CM602 操作维修手册.pdf - 第265页
CM602-L 维修手册 2.1 关于机器参数 Page 2 -19 (4/4) No. 参数名 设定为 [ 有 ] 时 设定为 [ 无 ] 时 ( 默认值 ) 35 ‘ 带有扩展代码的事 件 输出 ’ 在下列事件上添加供料 器序列号码后发行。 1. 工件用 完事件 2. 供料器 交换事件 3. 编带接 头检测事件 4. 拼接事 件 5. 元件核对确认按钮事 件 不进行如左处理。 4. [ 参数 ] 参数名一览 ∗ 在此说明中根据规格的…
CM602-L
维修手册
2.1
关于机器参数
Page 2-18
(3/4)
No.
参数名
设定为
[
有
]
时
设定为
[
无
]
时
(
默认值
)
23
‘停止后元件核对’ 仅在带有
NAVI
扫描器,或者有用户错误设置
系统的机器时有效。
暂时停止中拔插过的供料器,在通过
NAVI
来
检查部品条形码之前,不可再次启动。
不能进行左记的动作。
24
‘部品信息无条件写入’ 无论在拼接部的领域内,无条件地写入部品信
息。
不能进行左记的动作。
25
‘供料器外部对照’ 仅在有用户错误设置系统的机器时有效。
根据从
PT
传送来的用户系统之错误设置信
息,当发生拼接、部品用完时将会进行错误设
置检查。
不能进行左记的动作。
26
‘托盘外部对照’ 仅在有用户错误设置系统的机器时有效。
根据从
PT
传送来的用户系统之错误设置信
息,当供给托盘时进行错误设置检查。
不能进行左记的动作。
27
‘错误停止后的元件核
对’
仅在带有
NAVI
扫描器,或者有用户错误设置
系统的机器时有效。
与供料器相关的错误暂时停止中拔插的错误
对象的部品,在通过用户系统来核对部品之
前,不可再次启动。
不能进行左记的动作。
28
‘简易核对数据’ 仅在有用户错误设置系统的机器时有效。
从用户系统转送来的核对数据,在拼接、部品
用完、发生错误之各状况,其数据均为
(1)
,
因此不会转送每数据种类各不同的数据。
不能进行左记的动作。
29
‘运转开始联锁’ 仅在有用户错误设置系统的机器时有效。
根据从
PT
传送来的用户系统之可开始运转信
息,控制是否可以开始自动运转。
不能进行左记的动作。
30
‘运转再次开始联锁’ 仅在有用户错误设置系统的机器时有效。
根据从
PT
传送来的用户系统之可开始运转的
信息,控制是否可以从暂时停止状态重新开始
自动运转。
不能进行左记的动作。
31
‘检查机反馈’ 仅在有外部系统的机器时有效。
通过检查机的反馈信息,补正、警告功能将会
变成有效。
不能进行左记的动作。
32
‘基板序列号|条形码设
定’
将机器上所计数的基板序列号复制到基板条
形码信息中。
不能进行左记的动作。
33
‘前工序数据通信|错误
基板的实装’
仅在有前工序时有效。
对与前工序机器进行的数据通信为
NG
的基
板,不使用通信数据而进行实装。
不能进行左记的动作。
34
‘
控制供料器点灯时使
用
ID
数据
’
在使用元件核对功能时显示出“与元件核对系
统通信失败。”的信息,无法写入数据的情况
下,若使用通信数据的“ID数据”,则可改善此
情况。
在使用
DT401/CM401
+
PanaPRO/CVT
时,
PanaPRO/CVT
的版本必须在
5.8
以上。
不进行左记的改善处理。
下一页
EJM8A-C-MMC02-A01-03
CM602-L
维修手册
2.1
关于机器参数
Page 2-19
(4/4)
No.
参数名
设定为
[
有
]
时
设定为
[
无
]
时
(
默认值
)
35
‘
带有扩展代码的事件
输出
’
在下列事件上添加供料器序列号码后发行。
1. 工件用完事件
2. 供料器交换事件
3. 编带接头检测事件
4. 拼接事件
5.
