JM-20使用说明书.pdf - 第475页
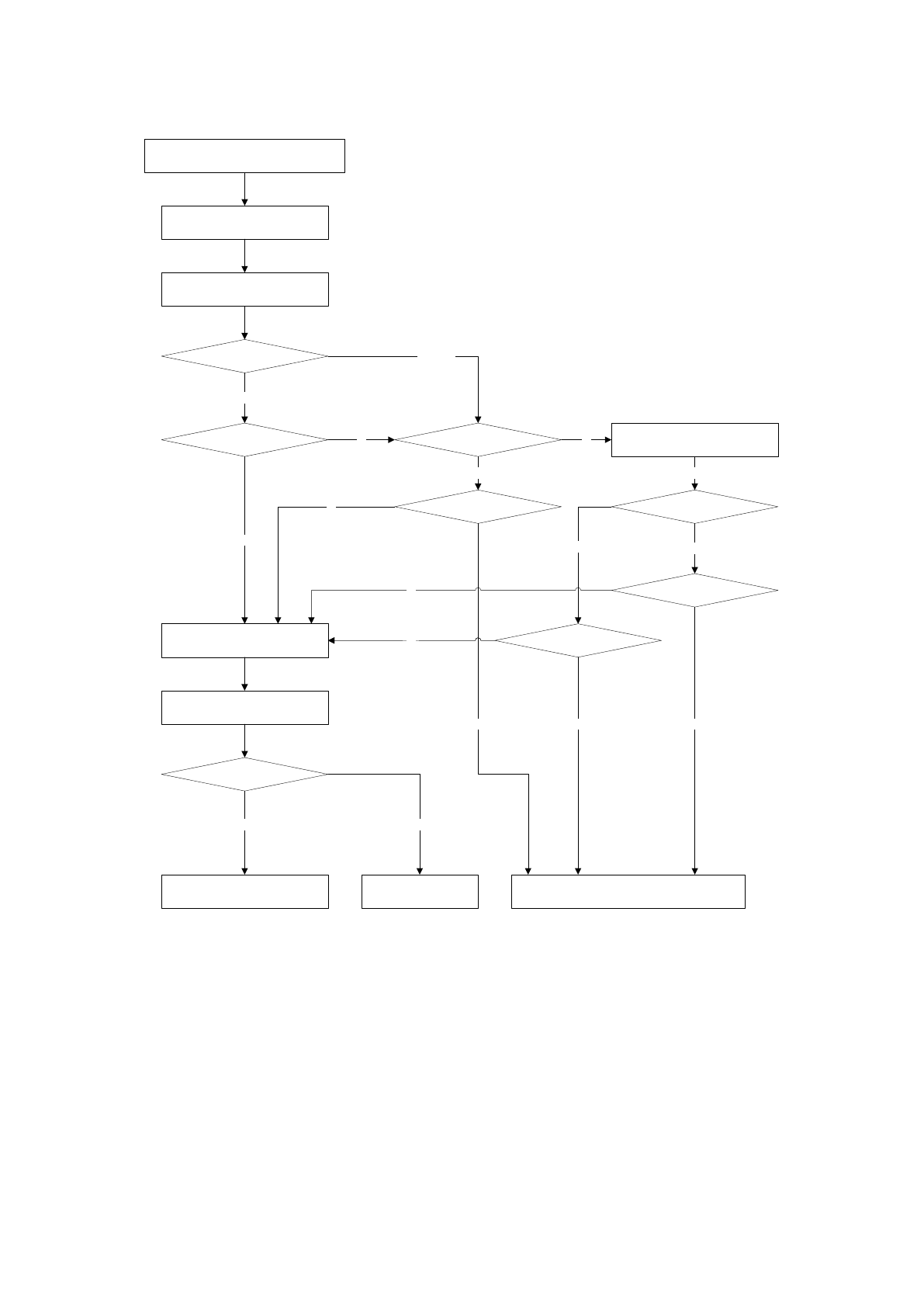
第 1 部 基本篇 第 4 章 制作生产程序 4- 107 HMS 测定动作 的流程如下所 示 。 测定成功? START (通过从径向供料器的吸取判定无元件) 重新吸取 不能测定 送料 吸取次数<=重试次数 Yes 设定夹紧 ON 时,夹紧 移动到元件有无测定位置的第 1 点 错误原因 “ 元件用完 ” No( 重试超限 ) 错误原因 “ 元件用完(吸取错误) ” 有元件? 测定成功 无 设定夹紧 ON 时解除夹紧 测定成功? 有 是…

第 1 部 基本篇 第 4 章 制作生产程序
4-106
2) 设定径向供料器HMS的元件确认
此功能是从径向供料器吸取元件失败时,通过 HMS 检测径向供料器元件有无的功能。仅在元件类
型为「插入元件」「INS 电解电容」并且包装方式为「INS 带式」,选择「MRF-S」「 MRF-L」类型
时,才能设定此项。
检查个数
测量位置的个数。
夹紧
设定在夹紧的状态下使用 HMS 进行元件有无确认。初始设定为「执行」夹紧。
HMS 不能进行测定时
设定 HMS 的测定失败时元件有无的状态。初始设定为「有元件」。
偏差 XY
距离元件的吸取位置的偏差值。HMS 的元件有无测定位置为
元件的吸取位置 XY + 偏差 XY。
初始设定为「X=-1」「 Y=0」,可示教。
对于 1 个元件,如果存在多个吸取数据,将移动到最先发现的吸取数据的吸取位置。
※请对无元件和有元件两种情况,示教可进行 HMS 测定的位置。
判定值
用于判定有无元件。
HMS 测定结果 > 判定值 → 有元件 。
HMS 测定结果 ≦ 判定值 → 无元件 。
初始设定为「Z = -18」,可示教。
对于 1 个元件,如果存在多个吸取数据,将移动到最先的吸取数据的吸取位置。
※判定值请参考以下公式输入。
判定值 = 切带机刀刃测定值(无元件时) +引脚长度- 2mm(引脚被夹紧的引脚长度)
第 1 部 基本篇 第 4 章 制作生产程序
4-107
HMS测定动作的流程如下所示。
测定成功?
