JM-20使用说明书.pdf - 第839页
第 2 部 功能详解篇 第 8 章 机器设置 8- 80 8-4- 24 设定坏点标记信息 设定坏点标记信 息在传播坏点标 记生效时可以 进行。 选择 设定坏点标记 信息 功能后,即显 示以下画面。 (1) 设置项目 No. 设置项目 设置内容 1 上传 上传贴片机时勾 选。 2 基板代码读取 不良时的手动 输入功能 勾选后, 当读取基板 代码失敗时, 将能够在暂 停画面上用手工 进行 输入。
第 2 部 功能详解篇 第 8 章 机器设置
8-79
条件
ATC 判别动作
在第一次开始生产
○
在生产的生产结束后的开始
○
在连续生产的开始
○
暂停重新开始,当用户
(
<STOP>
时暂停恢复开关)
○
暂停重新开始时错误
(零件短缺,激光识别错误等)
×
当重试名单简历
×
e) 教学
当您切换教学设备选择头
2) 不管 ATC 歧视的设置,做到在下一时刻的 ATC 判别动作。
・半自动喷嘴返回运行时
当 OFF ATC 的歧视做从 ATC 分离而不 ATC 歧视喷嘴。请注意,喷
嘴装卸作业,即使 ATC 不匹配。
此外,在不改变“用 ATC 的选择”, 请不要更换 R-ATC。有一种可
能性,即喷嘴被损坏。
警告
第 2 部 功能详解篇 第 8 章 机器设置
8-80
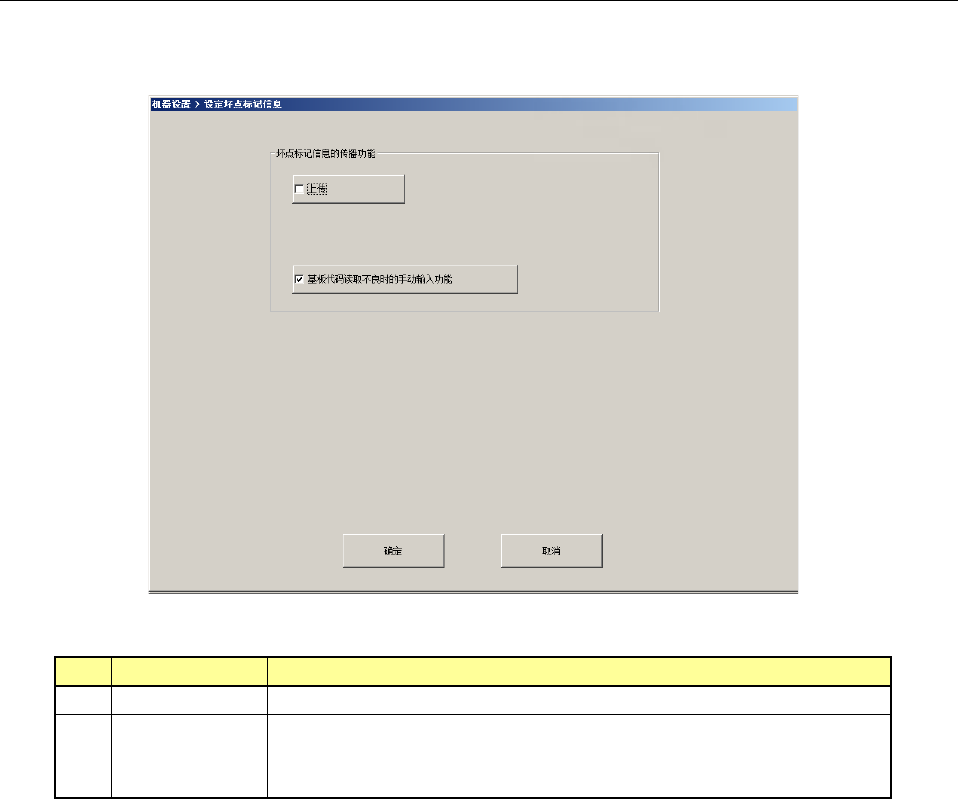
8-4-24 设定坏点标记信息
设定坏点标记信息在传播坏点标记生效时可以进行。
选择设定坏点标记信息功能后,即显示以下画面。
(1) 设置项目
No.
