JM-20使用说明书.pdf - 第636页
第 1 部 基本篇 第 4 章 制作生产程序 4- 268 (2) 因元件、 吸嘴的状态等 物理原因,无法 检测出错误的 条件 ① 由于引脚较细、较短 、 或较软 等 原因, 插入 成功 时的扭矩 与失败时的扭 矩无法区别时 (1) 插入成功与插 入 失败的扭 矩 差 较小时 由于与引脚蹭过 通孔插入成功的 情况等无法区 别,不能检测出 错误。 (2) 因引脚较细、 较短等 原因, 插 入成功 与插 入失败 的扭矩差 较小时 由于插 入…
第 1 部 基本篇 第 4 章 制作生产程序
4-267
4-5-4-3-6 取得元件插入异常检测数据
取得贴片时的正常扭矩率。
按4-3-5-2-5 贴片条件的 Z下降速度进行贴片动作。
(1) 元件插入异常检测数据取得的操作
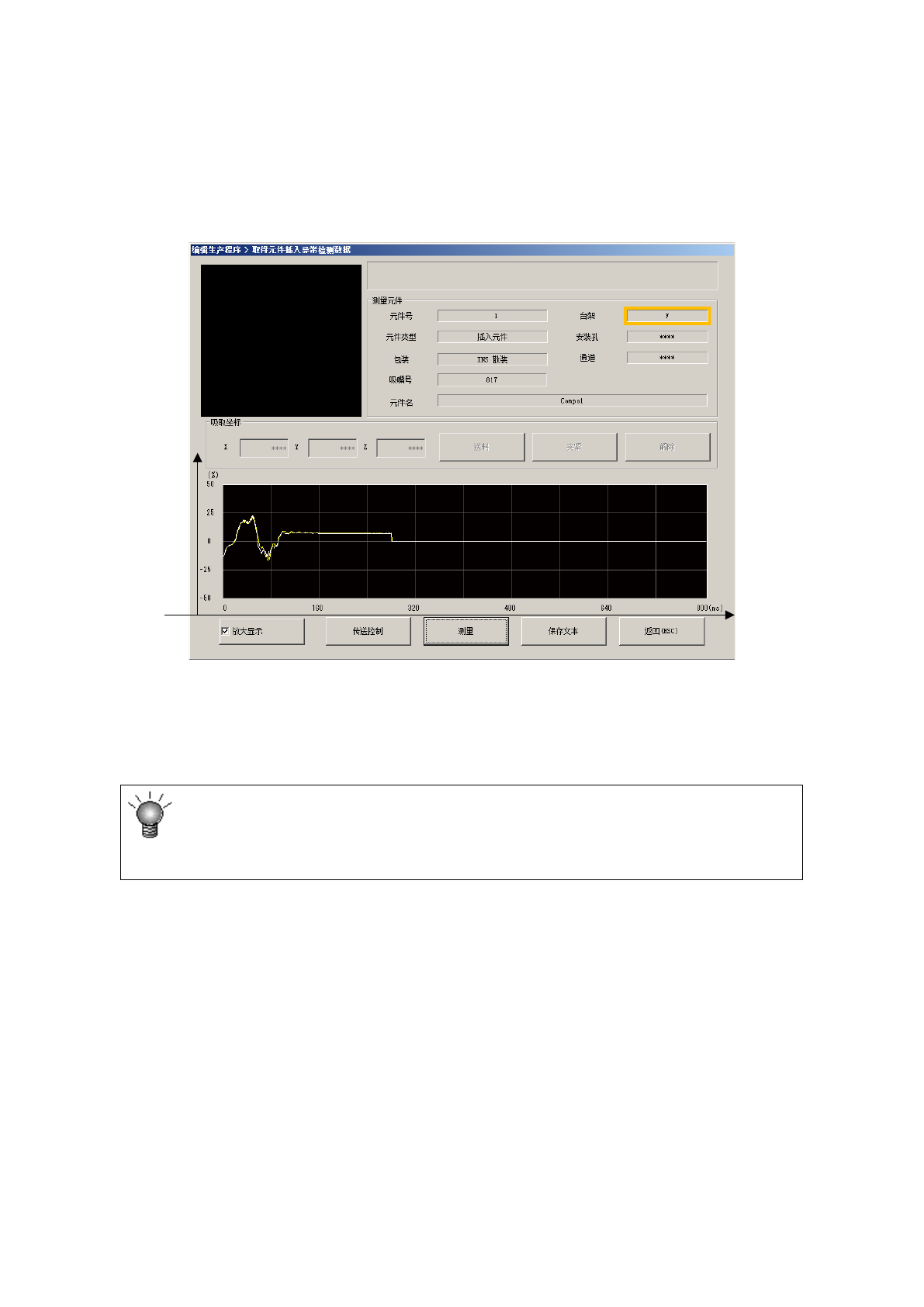
从菜单栏中,选择[机器操作] → [检查] → [元件插入异常检测数据取得] ,则显示以下的画面。
1) [测定]按钮
执行生产动作,取得扭矩率。贴片位置为生产程序对象元件的第一贴片点。取得的结果显示
在图中,刚取得的数据为白色,已经保存的数据显示为黄色。插入后通过 OCC 摄像机对插入
的位置进行追踪。
当出现以下任何一种状态时,不能开始测量。
①基板处于未夹紧的状态
②设定为未使用BOC标记的状态下
③安全盖打开的状态下或送料器台架下降的状态下
2) [文本保存]按钮
将现在取得的扭矩率以文本形式输出。