元件核对确认按钮事件
不进行如左处理。
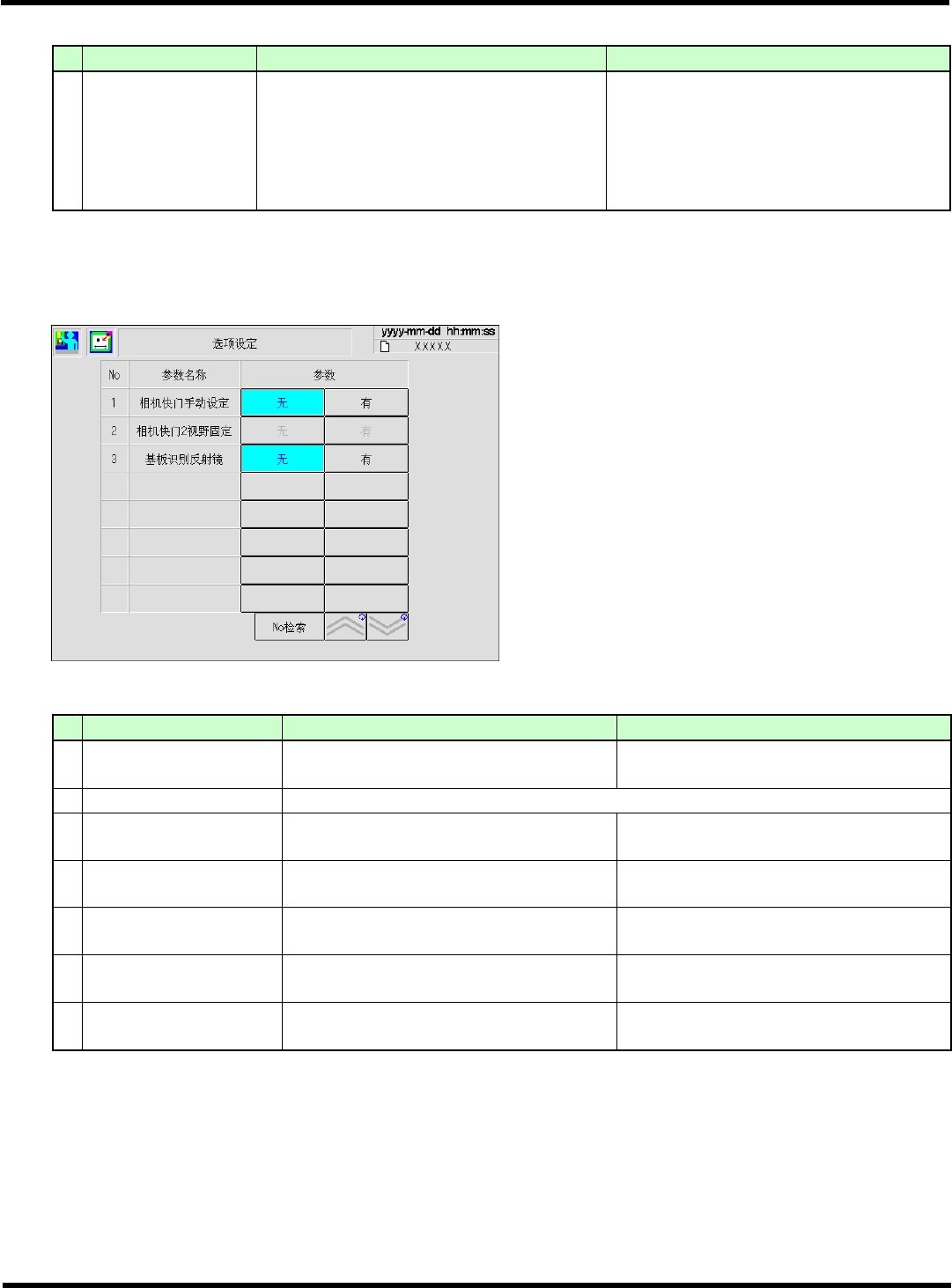
4. [
参数
]
参数名一览
∗
在此说明中根据规格的不同而显示出来的参数名称包括在内,列出所有参数名称。
(
参考画面
)
No.
