CP6的IO代码.pdf - 第234页
Part 5 Chapter 5 Servo Adjustments Edition 1.0 5-5-11 CP-6 Series Mechanical Reference Manual Zero Adjustment → [ ▲ ] → [0][0][-][0][3] displays → press [DSPL SET] one time → [A][-][*][*][*] displays → Press the digital …
Part 5 Chapter 5 Servo Adjustments
Edition 1.0 5-5-10 CP-6 Series Mechanical Reference
5.2.2 CP-643E Servo Adjustments
When performing servo adjustments on the CP642, the machine should be booted up in
“Mechacheck mode”, the boot-up procedure for which is detailed in the section below.
Note: The procedure explained below is valid from ROM versions 305 or later.
Before Starting Adjustments
1) Boot-up the machine in “Mechacheck mode”.
[3] (axis change button) + RESET + POWER ON
Following this, both shutters should be raised to avoid collision with the device
tables.
2) Ensure the cam axis is at 0° and that all stopper solenoids are set to OFF.
3) Specify the axis to be adjusted:
[SERVO] → [+ PAGE], [- PAGE]
4) Prepare axis movement:
[SERVO MOVE]
5) Perform zero-setting.
Zero Adjustment
<D-Axis>
[V_TEST] → [ZERO] → START
The current servo count appears on the screen. The value will fluctuate.
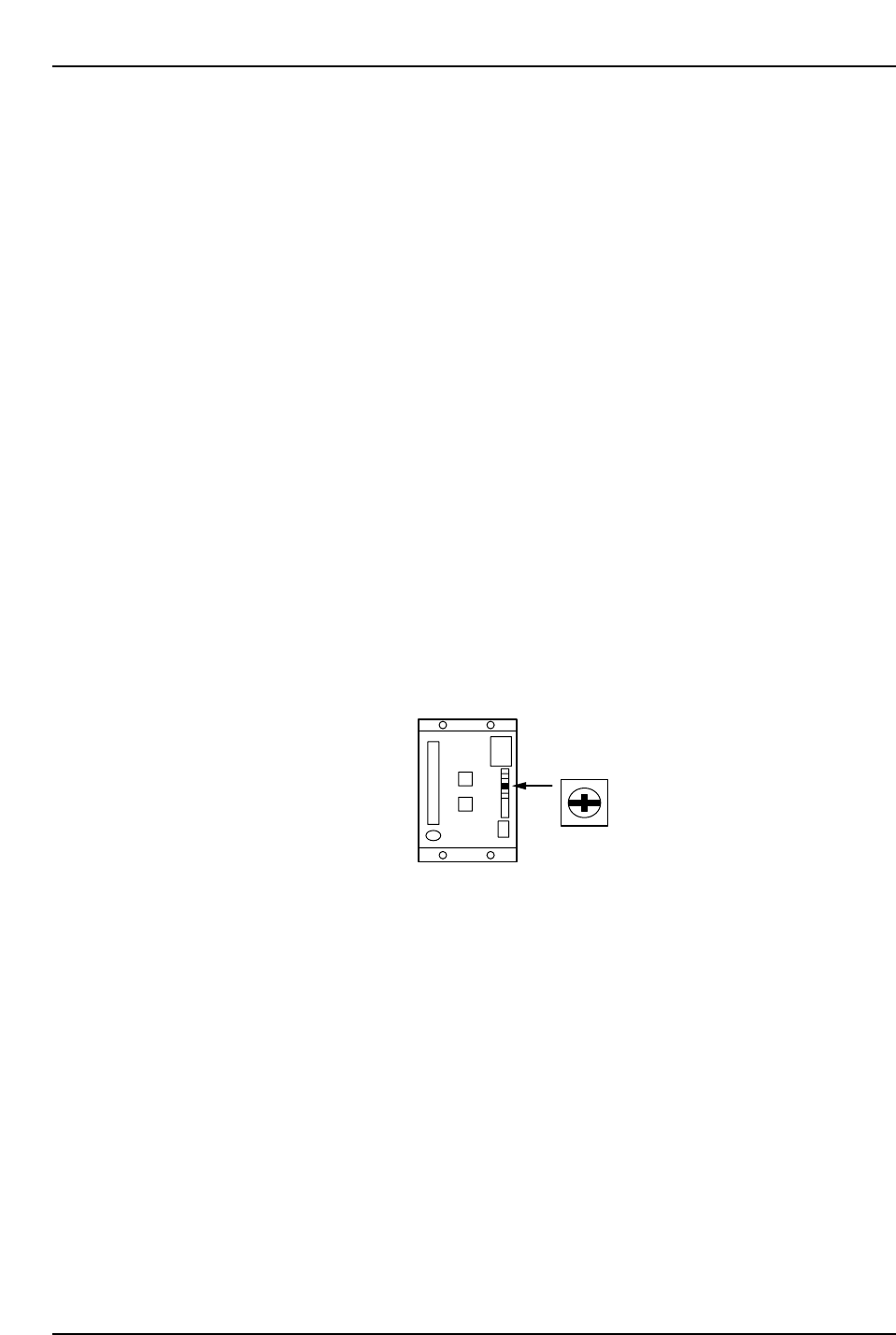
Turn the ZERO volume on the amp slowly to eliminate any fluctuation.
