00191623-01.pdf - 第334页
11 Gyártóeszköz / Optimalizálás Üzemeltetési Útmutató, UNI X gépsorvezérlő számí tógép 11.3 A szerszámoz ás-optimalizálás alapjai (ROPT) 501.xx jelű szoftver változat 99/1-es k iadás 11 - 10 Ha az ál lományt s ikerrel tr…
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 11 Gyártóeszköz / Optimalizálás
501.xx jelű szoftver változat 99/1-es kiadás 11.3 A szerszámozás-optimalizálás alapjai (ROPT)
11 - 9
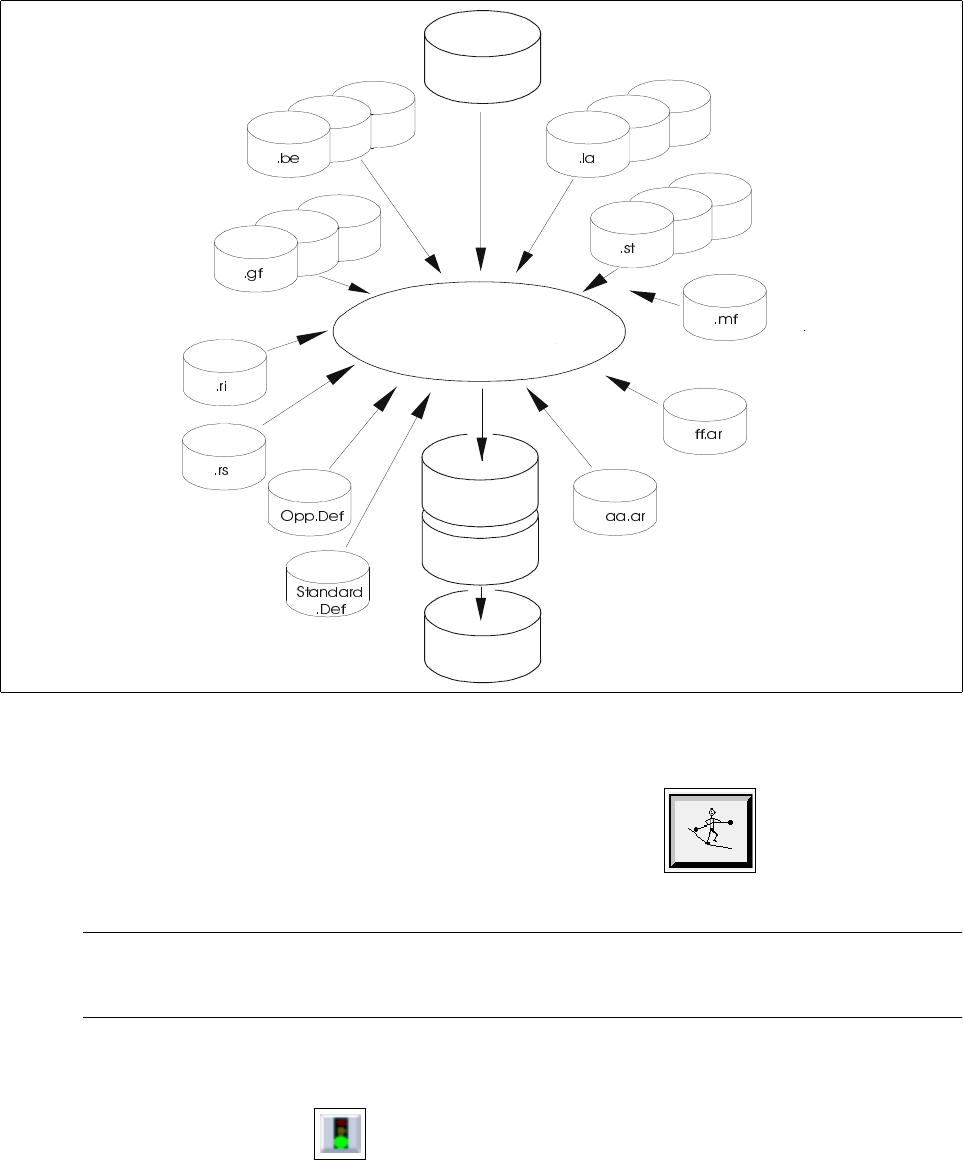
Az optimalizálás-processzorral létrehozott szerszámozási adatokat (= a szerszámozás optimalizálásának
eredményét) az Anlagen/<Gesamtanlage>.ak/<Teilanlage>.va/* (Berendezések/<teljes berendezés>.ak/
<berendezésrész>.va/*) elérési útvonalon, az xx01.ar állomány tárolja (ahol “xx” helyett a sorozatállomány
neve áll). Egynél több szerszámozás esetén a 01 számot az állománynévben tovább növekszik 02, 03, stb.
