CN_Nordson_EFD_R_Series_Operating_Manual - 第71页
R系列自动点胶系统 71 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 创建图样(续) 创建图样(续) 如何循环划圆(续) 如何循环划圆(续) # # 按键 按键 步骤 步骤 教导盒显示界面 教导盒显示界面 7 > > · 按下切换 > 2 键记录队列经过点的位 置。 · 坐标R输…
R系列自动点胶系统
70
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
如何循环划圆如何循环划圆
3.线经过点
1.线起始点
5.线结束点
4.圆弧点 2.圆弧点
先决条件先决条件
系统处于教导模式下。参考第44页上的“如何从运行模式切换至教导模式”。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
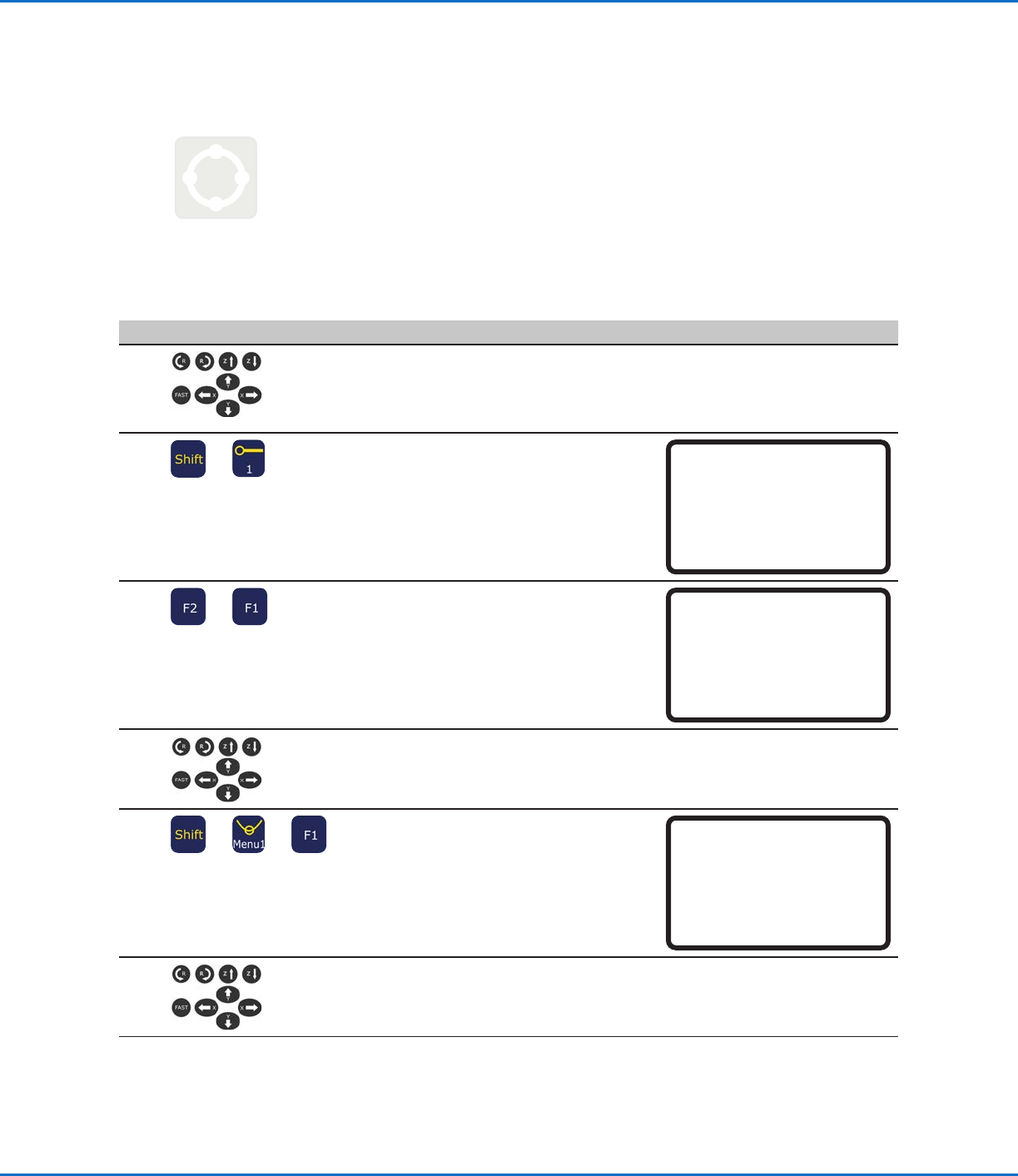
1
· 缓慢移动针头至首个点胶位置的XYZR坐
标(1.队列开始)。
2
> >
· 按下“切换 > 1 键记录线起始点点位
置。
· R坐标旋转至0。
Line Start 1/2
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 0 deg
[F1] OK [F2] Next [F3] Current
3
> >
· 按下F2 键可转至线起始点参数界面。
· 按下F1,保存并退出。
Line Start 2/2
------------------------------
Line Speed: 10.0 mm/s
