00191623-01.pdf - 第210页
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő s zámí tógép 6.1 Tokforma szerkesztő (GF-Ed itor) 501.xx jelű szoftver változat 99/1-es k iadás 6 - 30 6.1.11 ábrát P árbeszéd ab lak az egyes tengely ek gyor…
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 6 Termék / Tokforma
501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor)
6 - 29
● Aktiválja a kívánt tengely mellett lévő gombot.
(A 6xx pipetta típus esetében csak a z- és a d-tengely gombja aktiválható).
● A beállításokat erősítse meg az Ok gombbal.
A párbeszéd ablak bezáródik.
A beállított tengelyek gyorsítása az összes olyan pipettánál, amely a kiválasztott típusnak
megfelel, 35 %-ra csökken le.
A megjelenítő területen ez az érték a szerkesztő megfelelő mezejébe van beírva.
TÁJÉ KOZ TATÁS
Ha nem az összes tengelynél (folyamatnál) lett aktiválva a hozzátartozó gomb, a szerkesztő
megfelelő mezőiben csupán egy szaggatott vonal (----) van beírva. Ez azt mutatja, hogy legalább egy
tengely nem csökkentett gyorsulással mozog (a 6xx pipetta típus esetében a z- vagy a d-tengely).
Egyedi folyamat a SIPLACE 80S-20/23/HS-50 és 80F
4
/F
5
géptípusokon alkalmazott 4xx, 7xx
és 8xx típusú pipettákkal
Az egyedi “Gyorsítási” (“Beschleunigung”) folyamatot a fenn említett típusok mindegyik pipettánél és
egyenként valamennyi tengelynél rögzíthető. Azaz, a mindenkori tengely a beadott értéknek megfelelő
gyorsulással mozog.
Eljárásmód (Példa a 820-as pipettára):
● Aktiválja a megjelenítő területen (lásd a 6.1.9 ábrát) a kívánt pipetta mellett lévő “Egyedi folyamat”
(“Sonderablauf”) gombot.
