00193928-01.pdf - 第328页
7 Rozší ř ení s tanice Návod k obsluze SIPLACE HF-série 7.10 Senzor sou č ástek Verze software S R.505.xx Vy dání 05/2004 CZ 328 POKYN 7 P ř i os azov ání so u č á stek 0 201 pom ocí pipet y 906 je sen zor so u č ástek n…
Návod k obsluze SIPLACE HF-série 7 Rozšíření stanice
Verze software SR.505.xx Vydání 05/2004 CZ 7.10 Senzor součástek
327
7.10.1 Popis funkce senzoru součástek
Senzor součástek (č. výr. 00118021-01)
Senzor součástek je upevněn na spodní straně tělesa 12-ti segmentové hlavy Collect&Place (viz
obr. 7.10 - 1
). Skenuje obrys součástky a kontroluje, zda se element na pipetě nachází. Zároveň
se určuje výška součástky. Z těchto dat je možné zjistit, zda je součástka zachycena na pipetě v
normální poloze nebo na výšku. Je možná kontrola výšky pro součástky o výšce 0,1 mm až 4 mm.
U větších součástek se kontroluje pouze přítomnost součástky na pipetě.
Senzor součástek se konfiguruje na počítači SIPLACE Pro v editoru tvaru tělesa.
Pomocí senzoru součástek lze skenovat všechny pipety včetně speciálních.
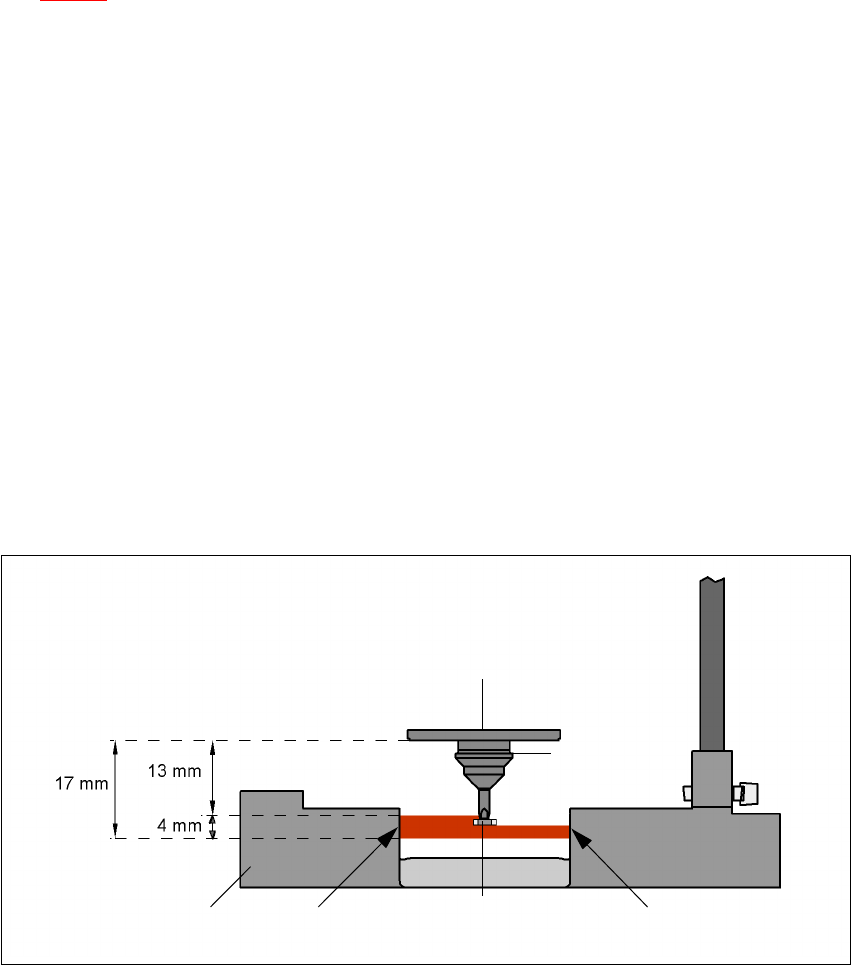
7.10.2 Podmínky měření
Pro získání platného měření musí být splněny následující dvě podmínky:
– Prázdná špička pipety se musí při kalibračním procesu potkat se světelným paprskem.
–Špička pipety se součástkou se musí nacházet uvnitř světelného paprsku.
– Minimální délka pipety 13 mm.
– Délka pipety + výška součástky + tolerance < 17 mm
S ohledem na tyto podmínky měření lze určit přítomnost nebo nepřítomnost součástky nebo
výšku součástky. Minimální výšková diference je 100 µm.
7
Obr. 7.10 - 2 Senzor sou
č
ástek, princip funkce
7
7
Inkrementální kotouč
Součástky
Pipeta
IČ-LED FototransistorPříčný řez senzorem
součástek
7 Rozšíření stanice Návod k obsluze SIPLACE HF-série
7.10 Senzor součástek Verze software SR.505.xx Vydání 05/2004 CZ
328
POKYN 7
Při osazování součástek 0201 pomocí pipety 906 je senzor součástek nutný, protože nelze
provést měření vakua. 7
I při osazování jiných malých součástek jako 0402 nebo 0603 může použití senzoru součástek
zlepšit hodnotu dpm. Při výběru senzoru součástek v seznamu forem myslete na to, že součástka
může být osazována také jen na strojích, které jsou senzorem součástek vybaveny.