Pre-move Delay: 0.00 s
Settling Distance: 0.00 mm
Dispenser Off(0)/On(1): 1
[F1] OK [F2] Next
4
· 缓慢移动针头至第二个点胶位置的XYZR
坐标(2.圆弧中点)。
5
> > > >
· 按下切换 > MENU1键作为弧线点登记位
置。
· R坐标旋转至90。
· 按下F1,保存并退出。
Arc Point
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 90.00 deg
[F1] OK [F3] Current
6
· 缓慢移动针头至第三个点胶位置的XYZR
坐标(3.队列经过)。
转下页
创建图样(续)创建图样(续)
R系列自动点胶系统
71
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
创建图样(续)创建图样(续)
如何循环划圆(续)如何循环划圆(续)
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
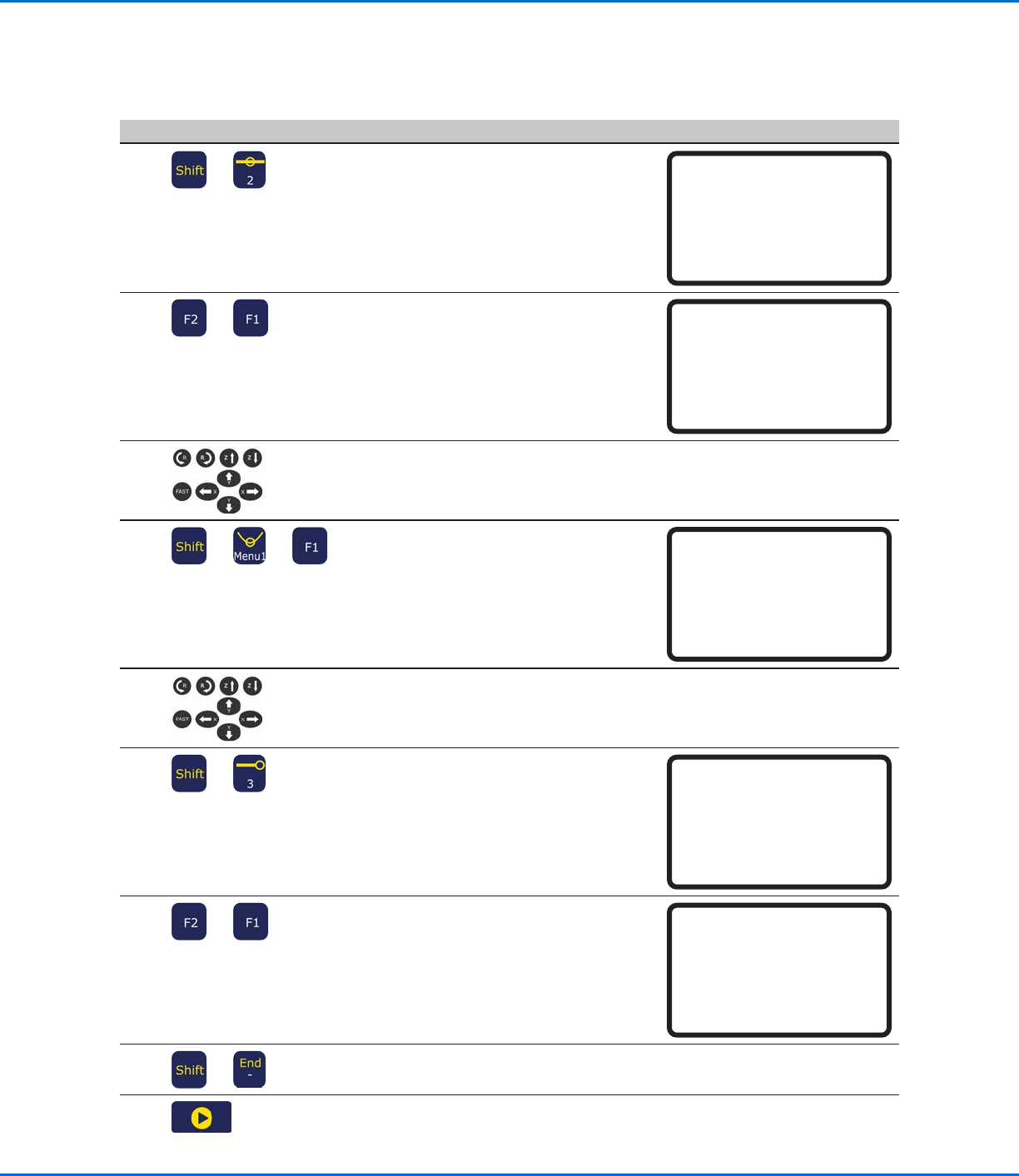
7
> >
· 按下切换 > 2 键记录队列经过点的位
置。
· 坐标R输入180。
Line Passing 1/2
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 180.00 deg
[F1] OK [F2] Next [F3] Current
8
> >
· 按下F2 键可转至队列经过参数界面。
· 按下F1,保存并退出。
Line Passing 2/2
------------------------------