számok formájában.
11.3.1 ábrát Adathozzáférés az optimalizálás folyamán
11.3.2.1 Az optimalizálási folyamat elindítása
● Kattintson rá a munkatáblán lévő Optimierung (Optimalizálás) ikonra (csak
“programozó üzemnél” (“Programmierbetrieb”)).
TÁJÉ KOZ TATÁS
Az eljárás menetét a “vezérlő üzemben” (“Steuerbetrieb”) a 11.4.1 szakasz írja le.
Megnyílik az optimalizálás-párbeszéd főablaka (lásd a 11.4.1 ábrát).
● A “Műveletek” (“Aktionen”) parancsterületében kattintson rá az “optimalizálás elindítása”
(“Optimierung starten”) ikonra.
● A “sorozatállomány” (“Losdatei”) kiválasztó mezőben kattintson rá a kívánt xx.lose
sorozatállományra.
Az optimalizálás elindul (lásd a 11.4 szakaszt).
[[ORVH
[[DU
Szerszámozás-optimalizálás
[[DU
[[QPDU
11 Gyártóeszköz / Optimalizálás Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép
11.3 A szerszámozás-optimalizálás alapjai (ROPT) 501.xx jelű szoftver változat 99/1-es kiadás
11 - 10
Ha az állományt sikerrel transzformálták, vagyis létrehozták a szerszámozási adatokat egy vagy több
optimalizált szerszámozáshoz, akkor a sorozatállomány “optimalizált” (“optimiert”) jelzést kap. Ha a
sorozatállományt, hibák miatt nem lehetett transzformálni, akkor a sorozatállomány a “hibás” (“fehlerhaft”)
jelzést kapja. A sorozatállomány elérési útvonala alatt létrejön egy “.error” hibás állomány, amelyben megada
a hibaokokat (lásd a 11.3.4 szakaszt).
11.3.3 A szerszámozás-optimalizálás funkciói
Az alábbi alpontok azokat a paramétereket magyarázzák, amelyek a ROPT-ot (szerszámozás-optimalizálást)
befolyásolják illetve amelyeket a ROPT-nál figyelembe vesznek.
11.3.3.1 A ROPTot a kezelő vezérli
A ROPT vezérléséhez a kezelő, a megfelelő szerkesztők segítségével az alábbi állományokat tudja
feldolgozni és ezzel a ROPT-ra hatást gyakorolni:
- Losdatei
(Sorozatállomány)
xx.lose Festrüstung --> Anfangsrüstung --> Leiterplatten -->
---> Anlage --> Teilanlage
(Fix szerszámozás--> Kezdeti szerszámozás --> NYÁK-
lapok ---> Berendezés --> Berendezésrész) (lásd a
14 fejezetet)
- Förderereditor
(Szállítómű -szerkesztő)
.ri Typ-Bindungen (Típus-kötöttségek) (lásd a 9 fejezetet)
(A szerszámozás-információ állomány tartalmazza az
alábbiak között lévő hozzárendeléseket:
BE -> Maschinen-Typ -> Förderer (BE -> Géptípus ->
szállítómű),
BE -> Förderer (BE -> Szállítómű),
GF -> Maschinen-Typ -> Förderer (GF -> Géptípus ->
szállítómű) és
GF -> Förderer enthalten (GF -> Szállítómű)).