Chcete-li kontrolovat součástky senzorem součástek, musí být konfigurován v lince. Potom se
nabízí následující alternativy:
Nová výstroj Optimalizace výstroje automaticky přiřadí součástkám senzor
součástek, pokud je nainstalován.
Stará výstroj Pro součástky, které mají být senzorem součástek kontrolovány, se
zadá nové číslo tvaru pouzdra.
Centrální datové řízení Nejsou-li v lince všechny automaty vybaveny senzorem součástek,
je každé součástce, která má být senzorem součástek kontrolována,
přiděleno nové číslo tvaru pouzdra.
POKYN 7
– Senzor součástek smí montovat a připojovat pouze servisní technici SIEMENS AG.
– Po montáži senzoru součástek rekalibrujte 12-ti segmentovou hlavu C&P pomocí programu
SITEST.
Návod k obsluze SIPLACE HF-série 7 Rozšíření stanice
Verze software SR.505.xx Vydání 05/2004 CZ 7.11 Koplanární laserový modul
329
7.11 Koplanární laserový modul
7.11.1 Popis funkce
Koplanárním laserovým modulem lze měřit vertikální ohnutí nožiček součástek. Změření výšky
nožiček se provádí bezdotykově podle principu laserové triangulace.
7
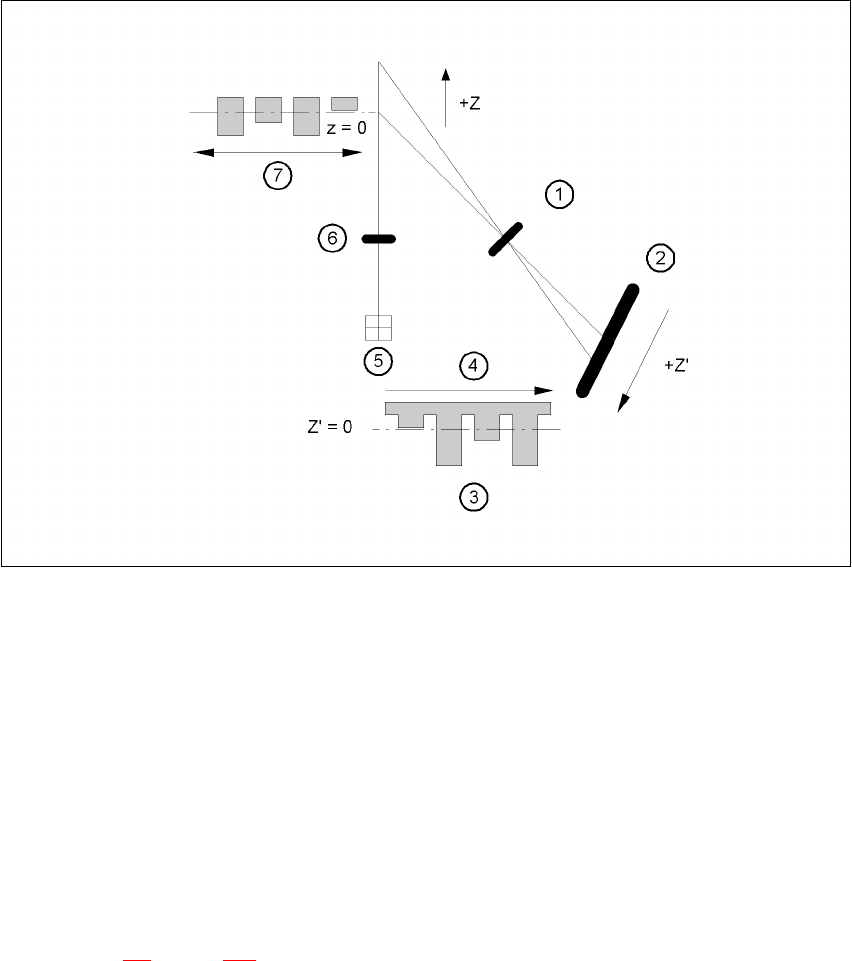
Obr. 7.11 - 1 Princip m
ěř
ení p
ř
i laserové triangulaci
(1) Přijímací optika
(2) Detektor (snímač)
(3) Měřící signál
(4) Čas t
(5) Laser
(6) Vysílací optika
(7) Směr pohybu součástky
Hlava TwinHead odebere kontrolovanou součástku, vystředí ji opticky pomocí kamery součástek
(viz odstavec 7.2
, strana 301) a projíždí potom postupně všemi čtyřmi stranami součástky přes
pevný laserový paprsek koplanárního modulu. Přitom je každá nožička součástky zespoda
ozářena laserovým paprskem. Laserové světlo rozptýlené a odražené od spodní strany nožičky