CM602 操作维修手册.pdf - 第261页
CM602-L 维修手册 2.1 关于机器参数 Page 2 -15 (2/2) No. 参数名 设定为 [ 有 ] 时 ( 默认值 ) 设定为 [ 无 ] 时 11 ‘ 托盘吸着部错误检 出 ’ ( 仅限于有梭式托盘的机 器 ) 检测梭式托盘吸头的吸 着错误。 不进行如左所述的检查 。 12 ‘ 托盘搬送部过滤器 堵塞检 出 ’ ( 仅限于有梭式托盘 的 机器 ) 检测梭式托盘搬送部的 过滤器堵塞。 不进行梭式托盘搬送部 的过滤器堵塞…
CM602-L
维修手册
2.1
关于机器参数
Page 2-14
2. [
功能中止设定
]
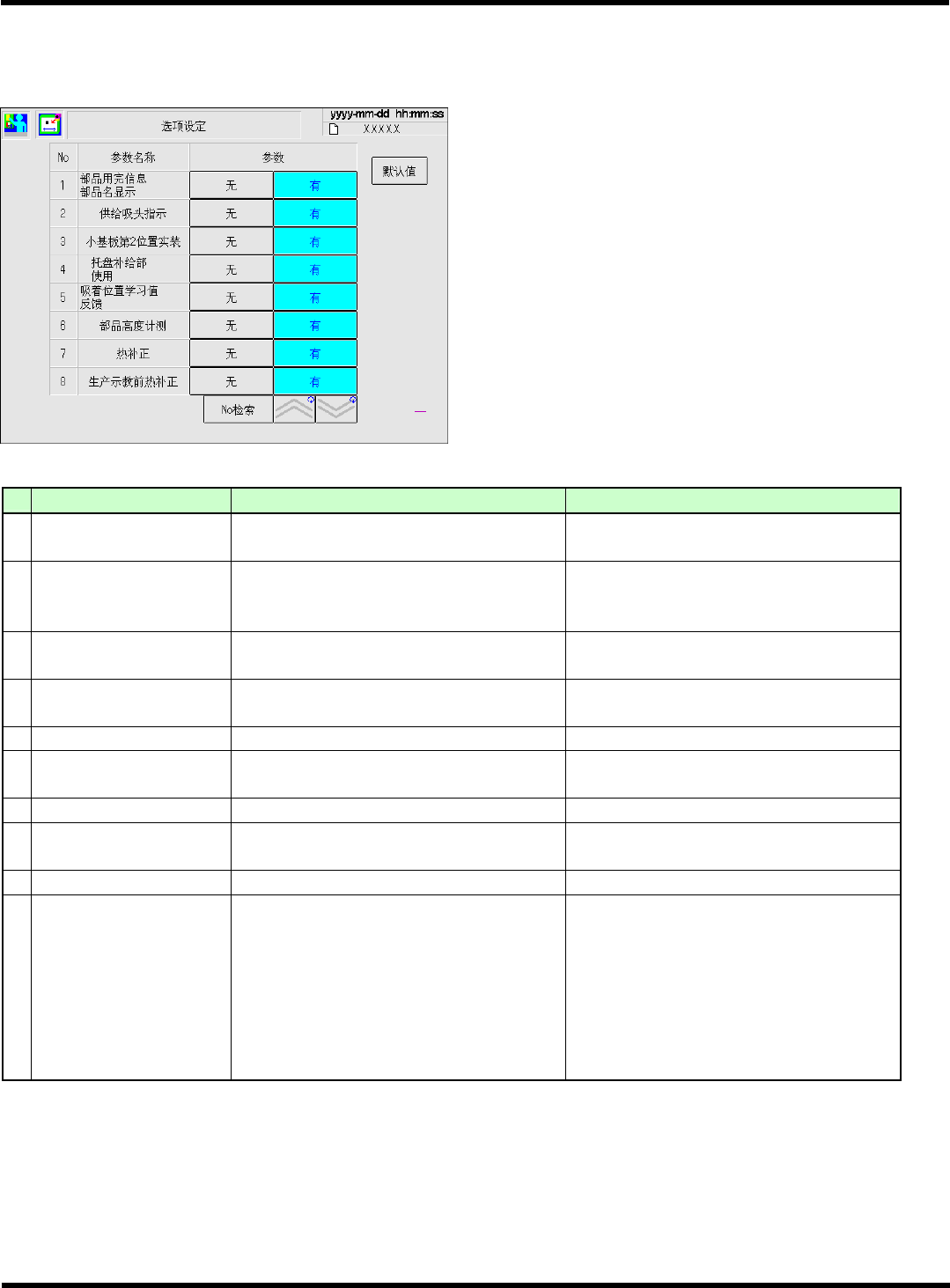
参数名一览
∗
在此说明中根据规格的不同而显示出来的参数名称包括在内,列出所有参数名称。
(
参考画面
)
(1/2)
No.
