操作手冊.pdf - 第57页
RG13 1 操作手册 3.3 机器调 整 – IO 控制 DA7OCC- 13-230-A0 3.3- 2 选择 2. 5 mm 间距的插 入引导销。 在按下该按钮的 状态下,解除 凸轮轴的伺服 ,用手柄转 动凸轮轴的话, 可以对 2.5 m m 间距 插入时使用的 引导销进行确 认。 选择 5. 0 mm 间距的 2 脚元件的 插入引 导销。 在按下该按钮的 状态下,解除 凸轮轴的伺服 ,用手柄转 动凸轮轴的话, 可以对 5.0 m…
RG131
操作手册
3.3 机器调整 – IO 控制
DA7OCC-13-230-A0
3.3-1
3.3. 机器调整 – IO 控制
DA7OCC-13-230-A0
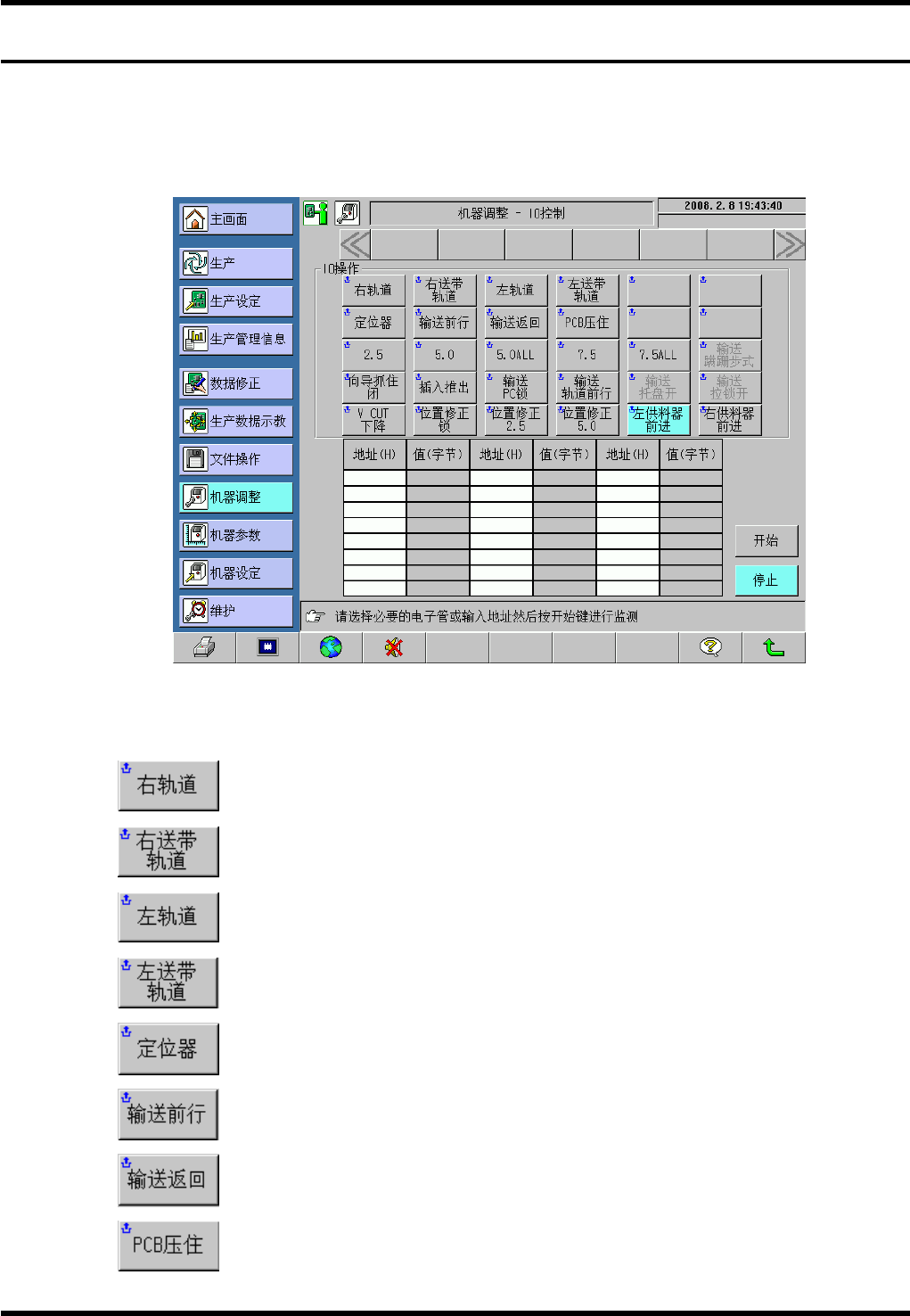
3.3.1 机器调整画面
用于各种止动器、阀门和气缸的动作和基板搬送部的操作。
各按钮功能的说明
右轨道的气缸动作。
右轨道的皮带动作。
左轨道的气缸动作。
左轨道的皮带动作。
接通 / 关闭定位器的动作。
将基板搬送部移向左侧。
将基板搬送部移向右侧。
驱动基板推入气缸。
RG131
操作手册
