JM-20使用说明书.pdf - 第477页
第 1 部 基本篇 第 4 章 制作生产程序 4- 109 注意 ● 多针引脚矫正 功能对应引脚根数超过 2 根的元件。 引脚 根数为 2 根时无 法矫正。 定心方式 为激光定心时无法 对应。 ● 扩展组 数据的引脚必须 定义为元件 X 方向有多根引脚 ( 多针 ) 、 Y 方向 2 根 引脚 (2 针 ) 。 前述定义是多针 引脚矫正的前提 ,前述以外 的定义 下 不动作 。 元件 数据满足以下 条件 时,可以设定 多针引脚矫正 功能…
第 1 部 基本篇 第 4 章 制作生产程序
4-108
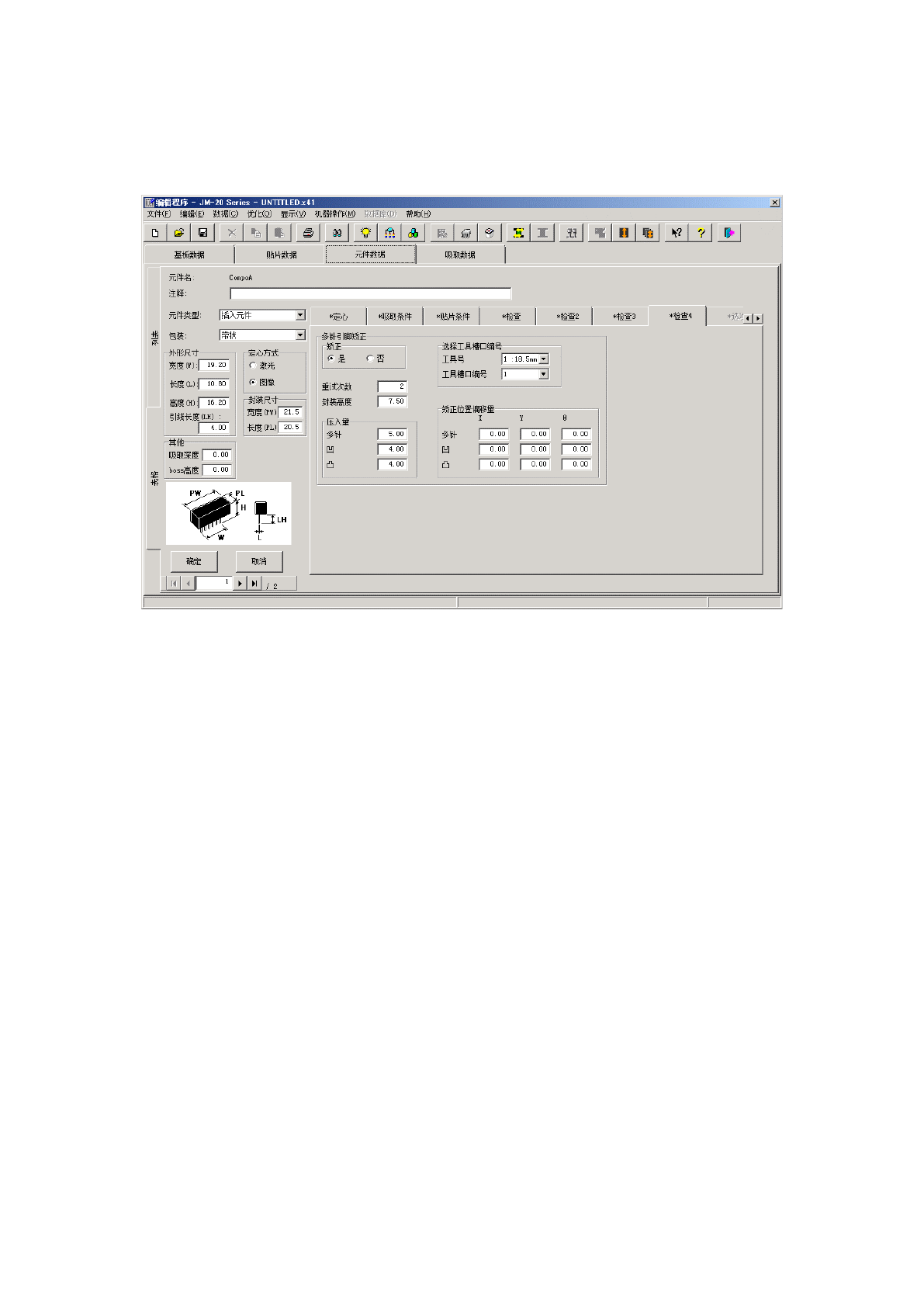
4-3-5-2-9 检查 4
对“多针引脚矫正”进行设定。
(1) 多针引脚矫正
对生产中可插入元件判定中判定为不可贴片的元件实施引脚矫正的功能。矫正后对可能再次插入的
元件实施判定,对判定为可贴片的元件实施贴片。
多针引脚矫正所示的可插入元件判定,与『6 章通用图像元件的 6-5-4 插入元件』的「引脚(管脚)
检查」的判定等级相关。
以下将多针引脚矫正所进行的可插入元件判定定义为「引脚(管脚)检查」。
引脚弯曲量在引脚检查的判定等级内时,判定为可贴片。
引脚弯曲量不在引脚检查的判定等级内时,判定为不可贴片。
第 1 部 基本篇 第 4 章 制作生产程序
4-109
注意
●
多针引脚矫正功能对应引脚根数超过
2
根的元件。引脚根数为
2
根时无
法矫正。定心方式为激光定心时无法对应。
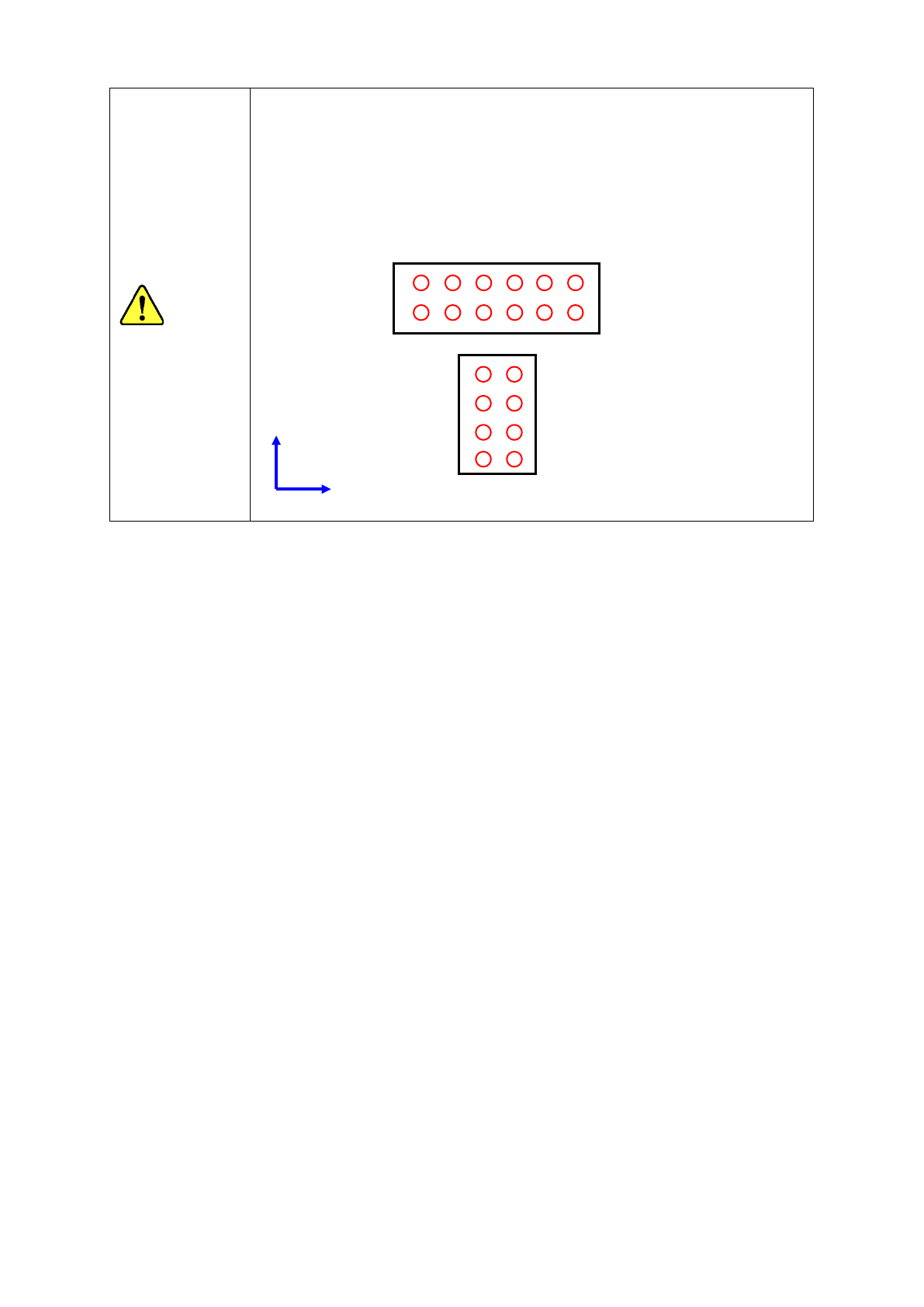