START
(通过从径向供料器的吸取判定无元件)
重新吸取
不能测定
送料
吸取次数<=重试次数
Yes
设定夹紧ON时,夹紧
移动到元件有无测定位置的第1点
错误原因
“元件用完”
No(重试超限)
错误原因
“元件用完(吸取错误)”
有元件?
测定成功
无
设定夹紧ON时解除夹紧
测定成功?
有 是
不能测定
有元件?
测定成功
無し
有
不能HMS测定时?
有
无
检查个数为「2」? 移动到元件有无测定位置的第2点
是
无
不能HMS测定时?
无
有
否
第 1 部 基本篇 第 4 章 制作生产程序
4-108
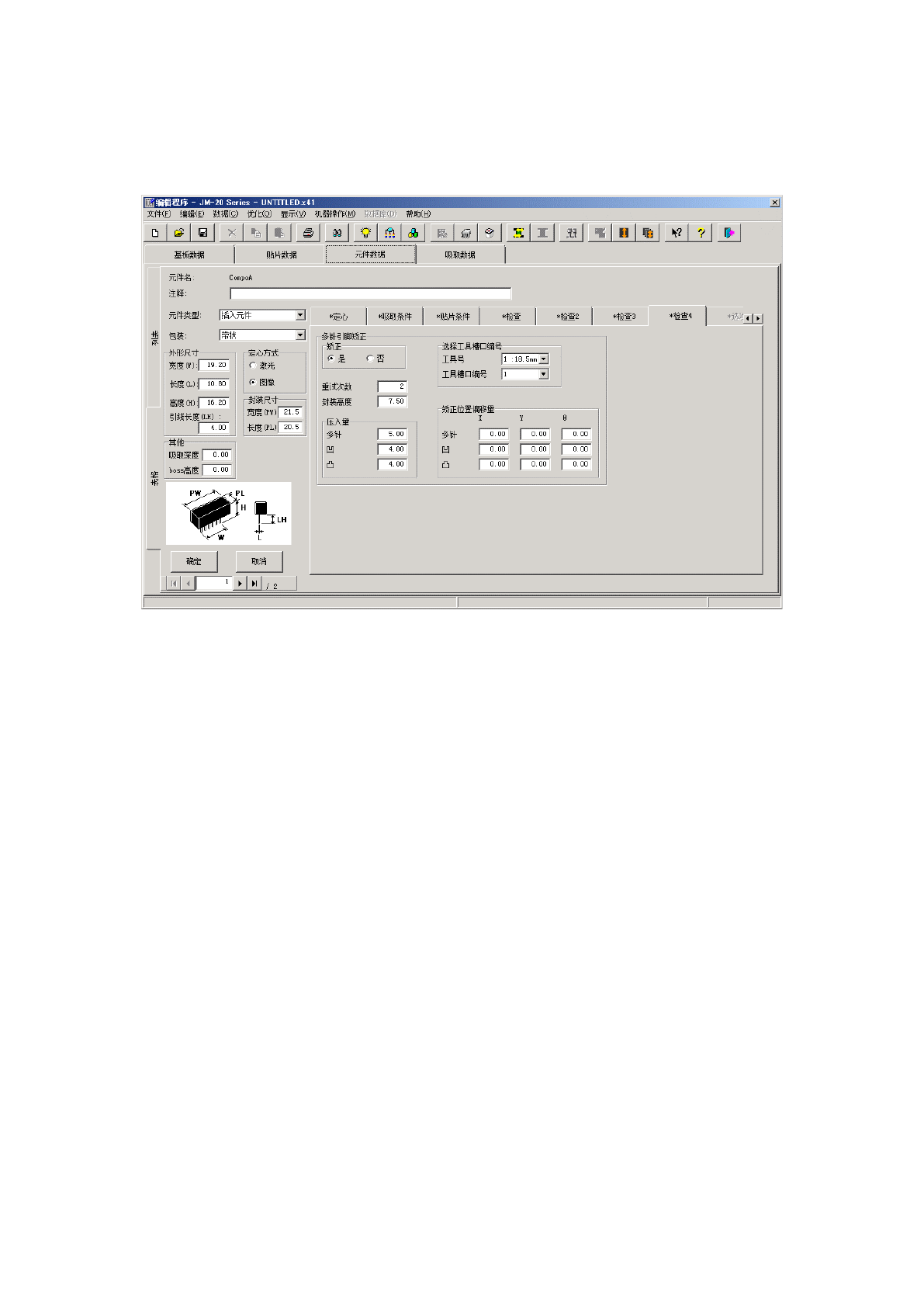
4-3-5-2-9 检查 4
对“多针引脚矫正”进行设定。
(1) 多针引脚矫正
对生产中可插入元件判定中判定为不可贴片的元件实施引脚矫正的功能。矫正后对可能再次插入的
元件实施判定,对判定为可贴片的元件实施贴片。
多针引脚矫正所示的可插入元件判定,与『6 章通用图像元件的 6-5-4 插入元件』的「引脚(管脚)
检查」的判定等级相关。
以下将多针引脚矫正所进行的可插入元件判定定义为「引脚(管脚)检查」。
引脚弯曲量在引脚检查的判定等级内时,判定为可贴片。
引脚弯曲量不在引脚检查的判定等级内时,判定为不可贴片。