默认值路径: D:\LOG\CompoInsertDetect
3) [返回]按钮([ESC]键)
结束取得数据,返回原来的画面。
这时,会显示提示,询问是否保存取得结果。
在此处选择<是(Y)>,即保存结果。
4) [放大显示]按钮
要放大显示扭矩率时,请勾选复选框。
要返回原来的显示时,请取消复选框的勾选。
相对于额定
扭矩的比率
(
%)
时间
(ms)

第 1 部 基本篇 第 4 章 制作生产程序
4-268
(2) 因元件、吸嘴的状态等物理原因,无法检测出错误的条件
① 由于引脚较细、较短、或较软等原因,插入成功时的扭矩与失败时的扭矩无法区别时
(1)插入成功与插入失败的扭矩差较小时
由于与引脚蹭过通孔插入成功的情况等无法区别,不能检测出错误。
(2)因引脚较细、较短等原因,插入成功与插入失败的扭矩差较小时
由于插入失败的扭矩与成功的扭矩(因 Z 下降的加速、减速而发生的扭矩)无法区别,不
能检测出错误。
※尽管有时通过元件数据的正常判定范围数值能够检测,但如果缩小正常判定范围的数值,
有时会导致过度检测。(正常判定范围的默认值为 30)
② 未插支撑销时
基板翘曲时插入成功的扭矩与失败的扭矩难以辨别,因而无法检测出错误。
③ 元件的引脚长度比吸嘴弹簧的最大弯度还短时
由于插入失败的冲击被吸嘴弹簧全部缓冲了,扭矩率有可能不超过正常判定范围,在这种情
况下,不能检测出错误。
但是,通过将贴片推进量设定为以下的范围值,可检测出插入异常。
(1) 吸取吸嘴时