● Kattintson rá a “>>” gombra. Az alább következő párbeszéd ablak nyílik meg.
X bei Bestücken
(X beültetéskor)
(6xx esetén nem)
az X tengely csökkentett gyorsítása azt követően, hogy a gép az
alkatrészt az RV fejjel az elhizó pozícióból a beültető pozícióba szállítja
az X tengely csökkentett gyorsítása azt követően, hogy a gép az
alkatrészt az IC fejjel az IC kamerától a beültető pozícióba szállítja
Y bei Bestücken
(Y beültetéskor)
(6xx esetén nem)
az Y tengely csökkentett gyorsítása azt követően, hogy a gép az
alkatrészt az RV fejjel az elhizó pozícióból a beültető pozícióba szállítja
az Y tengely csökkentett gyorsítása azt követően, hogy a gép az
alkatrészt az IC fejjel az IC kamerától a beültető pozícióba szállítja
6 Termék / Tokforma Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép
6.1 Tokforma szerkesztő (GF-Editor) 501.xx jelű szoftver változat 99/1-es kiadás
6 - 30
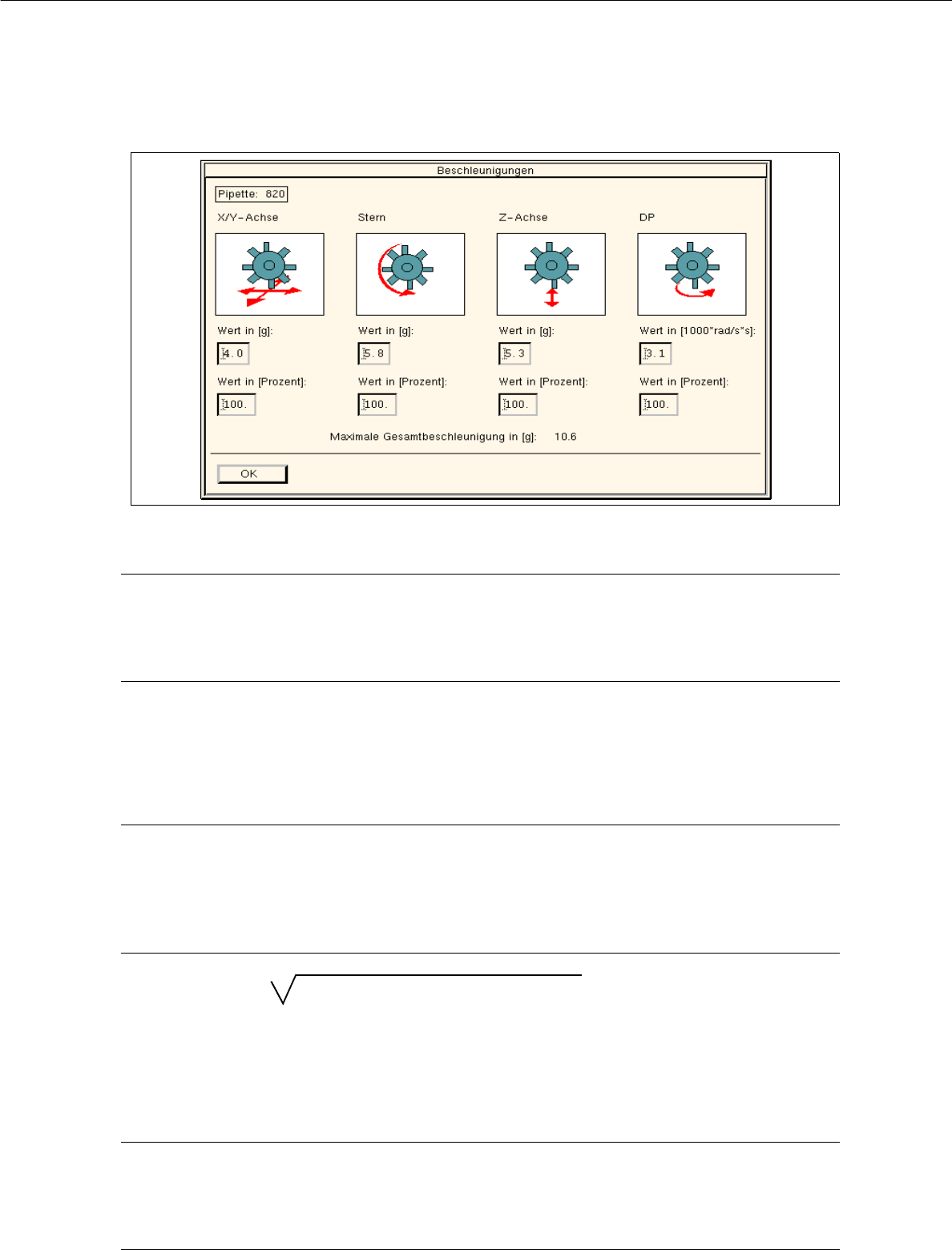
6.1.11 ábrát Párbeszéd ablak az egyes tengelyek gyorsításának egyedi beállításához
(csak a 4xx, 7xx és 8xx pipetta típusoknál)
TÁJ ÉKOZTATÁ S
A gyorsítási érték az x/y-, csillag- és z-tengely esetében [g]-ben ill. a dp-tengely esetében
[1000 x rad/s
2
]-ban írható be, vagy a mindenkori tengely maximális gyorsítására vonatkoztatott
százalékos érték írható be.
● Kattintson rá a kívánt tengely szerkesztő mezejére.
● Adjon be értéket és működtesse a RETURN billentyűt vagy kattintson egy másik mezőre.
A gyorsításra beírt értékből a gép rögtön kiszámítja a százalékos értéket vagy megfordítva az
értéket [g] ill. [1000 x rad/s
2
]-ben és automatikusan beírja a szerkesztő megfelelő mezejébe.