参数名
设定为
[
有
]
时
(
默认值
)
设定为
[
无
]
时
1
‘
部品用完信息
部品名显示
’
在自动运行过程中的部品用完信息上显示
供料器地址和部品名。
自动运行过程中的部品用完信息上仅显示
供料器地址。
2
‘
供给吸头指示
’
发生部品用完后,如果未继续供给,则将无
法再次运行的工作台在画面的
TBL
显示背
景上以黄色加以告知。
不显示如左的状态。
3
‘
小基板第
2
位置实装
’
(
仅限于
CM402-L)
生产小基板时,在第
2
实装位置上也进行实
装。
无论多大尺寸的基板,只在第
1
实装位置上
实装。
4
‘
托盘补给部使用
’
(
仅限于有托盘的机器
)
使用托盘补给部进行芯片的补给。
不使用托盘补给部。要补给时,拿出托盘箱
进行补给。
5
‘
吸着位置学习值反馈
’
根据芯片识别结果补正吸着位置。
不进行吸着位置学习。
6
‘
部品高度计测
’
计测自动运转时的自动吸着高度。使用计测
压边余量。
不进行如左所述的计测。
吸着时,使用吸着压边余量。
7
‘
热补正
’
进行热补正。
不进行热补正。
8
‘
生产示教前热补正
’
当进行生产数据示教时,进行热补正标记识
别。
不进行如左所述的计测。
9
‘
用传感器检测错误
’
进行通过真空传感器的检测错误。
不进行通过真空传感器的错误检测。
10
‘
吹气异常检出
’
通过真空传感器检查在贴装部品时的贴装
吹气
(
真空破坏
)
状态,而早期检测出贴装
吹气的异常,防止实装错误
(
部品拿回、缺
欠等
)
。
如果将
‘
用传感器检测错误
’
和
‘
吹气异常检
出
’
设为有,则贴装吹气检查功能会起作用。
当将
‘
用传感器检测错误
’
设为无时,不能变
更设定。
不进行如左所述的动作。
下一页
EJM8A-C-MMC02-A01-02
EJM8A-Mp-0054
CM602-L
维修手册
2.1
关于机器参数
Page 2-15
(2/2)
No.