- Restriktionsdatei
(Restrikció-állomány)
.rs Individuum-Bindungen (individuum-kötöttségek) (lásd a
10 fejezetet)
(a restrikció-állomány tartalmazza a BE kötöttségeket a
szállítási területekhez).
- Parameterdatei
(Paraméterállomány)
Standard.Def
OPP.Def
Standard-paraméterek meghatározása
A megbízás-specifikus optimalizálási paraméterek
meghatározása
- Bestückpositionseditor im
(Beültető pozíció-
szerkesztő az LP-
szerkesztőben)
LP-Editor Beültető sorrend meghatározása a beültető pozíciók
különböző beültető síkokhoz való hozzárendelésével (lásd
a 8 fejezetet)
Üzemeltetési Útmutató, UNIX gépsorvezérlő számítógép 11 Gyártóeszköz / Optimalizálás
501.xx jelű szoftver változat 99/1-es kiadás 11.3 A szerszámozás-optimalizálás alapjai (ROPT)
11 - 11
11.3.3.2 Festrüstung (Fix szerszámozás)
Az optimalizáláshoz a kezelő megadhat egy fix szerszámozást (ff.ar) a sorozatállományban. Ezt restrikció nélkül
elfogadják.
● A fix szerszámozás mindegyik alkatrészét a sáv betartásával beépítik az új szerszámozásba, az teljesen
mindegy, hogy erre az adott LP-típusoknak szüksége van-e vagy nincs.
● A fix szerszámozás részben szerszámozott szállítóműveit nem szerszámozzák fel.
(A részben-szerszámozás azt jelenti, hogy például egy kétfiókos szállítóműnél csak az egyik fiók foglalt).
● A fix szerszámozásban már benne lévő alkatrésztípust, a szerszámozás-optimalizálással annyiszor
szerszámozhatnak, ahogy ezt az optimális szerszámozás megköveteli. Viszont az is meghatározható,
hogy egy fixen szerszámozott alkatrésztípust még egyszer nem szabad összeállítani, függetlenül attól,
hogy ez optimálisabb eredménnyel járna.
Ezt a beállítást a standard-paraméterekben végzik (lásd a 11.4.3.1 szakaszt).
● Az üres fiókokat/szállítóműveket a fix szerszámozásból eltávolíthatják és engedélyezhetik a
szerszámozás-optimalizálással történő lefoglalást.
Ezt a beállítást a standard-paraméterekben végzik (lásd a 11.4.3.1 szakaszt).
● A szükségtelen alkatrészeket a fix szerszámozásból eltávolíthatják és engedélyezhetik a szerszámozás-
optimalizálással történő lefoglalást.
Ezt a beállítást a standard-paraméterekben végzik (lásd a 11.4.3.1 szakaszt).
11.3.3.3 Anfangsrüstung (Kezdeti szerszámozás)
A kezelő megadhat egy kezdeti szerszámozást (aa.ar) a sorozatállományban. Az optimalizálás megpróbál
annyi alkatrészt, a sáv betartásával átvenni a kezdeti szerszámozásból, amennyi csak lehetséges. A kezdeti
szerszámozás szükségtelen alkatrészeit csak akkor szerelik le, ha a helyükre más alkatrészeket kell felszerelni.
A beadott sorozatnagyságtól függ, hogy mennyi alkatrészt vesznek át a sáv betartásával.
Hatások:
- Nagy sorozatnagyság:
- A gyártási idő fontos,
- Átszerelési folyamatok csak akkor megengedettek, ha azok által a gyártási idő rövidebb lesz,
- a kezdeti szerszámozásból kevés alkatrészt vesznek át.
- Kis sorozatnagyság:
- Az átszerzámozási (átállítási) idő fontos,
- a lehető legkevesebb átszerszámozási folyamatot engedélyezzék,
- a kezdeti szerszámozásból a lehető legtöbb alkatrészt vegyék át.