JM-20使用说明书.pdf - 第761页
第 2 部 功能详解篇 第 8 章 机器设置 8-2 No. 机器设置组 设置内容 23 AT C 设定 配置的 R- AT C 的设置来使用 。 可以看到 R- AT C ,这已被注册。 24 设定坏点标记信 息 传播坏点标记为 有效时设定。 25 设定 多针引脚矫正 设定 多针引脚矫正 所使用 的夹具。
第 2 部 功能详解篇 第 8 章 机器设置
8-1
机器设置
8-1 概要
设置包括吸嘴配置等的机器基本构成。
机器构成若无变化,无需改变设置值。
若增加了吸嘴、更改了基准针位置等机器的构成有变化时,请对该部分进行重新设置。
清扫吸嘴后,进行机器定期检查时,请一并检查设置值。
No.
机器设置组
设置内容
1
ATC
吸嘴配置
对
ATC
、
R-ATC
分配吸嘴(
R-ATC
为选购项)
分配的吸嘴编号
分配的吸嘴类型
分配的吸嘴安装在 Head 时的真空值
分配的吸嘴安装在 Head 时的吸嘴高度
吸嘴的滑动状态(仅当安装有压力传感器时)
2
无吸嘴时真空值
未安装吸嘴时的真空值
3
基准针位置
从机器原点起的基准针、从动针的位置
4
外形基准位置
从机器原点起的外形基准的位置
5
废弃元件位置
小型元件的废弃位置
中型元件的废弃位置
大型元件的废弃位置
6
IC
回收带位置
IC
回收带的安装位置
IC
回收带的元件废弃位置
7
Head
等待位置
操作时的位置
生产时的位置
拆卸吸嘴位置
元件保护暂停位置
8
使用单元
因故障等原因在生产中无法使用装置单元
(Head
等
)
时,设
置为“不使用”。
·如果在本项目中设置为不使用,即使没有该装置单元时完
全不能生产基板的情况下也可视为正常结束生产。
9
传送设置
延迟基板传送传感
(
对缺口、穿孔基板延长传送传感
)
、延 迟
单位(时间[ms]或长度[mm])及自动调整宽度、支撑台的基
板下限、加速度、补偿量
10
信号灯
设置各动作阶段的信号灯模式
11
坏板标记示教
使用
OCC
检测坏板标记时
(有标记位置、无标记位置、OCC 坏板标记阈值)
12
设置叠加画面
设置各种叠加画面系统。
13
吸取错误条件设置
设置显示吸取错误的条件。
14
检查标记脏污
设置标记脏污检测级别。
15
设置各种供料器的吸取前送料
设置吸取前进行送料的供料器。
16
在线连接(选购项) 提高车间生产性支援系统的选购项有效时,设置是否在线
连接。
17
MTS 安装位置偏移量(选购项) MTS 的选购项有效时,设置标记位置及高度校正值。
18 极性检查(选购项) 设置生产中的极性检查。
19
VCS 脏污检查(选购项) 设置 VCS 脏污检测级别,检测脏污。
20 圆型供料器控制时间设定 对圆型供料器控制时间进行设定
21
设定自动解除
元件用尽状态
对自动解除元件用尽状态进行设定。
22
DFFP
摄像机
IP
地址设置
(
选购项
)
进行
DFFP
摄像机的网络设置。

第 2 部 功能详解篇 第 8 章 机器设置
8-2
No.