设置项目
设置内容
1
上传
上传贴片机时勾选。
2
基板代码读取
不良时的手动
输入功能
勾选后,当读取基板代码失敗时,将能够在暂停画面上用手工进行
输入。
第 2 部 功能详解篇 第 8 章 机器设置
8-81
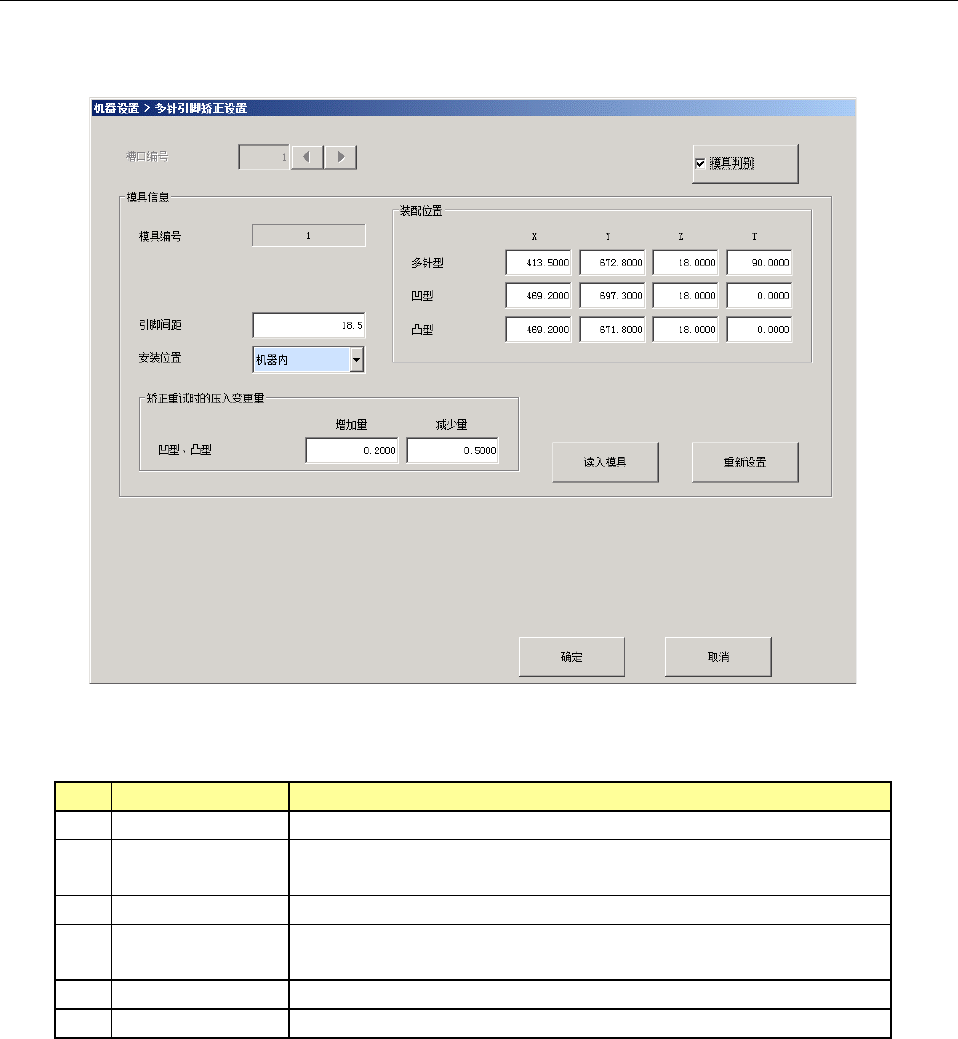
8-4-25 多针引脚矫正设置
选择多针引脚矫正设置,则显示以下画面。
在多针引脚矫正设置中,可以调整装配位置、变更矫正重试时的压入量,设置多针引脚矫正模具。
(1) 设置项目
No.
设置项目
设置内容
1
模具判别
设置安装模具判别动作的 ON/OFF。
2
装配位置
手动输入或者通过示教设置模具的装配位置。
首次读入模具时,自动设置初始坐标。
3
引脚间距
设置模具的对象元件引脚间距。
4
矫正重试时的
压入变更量
设置矫正重试时调整压入量的增加和减少值。
5
读入模具
从模具列表选择所使用的模具即完成设置。
6
重新设置
重置模具的设置状态。
(2) 设置方法
1) 从读入模具选择开始使用的模具。
选择读入模具按钮,则显示出以下工具数据列表画面。