贴片推进量 > (4.6mm - 元件引脚长度)
(2) 夹持吸嘴时
贴片推进量 > (2.0mm - 元件引脚长度)
上述式子的数值表示弹簧最大弯曲量的大致数值。因吸嘴不同,有时存在±0.1mm 的差别。
可通过采取对应措施,在插入失败时引脚长度的冲击力被吸嘴弹簧全部缓冲后,将元件压入,
把吸嘴弹簧压缩到极限,即可在较大程度上改变扭矩率。
第 1 部 基本篇 第 4 章 制作生产程序
4-269
4-5-4-3-7 DFFP VCS 参数自动取得
此功能为自动取得DFFP VCS参数。
通过若干参数类型进行图像识别,从其结果中取得最适合的DFFP VCS参数。
(1) DFFP VCS参数自动取得画面的操作
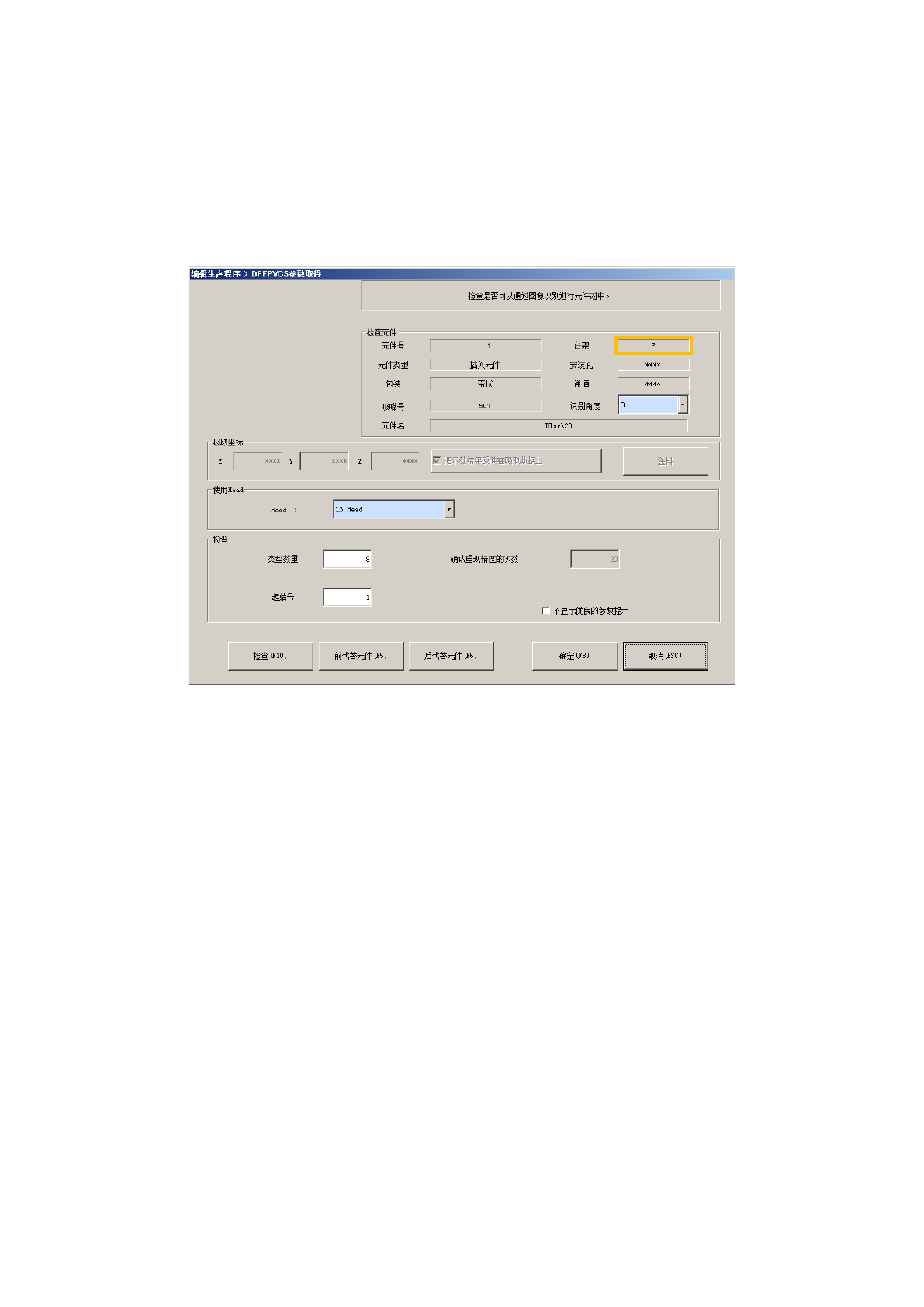
从菜单栏中选择[机器操作] → [检查] → [DFFP VCS 参数自动取得] 后,即显示以下画面。
1) 检查元件
显示元件内容及吸取位置。
2) 使用 Head
指定检查时使用的 Head。
3) 检查
●类型数量
指定检查时使用的参数类型数。
●确认重现精度的次数
显示按照 1 个类型反复进行识别的次数。
●起始号
指定开始检查的类型号。
●不显示优良的参数提示
勾选此项后,检查过程中发现优良的参数时,不显示询问对话框。
4) [前代替元件] 按钮、[后代替元件] 按钮
当前显示中的元件有代替元件时,显示此项。
5) [确定] 按钮([F8]键)
结束参数自动取得,返回原来的画面。
这时,会将吸取的元件退回,废弃。