机器设置组
设置内容
23 ATC 设定
配置的
R-ATC
的设置来使用。
可以看到
R-ATC
,这已被注册。
24
设定坏点标记信息
传播坏点标记为有效时设定。
25
设定多针引脚矫正
设定多针引脚矫正所使用的夹具。
第 2 部 功能详解篇 第 8 章 机器设置
8-3
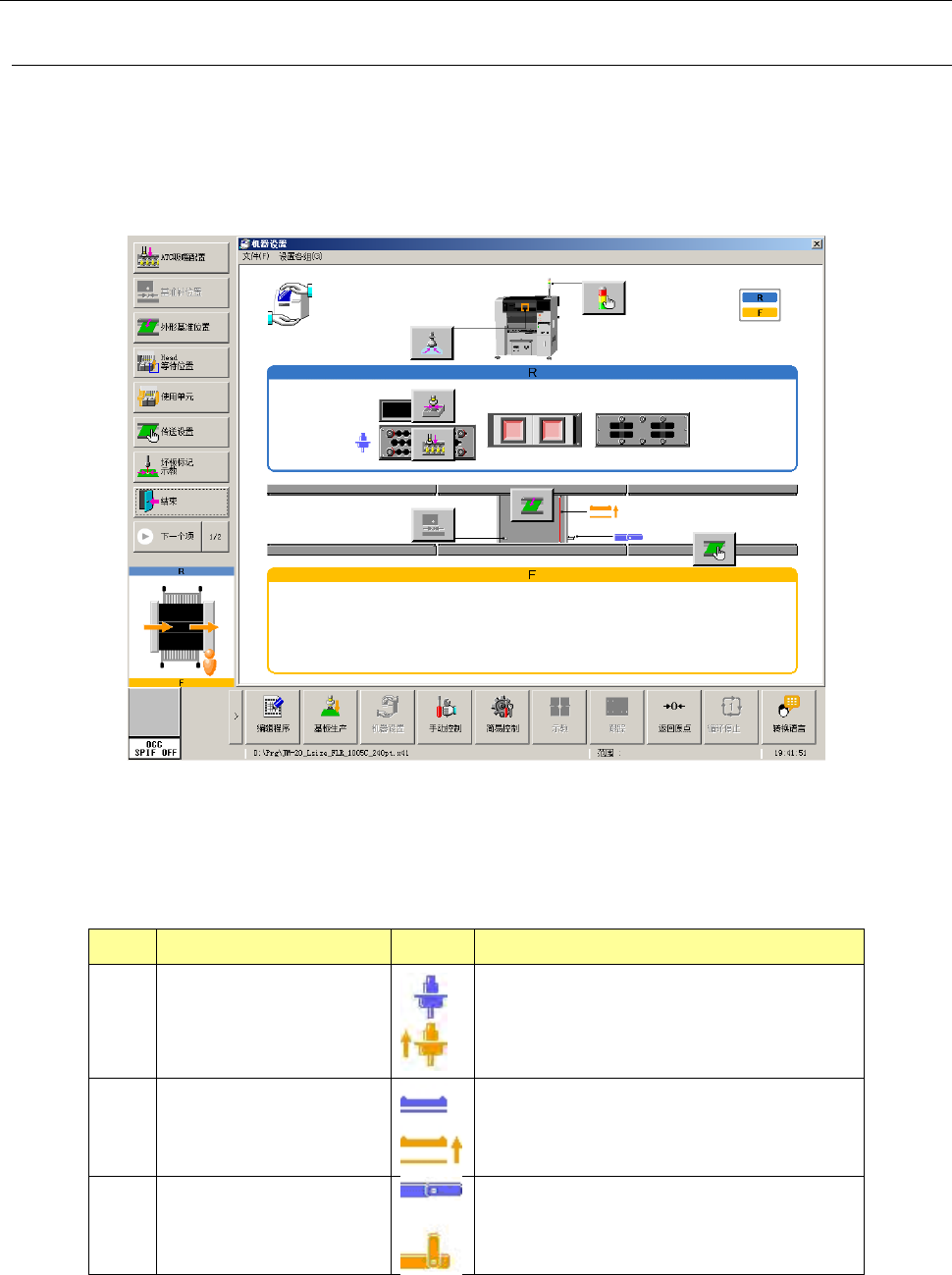
8-2 机器设置的启动与退出
8-2-1 启动机器设置
从菜单栏中选择「设置」-「机器设置」,或直接从画面下侧的功能栏中选择「机器设置」后,可显
示下图所示的机器设置初始画面。
机器设置的初始画面,左侧显示工具栏,右侧显示构成图。在工具栏里,注册有设置组常用的功
能,按下按钮即可调出各项菜单对应的功能。
初始画面是按构成图显示,按下画面上配置的按钮,即可启动图所对应的设置画面。
按下构成图中的各按键后,可显示相应的各单元设置画面。同时画面还可显示ATC滑动板,外形基
准气缸,支撑台,传送挡销的状态。
以下对构成图中显示的传感器的状态进行说明。
No.
显示项目
显示图
显示内容
1 ATC 滑动板
ATC 滑动板关闭。
ATC 滑动板打开。
2
支撑台
支撑台 OFF。
支撑台 ON。
3 挡销
挡销 OFF。
挡销 ON。