3.3 机器调整 – IO 控制
DA7OCC-13-230-A0
3.3-2
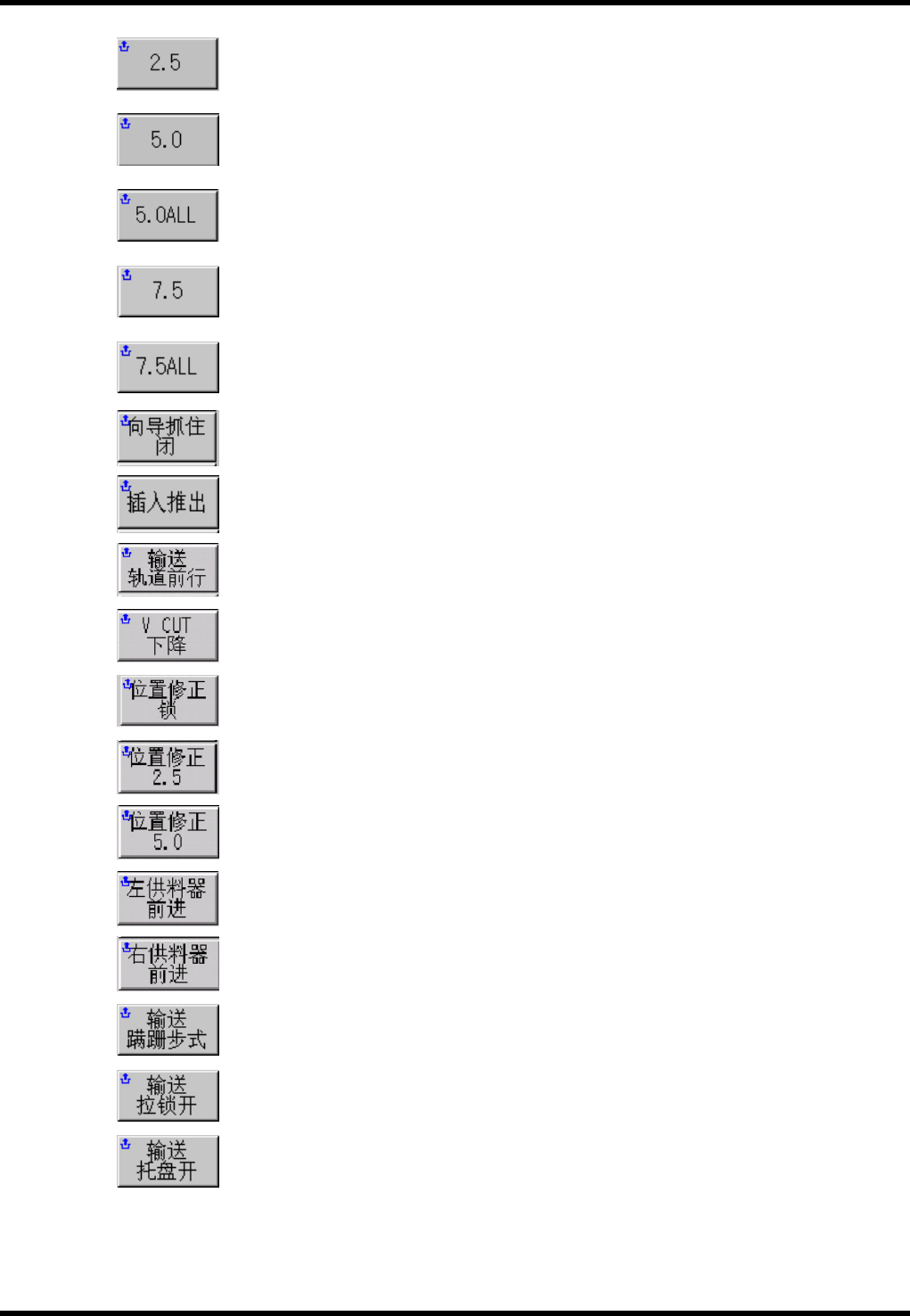
选择 2.5 mm 间距的插入引导销。
在按下该按钮的状态下,解除凸轮轴的伺服,用手柄转动凸轮轴的话,可以对
2.5 mm 间距插入时使用的引导销进行确认。
选择 5.0 mm 间距的 2 脚元件的插入引导销。
在按下该按钮的状态下,解除凸轮轴的伺服,用手柄转动凸轮轴的话,可以对
5.0 mm 间距的 2 脚元件插入时使用的引导销进行确认。
选择 5.0 mm 间距的 3 脚元件的插入引导销。
在按下该按钮的状态下,解除凸轮轴的伺服,用手柄转动凸轮轴的话,可以对
5.0 mm 间距的 3 脚元件插入时使用的引导销进行确认。
选择 7.5 mm 间距的 2 脚元件的插入引导销。
在按下该按钮的状态下,解除凸轮轴的伺服,用手柄转动凸轮轴的话,可以对
7.5 mm 间距的 2 脚元件插入时使用的引导销进行确认。
选择 7.5 mm 间距的 4 脚元件的插入引导销。
在按下该按钮的状态下,解除凸轮轴的伺服,用手柄转动凸轮轴的话,可以对
