KE-3010A_20VA_20VRA_操作员手册.pdf - 第81页
操作手册 4- 40 ④ 在切割控制中选择切 割料带并执行。 请执行大约 5 次切割料带 ,使润滑油均匀 涂抹到全部切割 刀上。 4) 确认作业 涂抹润滑油结束 后,请确认切带 单元的空气阀 已打开。 如果没有打开, 请进行以下作业 。 < 电动更换台 车规格时 > 请连接 IF 线缆,在贴片 机上的电动更 换台车已提升 的状态下,使切 带单元的空气阀 处于打开 的状态。 这时,在未安装 电动更换台车的 状态下,打开空 气阀…

操作手册
4-39
涂抹润滑油时,请注意不要使圆圈部所示的橘红色的皮带部沾上润滑油。
皮带上沾上润滑油会使摩擦力降低,造成排出料带的传送不良,可能会导致料带阻塞。
涂抹完润滑油后,请打开空气阀,对切带单元供气。
3) 润滑油涂抹后的作业
润滑油涂抹后,要通过手动控制使切割刀进行动作,使润滑油在切割刀上涂抹均匀。
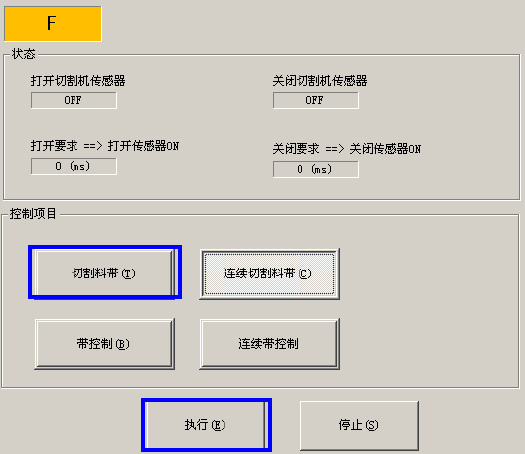
请按顺序选择「手动控制→供给装置→电动供给装置控制→切割控制」,选择「连续切带→执行」
使刀刃动作。
① 按下手动控制按钮。
② 从手动控制内的供给装置项目中,选择电动供应控制。
③ 选择电动供给装置控制内的切割控制。
操作手册
4-40
④ 在切割控制中选择切割料带并执行。
请执行大约 5 次切割料带,使润滑油均匀涂抹到全部切割刀上。
4) 确认作业
涂抹润滑油结束后,请确认切带单元的空气阀已打开。
如果没有打开,请进行以下作业。
<电动更换台车规格时>
请连接 IF 线缆,在贴片机上的电动更换台车已提升的状态下,使切带单元的空气阀处于打开
的状态。
这时,在未安装电动更换台车的状态下,打开空气阀,切割刀就会闭合。因此,为了安全,
请先安装更换台车,再进行作业。
<电动固定台架规格时>
请将切带单元的空气阀打开。
操作手册
4-41
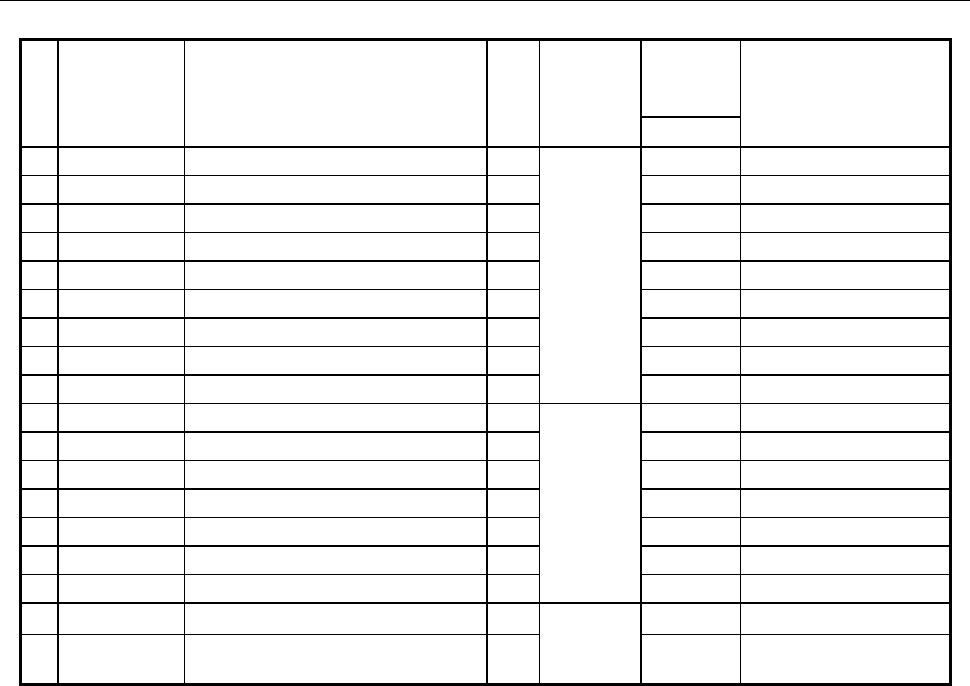
4-5 消耗品列表
No
货 号 品 名 个数
单元
更换日期
(标准)
备 注
(年)
1
40046646
FILTER
(真空泵用)
7
Head
0.5
2
40001339
NOZZLE ASM 501
6
0.9
节拍:
17100 CPH
3
40001340
NOZZLE ASSEMBLY 502
6
0.9
节拍:
17100 CPH
4
40001341
NOZZLE ASSEMBLY 503
6 0.9
节拍:
17100 CPH
5
40001342
NOZZLE ASSEMBLY 504
1
0.9
节拍:
17100 CPH
6
40001343
NOZZLE ASSEMBLY 505
1
1
节拍:
5500 CPH
7
40001344
NOZZLE ASM 506
1
1
节拍:
5500 CPH
8
40001345
NOZZLE ASM 507
1 1
节拍:
5500 CPH
9
40044239
NOZZLE ASM 508C
1
1
节拍:
5500 CPH
10
40113953
CONVEYOR_BELT_S_M
4
传送
1
M
规格
IN
・
OUT
用
11
40113952
CONVEYOR_BELT_C_M
2
1
M
规格
CENTER
用
12
40071333
CONVEYOR_BELT_S_L
4 1
L
规格
IN
・
OUT
用
13
40001070
CONVEYOR BELT C(L)
2
1
L
规格
CENTER
用
14
40011058
CONVEYOR_BELT_EX150
2
1
传送延长
150mm
用
15
40011065
CONVEYOR_BELT_EX250
2
1
传送延长
250mm
用
16
E2233725000
STOPPER CHIP
1 2
*
根据基板材质
17
40093825
IONIZER_PROBE_CLEANING_KIT
1
离子静电消
除装置
1 离子静电消除装置 选项
18 40093826
IONIZER_PROBE_CLEANING_
FILTER
1 1 离子静电消除装置 选项