SM411 Service Manual(CHI).pdf - 第360页
Samsung Component Placer SM41 1 Service Manual 6-28 9. 在组装马达的反方向 Screw 末端把 Stopper Cusion B, BRG Housing, Bearing 1E A 部件按顺序组装在 Ball Screw 后用 Snap Ring 固定,然后再用固定螺丝固定 S opper Cusion 和 BRG Housing 。 . 警 告 请使用 Torque Wrench…
X-Y Frame
6-27
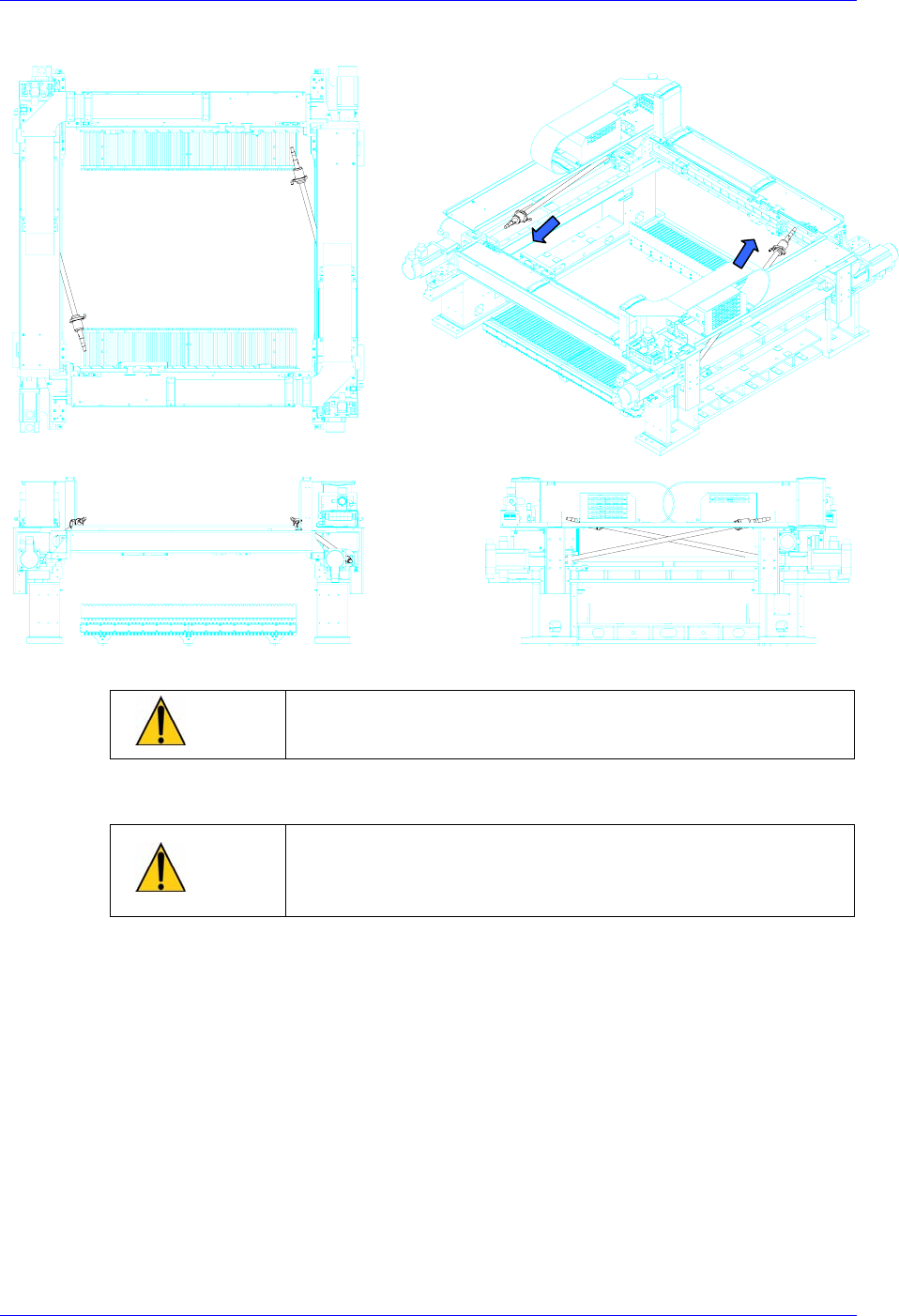
7. 下图为Ball Screw除去方向。拆卸中请注意Ball Screw的破损。
警 告
为了维持组装精密度请勿分离组装在Y-Frame的Y Motor Br
acket和BS Rear Support。
8. Ball Screw 替换后, 按照拆卸的倒序组装Ball Screw。
警 告
请使用Torque Wrench,遵循组装部位的规定Torque进行组
装。不按照规定值进行组装时,会严重影响设备的贴装程
度。
Samsung Component Placer SM411 Service Manual
6-28
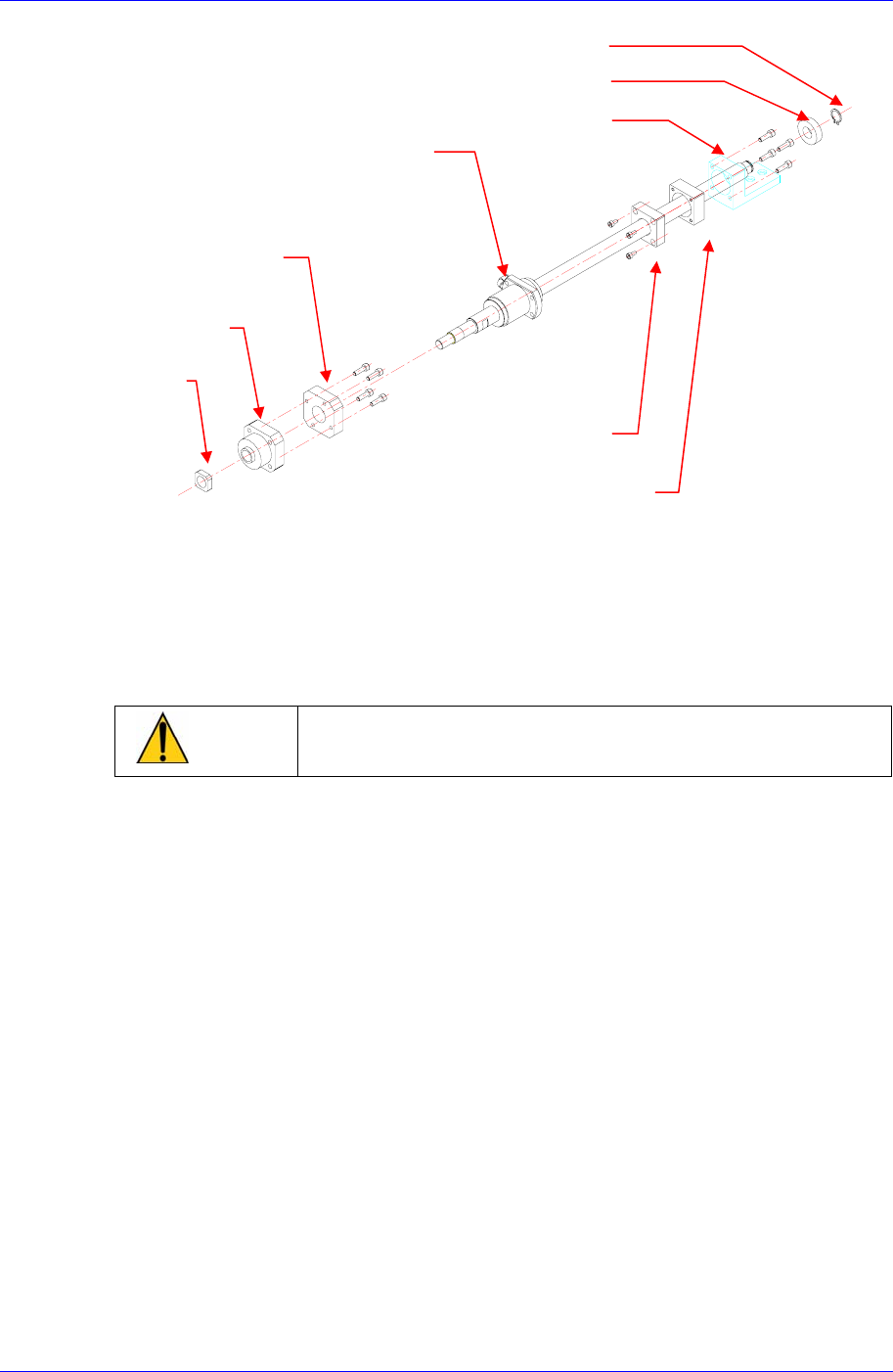
9. 在组装马达的反方向Screw末端把Stopper Cusion B, BRG Housing, Bearing 1E
A部件按顺序组装在 Ball Screw后用Snap Ring固定,然后再用固定螺丝固定S
opper Cusion和 BRG Housing。
.
警 告
请使用Torque Wrench,遵循组装部位的规定Torque进行组
装。不按照规定值进行组装时,无法保证设备的贴装程度。
10. 用固定螺丝栓紧Rear Support Unit和 BRG Housing,固定好Support Unit。