7.5 mm 间距的 4 脚元件插入时使用的引导销进行确认。
插入装置的向导夹动作。
插入装置的插入夹动作。
移交夹作前后动作。
V 切割位置修正汽缸动作。
使得元件加工部的位置修正不动作,进行锁定。
元件加工部的 2.5 mm 元件的位置修正汽缸动作。
元件加工部的 5.0 mm 元件的位置修正汽缸动作。
元件供给部左侧前进。
元件供给部右侧前进。
(RG131 中未使用,按钮呈现为暗灰色)
(RG131 中未使用,按钮呈现为暗灰色)
(RG131 中未使用,按钮呈现为暗灰色)

RG131
操作手册
3.4 主菜单
DA7OCC-13-240-A0
3.4-1
3.4. 主菜单
DA7OCC-13-240-A0
主菜单是进行各项操作的最初画面。
主菜单划分为操作员模式和工程师模式这两种模式,不同的模式、菜单的构成也不同。
3.4.1 操作模式
操作员模式
1.
1. 显示操作员模式的图标。
2. 图标按钮
按动工程师模式的图标后,会显示密码变更
画面。
(== 详细的操作请参照 ‘3.4.2 工程师模
式的进入方法’。)
工程师模式
3. 显示工程师模式的图标。
4. 如按动箭头图标,操作模式就变更为操作员模
式。
3
4
1
2
2