When the counter becomes stable, press CYCLE STOP.
Refer to the figure below for the location of the ZERO volume.
<C and X-Axis>
Connect the digital operator to the servo amplifier, and perform the automatic zero
adjustment and then manual zero adjustment.
[V_TEST] → [ZERO] → START
A changing servo counter value displays on-screen.
Automatic Zero Adjustment
[DSPL SET] → [C][n][-][0][0] displays → [DATA ENTER] → [0][0][-][0][0] displays →
[▲] → [0][0][-][0][1] displays → [DSPL SET]
ZERO
CP6M5082
Part 5 Chapter 5 Servo Adjustments
Edition 1.0 5-5-11 CP-6 Series Mechanical Reference
Manual Zero Adjustment
→ [▲] → [0][0][-][0][3] displays → press [DSPL SET] one time
→ [A][-][*][*][*] displays
→ Press the digital operator’s [▲][▼] keys to adjust until the count value stops changing.
→ After the count value stops changing, press [DSPL SET] twice (data is stored).
→ Press CYCLE STOP to stop the operation. → [DATA ENTER] → [C][n][-][0][0]
displays → [DSPL SET]
<FQ-, FRQ-, NC-, Y- and Z-Axis>
Perform the adjustments from the panel operator on the amp itself.
Manual zero adjustment
[V_TEST] → [ZERO] → START
A changing servo counter value displays on-screen.
[MODE/SET] → [F][n[0][0][0] displays → [▲] → [F][n][0][0][A] displays
→ Press [DATA/SHIFT] for 1 sec or longer → [¯.][.][5][P][d] displays → [DATA/SHIFT]
→ [ ][*][*][*] displays
→ Press the [▲] [▼] keys to adjust until the count value stops changing.
→ After count value stops changing, press [DATA/SHIFT] → [¯.][.][5][P][d] displays
→ Press [DATA/SHIFT] for 1 sec. or longer (data is stored) → display [F][n][0][0][A]
displays
→ Press CYCLE STOP to stop the operation.
→ Manual zero adjustment completed
[▲]: Count value plus-side offset
[▼]: Count value minus-side offset
[▲]: Count value plus-side offset
[▼]: Count value minus-side offset
Part 5 Chapter 5 Servo Adjustments
Edition 1.0 5-5-12 CP-6 Series Mechanical Reference
Gain Adjustment
The adjustment procedure for the D-axis on the CP-642 and CP-643E machines is
identical.
<C- and X-Axis>
Connect the digital operator to the servo amplifier.
[DISP SET] → display [C][n][-][0][0] → [▲] → display [C][n][-][0][4]→ [DATA ENTER]
→ display [*][*][*][*] (Loop gain value) → [DATA ENTER] → [C][n][-][0][4]
<Y-, Z-, FQ-, FRQ- and NC-Axis>
Perform these adjustments from the panel operator
Press [MODE/SET] twice → display [P][n][0][0][0] → [▲] → panel display [P][n][1][0][0]
→ press [DATA/SHIFT] for 1 sec or longer → display [*][*][*][*] (Loop gain value)
→ press [DATA/SHIFT] for 1 sec or longer → display [P][n][1][0][0]
Loop Gain Values for Each Axis
Loop Gain Value
X → 80
Y → 60
Z → 60
Fθ → 100
FRθ → 100
NC → 250
C → 150
CP6M5083