TÁJÉ KO ZTATÁS
A gyorsítási értékek az x/y-, csillag- és z-tengely mentén 0,1-es lépésekben változtatható és a dp-
tengely esetében 100-as lépésekben.
Az x/y- és csillagtengely gyorsítási értékeiből kiszámított maximális teljes gyorsítás a szerkesztő
mezők alatt jelenik meg [g]-ben.
● A beadásokat erősítse meg az Ok gombbal.
A párbeszéd ablak bezáródik.
A megjelenítő területen a gyorsítás százalékos értéke van beírva a szerkesztő megfelelő
mezejében, amennyiben az az összes tengelynél egyyforma értékre van beállítva.
TÁJÉ KO ZTATÁS
Ha az egyik vagy több tengelynél a beadott gyorsítás százalékos értéke eltér az előre beállított
értékektől (35%, 70% vagy 100%), akkor a szerkesztő megfelelő mezejében szaggatott vonal (----)
van beírva.
(x gyors. + csillaggyors.)
2
+ y
2
gyors.
Max. teljes gyorsítás =

Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 6 Termék / Tokforma
501.xx jelű szoftver változat 99/1-es kiadás 6.1 Tokforma szerkesztő (GF-Editor)
6 - 31
6.1.2.10 GF szerkesztő kiválasztó mezői - “Bearbeitungsdaten”
(Feldolgozási adatok) nézet
A kiválasztó mezőkben minden “Feldolgozásmód” (“Bearbeitungsart”) mellett egy-egy gomb található (lásd a
6.1.4 ábrát).
A gombra való rákattintással lehet aktiválni ill. deaktiválni a megfelelő “Feldolgozásmódot” (“Bearbeitungsart”).
“Handlingsvorschriften” (Kezelési előírások) kiválasztó mező
Ehelyütt lehet rögzíteni az alkatrészek beültető folyamat során végzendő kezelését.
- Vakuumabfrage bei Abholung (Vákuum lekérdezése elhozáskor) amikor a gép elhozza az
alkatrészt, érzékelők segítségével lekérdezi, hogy a gép felvette-e az alkatrészt.
(A pipettávon lévő vákuum ellenőrzése)
- Vakuumabfrage bei Bestückung (Vákuum lekérdezése beültetéskor) az alkatrész beültetése előtt a
gép érzékelők segítségével lekérdezi, hogy az alkatrész még a pipettávon van-e.
(A pipettávon lévő vákuum ellenőrzése)
- Koplanaritätsmessung (Egysíkúsági mérés) a gép a lézer modullal végzett egysíkúsági méréssel
határozza meg, hogy az alkatrészen vannak-e függőlegesen felhajlított lábak és esetleg azt hibás
alkatrészként külön kell választania.
“Zentrieren” (Központosítás) kiválasztó mező
Ebben a kiválasztó mezőben lehet rögzíteni az alkatrésztípus központosítási módját. Ehhez a következő
lehetőségek állnak rendelkezésre: “Központosítás a fejben” ill. “Külső központosítás” (“Zentrieren im Kopf” ill.
“Extern Zentrieren”). Azon kívül itt lehet még rögzíteni a mindenkori központosítási mód központosítási
folyamatát is.
- Zentrieren im Kopf (Központosítás a fejben) Az alkatrészt a gép a HS-180-on a forgófejjel vagy a
beültető fejjel központosítja, ha a fentieken kívül még az alábbi három opció valamelyikét is
megválasztjuk.
mit H-Zangen (H-megfogókkal) mechan. központosítás a HS-180 beültető fej h megfogóinak
(mérőfogóknak) segítségével
mit Z-Zangen (Z-megfogókkal) mechan. központosítás a HS-180 beültető fej z megfogóinak
segítségével
mit Kamera (kamerával) optikai központosítás a forgófej BE kamerájával