参数名
设定为
[
有
]
时
设定为
[
无
]
时
(
默认值
)
1
‘
部品排出传送带
(
前侧·
后侧
)’
使用部品排出传送带时,设定为
[
有
]
。
不使用部品排出传送带。
2
‘
部品搬出传送带种类
’
设定部品排出传送带类型
(42 mm
宽或者
100 mm
宽
)
。
3
‘
相机快门手动设定
’
识别相机如果发生无法切换视野的故障,使
用
‘
相机快门
2
视野固定
’
时设定为
[
有
]
。
不进行如左所述的动作。
4
‘
相机快门
2
视野固定
’
识别相机即使发生无法切换视野的故障,也
在视野固定状态下动作时设定为
[
有
]
。
不进行如左所述的动作。
5
‘
基板识别反射镜
’
基板识别相机装备反射镜时设定为
[
有
]
。主
要使用在易弯基板。
没有装备反射镜时,设定为
[
无
]
。
6
‘
焊剂点写装置
(
前侧·后
侧
)’
使用磁力线转录装置时设定为
[
有
]
。
不使用磁力线转录装置。
7
‘
焊剂自动供给装置
(
前侧
·后侧
)’
磁力线转录装置装备自动供给装置时设定
为
[
有
]
。
不使用自动供给装置。
EJM8A-C-MMC02-A01-03
EJM8A-Mp-0107
CM602-L
维修手册
2.1
关于机器参数
Page 2-20
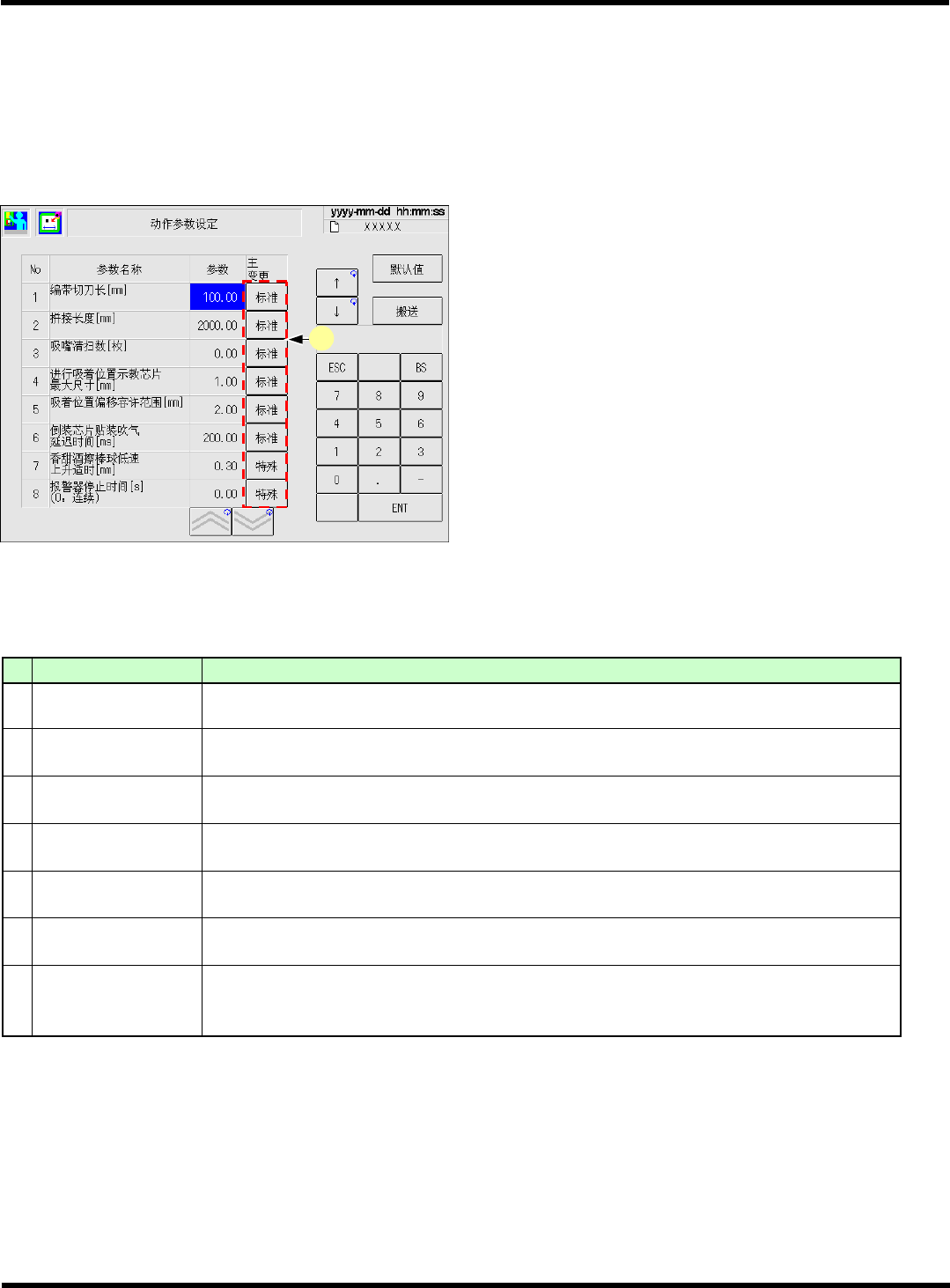
2.1.4
动作参数设定
该参数基本上不需要变更。
即使为了确认动作而改变值,使电源置于
OFF (O)
后,重新启动本机后仍会恢复按下
[
默认值
]
时
的值。
若要保持已变更的数值,请按主变更按钮,将
[
标准
]
改成
[
特殊
]
。
使电源置于
OFF (O)
后,将保持变更的值。
∗
请将光标移动到要变更的位置,输入数据。