● 扩展组数据的引脚必须定义为元件 X 方向有多根引脚(多针)、Y 方向 2 根
引脚(2 针)。
前述定义是多针引脚矫正的前提,前述以外的定义下不动作。
元件数据满足以下条件时,可以设定多针引脚矫正功能。
机器设置的多针引脚矫正为有效。
定心方式为图像定心。
元件种类为「插入元件」。
引脚检查为有效。
设定项目的详细内容为如下所示。
矫正
设定是否实施多针引脚矫正功能。
重试次数
多针引脚矫正后可插入元件判定(引脚检查)判定为不可贴片时,设定执行矫正重试处理的次数。
封装高度
设定除去插入元件的引脚部分后的封装部分高度。
默认值为空栏。
工具编号
显示机器设置中所设定的工具编号。
矫正选择“是”时,自动进行设定。
工具槽口编号
显示在机器设置中所设定的工具槽口编号。
矫正选择“是”时,自动进行设定。
压入量
设定执行多针引脚矫正动作时将引脚压入工具的量。以工具的上面为基准,设定压入量。对
多针工具、凹工具、凸工具分别进行设定。
X
Y
定义例
OK
NG
第 1 部 基本篇 第 4 章 制作生产程序
4-110
矫正位置偏移量 XYθ
输入将元件压入矫正工具时的 XYθ位置。
除手动输入数值外,通过「4-5-4-3-8 矫正位置确认」功能也可以示教完成输入。
对多针工具、凹工具、凸工具分别进行设定。
注意
●
引脚矫正工具的压入位置,是在机器设置
-
设定组
-
多针引脚矫正设定
-
安
装位置中所设定的位置。
通常不需要输入矫正位置偏移量。
本偏移量是为了对治具压入位置的误差进行微调整。工具的压入位置发生偏
移时,请进行调整。