置为
1
、
2
、
3
、
4
。
※初始值可在环境设定画面中进行变更。
测定位置的偏移量值与检查点的对应关系见下图。
偏移量值
纵向尺寸的 5%
测定位置 1
测定位置 3
测定位置 2
测定位置 4
横向尺寸的 5%
纵向尺寸的 5%
横向尺寸的 5%
第 1 部 基本篇 第 4 章 制作生产程序
4-97
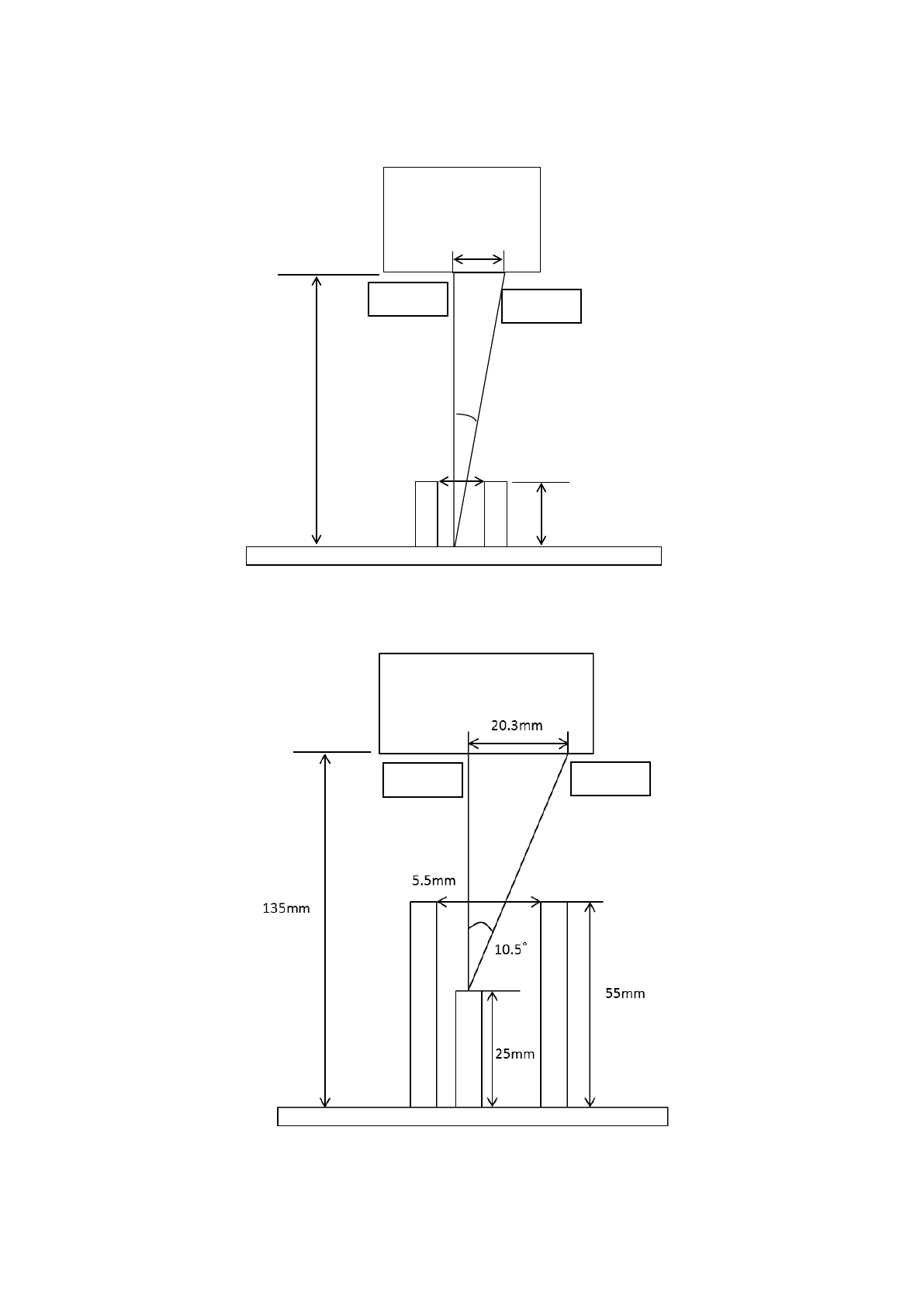
◆限制事项
HMS 如下图所示发光部、受光部存在差异,如果相邻元件的高度较高,则无法正常测量。
测量对象为 25mm 以上时,要使用 HMS2 进行测量。
100mm
20.3mm
25mm
11.5°
5.75mm
投光部
受光部
发光部
受光部
发光部
受光部