•
按
[
默认值
]
,
‘
主变更
’
处于
[
标准
]
的参数会恢复到
默认值。
a. ‘
主变更
’
每次按下按钮,可以在
[
标准
]
和
[
特殊
]
之间转换。
[
标准
]
一旦设定为标准,即使变更数据,但在重新启动
本机后又恢复到标准值。
按
[
默认值
]
按钮也会恢复到标准值。
[
特殊
]
数据变更后,一旦将设定改为特殊,即使重新启
动本机也仍保持变更的值。
即使按
[
默认值
]
,数据也不会回到标准值。
(1/3)
No.
参数名
内容
1
‘
托盘吸着调节量
[mm]’
托盘吸着时,加算此调整量,并动作。
2
‘
编带切刀长
[mm]’
根据该值,就判断是否已达到在自动运转中切割编带的时限。当最长的空编带达到该值时切
断编带。根据部品进给间距和供料器进给的次数计算出来。
3
‘
拼接长度
[mm]’
当剩余编带长度达到自动运转中的编带拼接警告值时,使已达到拼接长度的供料器处于警告
状态。
4
‘
吸嘴清扫数
[
枚
]’
按照该值清洁自动运行过程中的吸嘴。
每个基台的生产枚数达到该值时,通过强制吹风,清洁前后吸头的吸嘴。
5
‘
进行吸着位置示教芯
片最大尺寸
[mm]’
对部品的尺寸为该数值以下的芯片进行吸着位置自动示教。
但是,在选项设定上该功能设为
‘
无
’
时,与该数值无关,不进行自动示教。
6
‘
吸着位置偏移容许范
围
[mm]’
芯片识别的结果,吸着位置大于该设定值时,就会判断为识别错误。
7
‘
倒装芯片贴装吹气延
迟时间
[ms]’
按照在此所设定的时间,当贴装倒装芯片时,使贴装吹气置于
OFF
的时间推迟。以吸嘴程
序库的设定值为基准。
(
仅限于有多功能吸头
)
下一页
EJM8A-C-MMC02-A01-02
EJM4A-Mp-0013
a