11. 利用Ball Screw Nut的固定螺丝,把Ball Screw Nut固定到X-Frame。
12. 马达组装方向的Screw末端先插入Ball Screw后Y Stopper Cusion通过组装Y Mo
tor Bracket的FK15,首先用Lock Nut组装Ball Screw后组装FK15和Y Stopper
Cusion。
13. 利用Set Screw,把Y电动机的轴固定到Coupling。此时使 Coupling紧贴到Ball
Screw方向。
14. 完成作业后打开设备正面的总开关,重新启动PC。
15. 同样地执行 “6.2.1.3 Motor & Ball Screw
替换次序
” 的 X轴电动机替换次序
No.8。
18. 必须实行下面的 Calibration。 详细事项请参照 “3.2 Calibration [F9] (3-6 页).
Axis Home Calibration (3.2.1 参考)
Skew Compensation (3.2.2 参考)
Fiducial Camera Scale & Rotation Calibration (3.2.3 参考)
Common X-Y (1
st
) (3.2.4 参考)
Conveyor Calibration (3.2.5 参考)
Lock Nut
Y Stopper Cusion A
Ball Screw Nut
Stopper Cusion B
BRG Housing
Rear Support
Bearing
Snap Ring
FK15

X-Y Frame
6-29
Gantry Thermal Mapping (3.2.7 参考)
Gantry Mapping (3.2.8 参考)
ANC Fiducial Mark Teaching (3.2.9 参考)
19. 完成校正后,为了确认是否正常贴装部件,请执行测试。