参数名
设定为
[
有
]
时
(
默认值
)
设定为
[
无
]
时
11
‘
托盘吸着部错误检出
’
(
仅限于有梭式托盘的机
器
)
检测梭式托盘吸头的吸着错误。
不进行如左所述的检查。
12
‘
托盘搬送部过滤器堵塞检
出
’ (
仅限于有梭式托盘的
机器
)
检测梭式托盘搬送部的过滤器堵塞。
不进行梭式托盘搬送部的过滤器堵塞检测。
13
‘
前轨道搬送
’
(
限双轨机器
)
进行在前轨道的基板搬送。
不进行在前轨道的基板搬送。
传送带损坏等时,需要设定为
[
无
]
。
14
‘
后轨道搬送
’
(
限双轨机器
)
进行在后轨道的基板搬送。
不进行在后轨道的基板搬送。
传送带损坏等时,需要设定为
[
无
]
。
15
‘
高精度实装
’
实施热补正时,通过对吸嘴旋转中心进行自
动再次示教,而实现高精度的实装。
不进行如左所述的动作。
16
‘
基板识别错误时
无识别操作
’
当发生基板识别错误时,全部操作都可以进
行。
当发生基板识别错误时,不能选择
‘
无识别
’
。
17
‘
元件用完解除按钮
’
显示自动运转中在元件用完发生画面上显
示的元件用完解除按钮。
不显示如左所述的按钮。
18
‘
接头检测解除按钮
’
显示自动运转中在警告画面上显示的接头
检测解除按钮。
不显示如左所述的按钮。
19
‘
零件厚度量
’ •
吸头搭载类型时
通过部品厚度传感器来进行部品厚度计
测、吸嘴高度计测、错误检测。
•
主体固定类型时
通过部品厚度传感器来进行部品厚度计
测。
•
吸头搭载类型时
不进行通过部品厚度传感器来进行的部
品厚度计测、吸嘴高度计测、错误检测。
•
主体固定类型时
不进行通过部品厚度传感器来进行的部
品厚度计测。
20
‘
基板识别高速化
’
在进行基板识别时,获取图像后,同时进行
识别处理和向下一个识别标记的移动,即可
以缩短基板识别时间。
发生识别错误时,吸头将移到发生错误的识
别标记位置上。然后根据
REF
的不同,分
别进行以下动作。
REF125(
自动
):
进行再识别。如果再次发生
识别错误,则移到基板识别错误画面。
REF126(
手动
):
移到基板识别错误的画面。
不进行如左所述的处理。
21
‘
基板弯曲计测结果反映
’
(
限于基本弯曲补正功能
时
)
自动运转过程中,将基板弯曲计测结果反映
至实装高度以进行贴装。