Line Speed: 10.0 mm/s
Node Time: 0.00 s
Dispenser Off(0)/On(1): 1
[F1] OK [F2] Next
9
· 缓慢移动针头至第四个点胶位置的XYZR
坐标(4.圆弧中点)。
10
> > > >
· 按下切换 > MENU1键作为弧线点登记位
置。
· 坐标R输入270。
· 按下F1,保存并退出。
Arc Point
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 270.00 deg
[F1] OK [F3] Current
11
· 缓慢移动点胶针头,移至第五个点胶位
置(5.线结束点)。
12
> >
· 按下切换> 3 键记录线结束点的位置。
· 坐标R输入360。
Line End 1/4
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 360.00 deg
[F1] OK [F2] Next [F3] Current
13
> >
· 按下F2 键通过线结束点参数界面。
· 按下F1,保存并退出。
Line End 4/4
------------------------------
Retract Distance: 0.00 mm
Retract Low: 20.0 mm/s
Retract High: 80.0 mm/s
[F1] OK [F2] Next
14
> >
· 按下“切换 > 终止”键,记录程序终
止。
15
· 按下“启动”测试程序。
R系列自动点胶系统
72
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
校准点胶高度校准点胶高度
点胶高度即针头至工件表面的距离。若更换了针头或喷嘴,应重新校准点胶高度。针头探测器可通过针头自动调整功能
自动调节针头的高度,针头探测器是系统的可选配件。
注:注:查阅第19页上的“关于点胶高度”了解关于何时校准点胶高度的信息。
没有配备针头校准器的系统没有配备针头校准器的系统
若您的系统未包含可选配的针头校准器,请按照如下步骤校准针头高度,然后在更换同一规格的点胶针头之后手动重新
校准针头高度。
注:注:可选配的针头校准器可添加至现有系统中。请参见第81页“针头校准器”。
设置校准点(指针调整初始设置)设置校准点(指针调整初始设置)
相同点胶针头更改后,系统通过指针调整功能的校准点,重新校准针头的高度。
先决条件先决条件
系统处于教导模式下。参考第44页上的“如何从运行模式切换至教导模式”。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
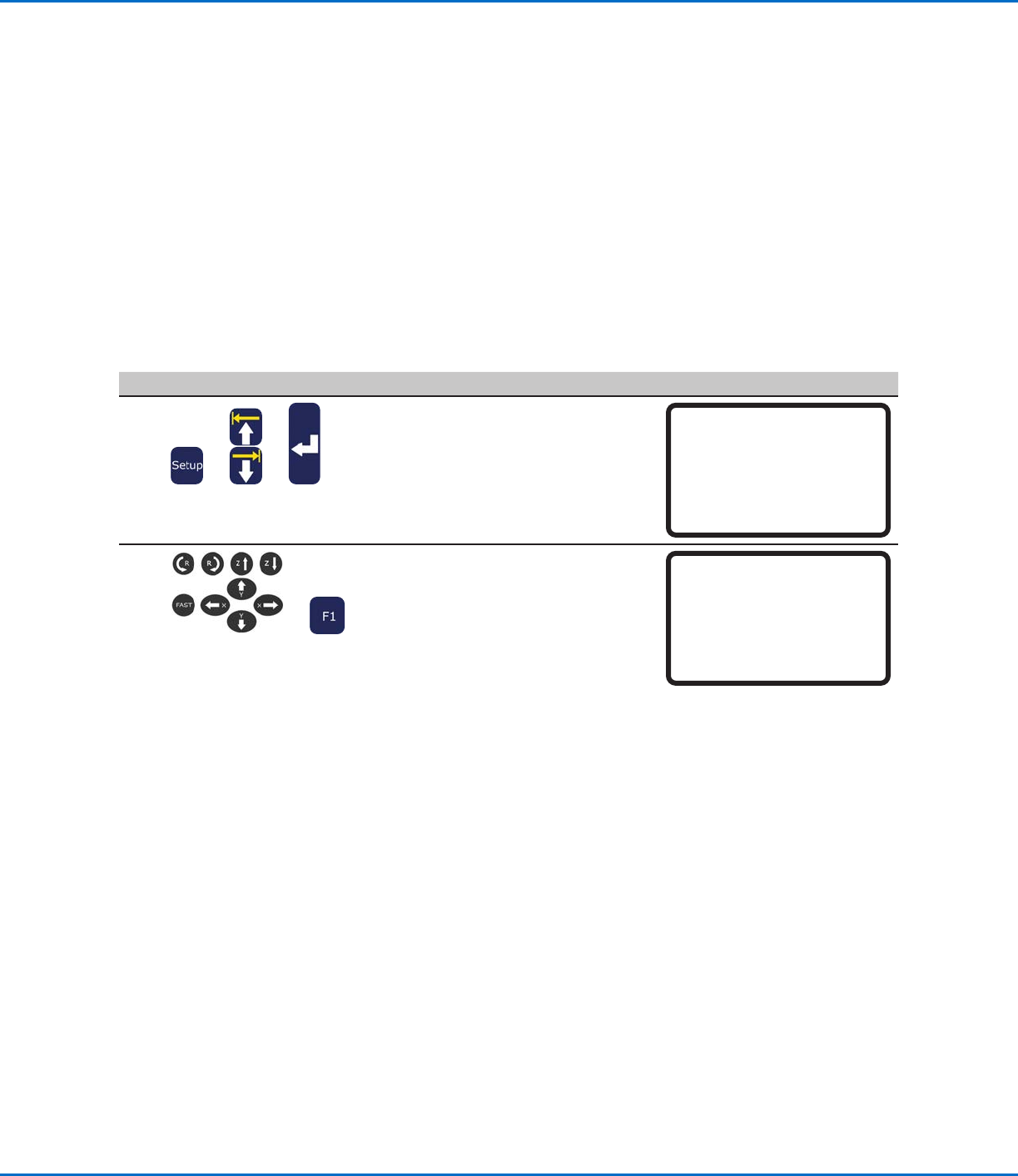
1
> > > >
· 按下SETUP。
· 上下移动光标至“校准点”。
· 按ENTER。
SETUP 1/3
01 XY Move Speed
02 Z Move Speed
03 R Maximum Speed
04 Point to Point Arc Jump
05 Park Position
06*Calibration Point
07 Mark Points
2
> >
· 缓慢向下移动针头,使其尽可能地靠近
固定板表面。
· 按下F1,保存设置。
Calibration Point
------------------------------
Jog tip to position
------------------------------
[F1] OK