自动运转过程中,即使进行基板弯曲计测,
但不会将计测结果反映至实装高度。
22
‘生产中显示指定不良吸
头’
将自动设定的不良吸头和在机器设定的不
良吸头画面所设定的不良标记,都显示在生
产中画面上。
仅将自动设定的不良吸头显示在生产中画
面上。
EJM8A-C-MMC02-A01-03
CM602-L
维修手册
2.1
关于机器参数
Page 2-16
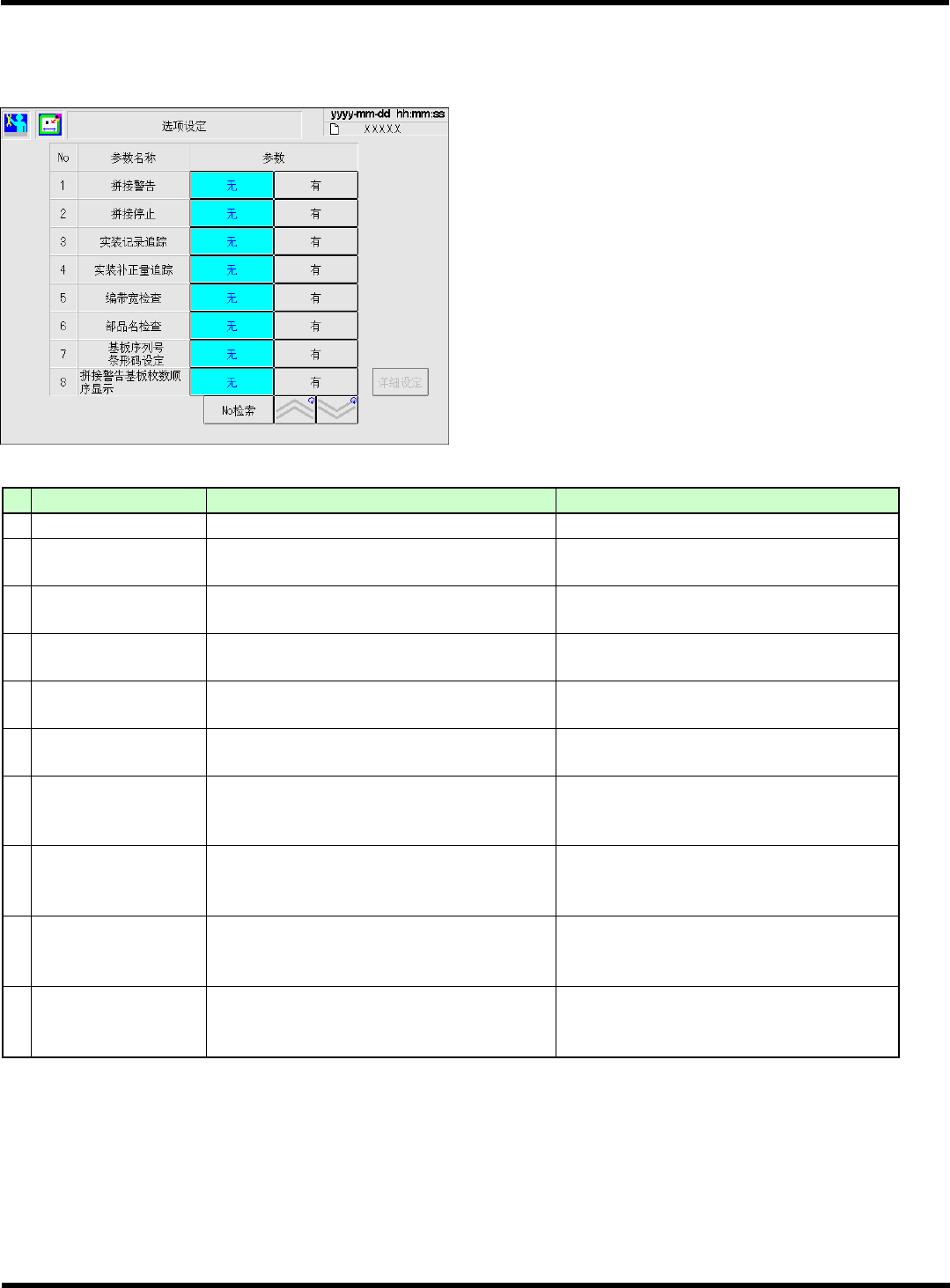
3. [
跟踪能力设定
]
参数名一览
∗
在此说明中根据规格的不同而显示出来的参数名称包括在内,列出所有参数名称。
(
参考画面
)
(1/4)
No.
参数名
设定为
[
有
]
时
设定为
[
无
]
时
(
默认值
)
1
‘
拼接警告
’
预测部品用尽,通知拼接时间。
不通知拼接时间。
2
‘
拼接停止
’
卷带长度在
2 m
以下时,会发生暂时停止。
只在有拼接警告时有效。
不进行左记的操作。
3
‘
前工序条形码通信
’
(
只限有前站的机器
)
与前工序的机器或站进行条形码通信。
不进行左记所述的通信。
4
‘
前工序不良标记通信
’
(
只限有前站的机器
)
与前工序的机器或站进行不良标记的通信。
不进行左记所述的通信。
5
‘
后工序条形码通信
’
(
只限有后站的机器
)
与后工序的机器或站进行条形码通信。
不进行左记所述的通信。
6
‘
后工序不良标记通信
’
(
只限有后站的机器
)
与后工序的机器或站进行不良标记的通信。
不进行左记所述的通信。
7
‘
传送带站宽度调整
’
(
前或后站只限是传送
带或旁通路径的
)
在机器上进行前后站的宽度调整。
不做宽度调整。
8
‘
部品条形码检查
’ (
只
限有
NAVI
扫描的机
器
)
用
NAVI
扫描对部品条形码进行检查。
不进行左记检查。
9
‘
供料器部品信息写入
’
(
只限有
NAVI
扫描的
机器
)
从
NAVI
扫描将部品信息写入到供料器上。
只在部品条形码检查设为有时有效。
不进行左记的写入操作。
10
‘
供料器芯片余数写入
’
(
只限有
NAVI
扫描的
机器
)
从
NAVI
扫描将芯片剩余数写入供料器。
只在部品条形码检查设为有时有效。
不进行左记的写入操作。
下一页
EJM8A-C-MMC02-A01-03
EJM6A-Mp-0022