JM-50_QA表.pdf - 第18页
QA 表 机种 确认方法 1. 测量各传感器(前 1 处,后 1 处)与 Y 传感器碰块的距离,确认在 0.8 ~ 1.5mm 的范围内。 调整方法 各传感器与 Y 传感器碰块的距离在 0.8 ~ 1.5mm 的范围内(目标 1.0mm ) 1. 调整 Y 传感器碰块的位置,使与传感器的距离为 0.8 ~ 1.5mm (目标 1.0mm )。 用 Y 传感器碰块无法调整到位时,要调整 Y 传感器 BR 位置。 原点及极限位置的检测 1.…
QA表
机种
2.
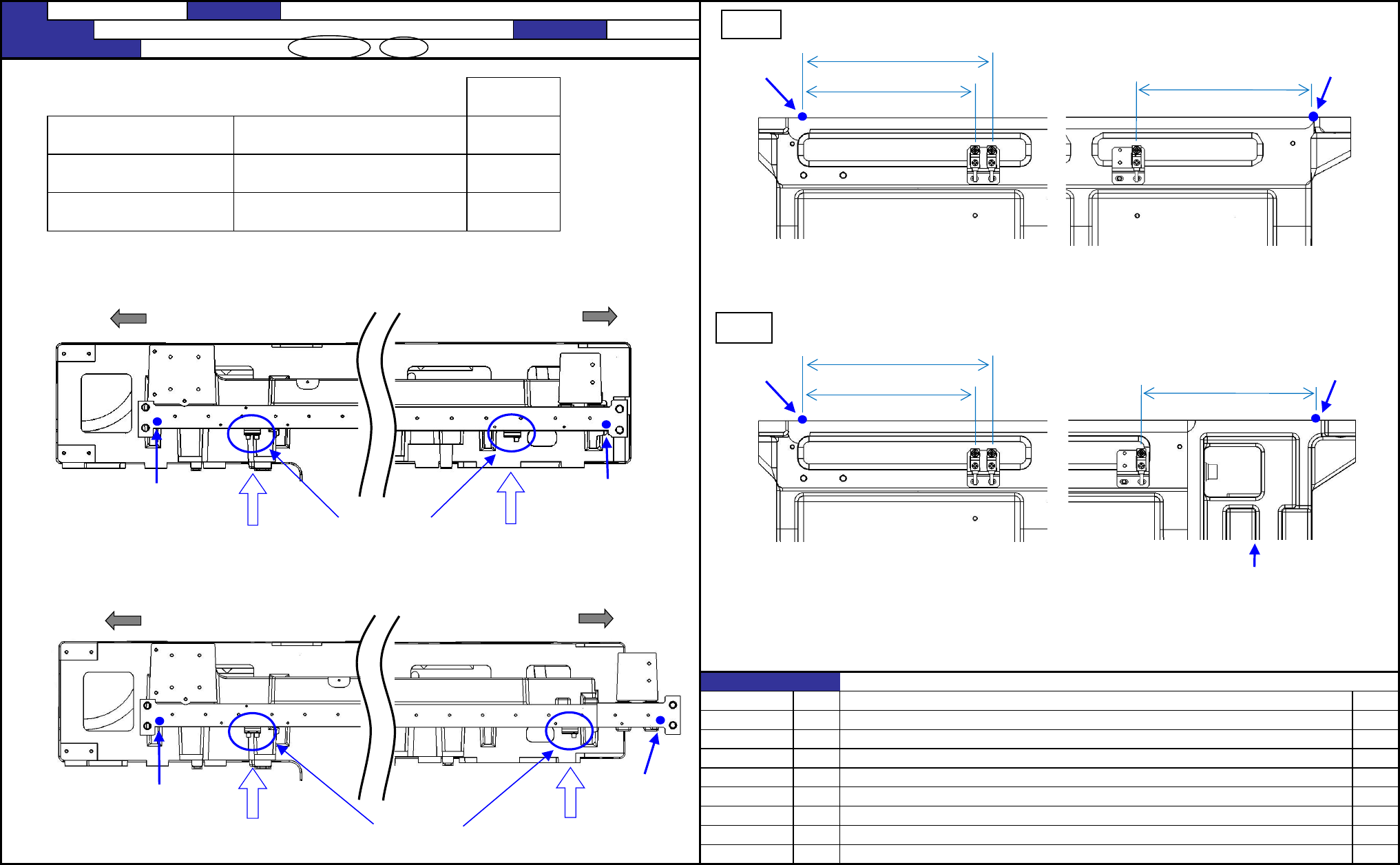
Y轴极限传感器位置
松开Y极限传感器托架的定位螺丝,使距开尾销中心位置的距离为图示的尺寸后固定。
NO. 担当人
M规格
L规格
2-1.前侧(Y负极限传感器)
从开尾销中心位置到传感器中心的距离
162mm
2-2.前后侧(Y− −极限传感器)
从开尾销中心位置到传感器中心的距离
177mm
2-3.里(Y++极限传感器)
从开尾销中心位置到传感器中心的距离
158.5mm
功能名称
极限传感器位置(2/2)
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-50
装置名称
XY装置
变更履历
日期
内容
开尾销孔部
REAR
FRONT
向视图A
开尾销孔部
向视图B
Y极限传感器
图2.BASE_FRAME_YL(L规格)
REAR
FRONT
图1.BASE_FRAME_YL(M规格)
开尾销孔部
开尾销孔部
向视图A
向视图B
Y极限传感器
M规格
L规格
162
177
开尾销孔部
图3.FRONT侧扩大图(向视图A)
158.5
开尾销孔部
图4.REAR侧扩大图(向视图B)
162
177
开尾销孔部
图5.FRONT侧扩大图(向视图A)
158.5
开尾销孔部
Y加长框架
图6.REAR侧扩大图(向视图B)
1-12
QA表
机种
确认方法
1.
测量各传感器(前
1
处,后
1
处)与
Y
传感器碰块的距离,确认在
0.8
~
1.5mm
的范围内。
调整方法
各传感器与
Y
传感器碰块的距离在
0.8
~
1.5mm
的范围内(目标
1.0mm
)
1.
调整
Y
传感器碰块的位置,使与传感器的距离为
0.8
~
1.5mm
(目标
1.0mm
)。
用
Y
传感器碰块无法调整到位时,要调整
Y
传感器
BR
位置。
原点及极限位置的检测
1.
原点复归不良
2. X
轴失控时伺服不断开,因超負荷而导致损坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JM-50
装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
传感器碰块位置(1/
3
)
编制日期
对象元件
内容
日期
40146924
Y_SENSOR_DOG
变更履历
货号
品名
有关质量特性
Y_SENSOR_BR_F_ASM
Y_SENSOR_BR_R_ASM
Y_SENSOR_DOG
0.8~1.5(目标1.0mm)
Y_SENSOR_BR_F_ASM
Y_SENSOR_BR_R_ASM
Y_SENSOR_DOG
1-13
QA表
机种
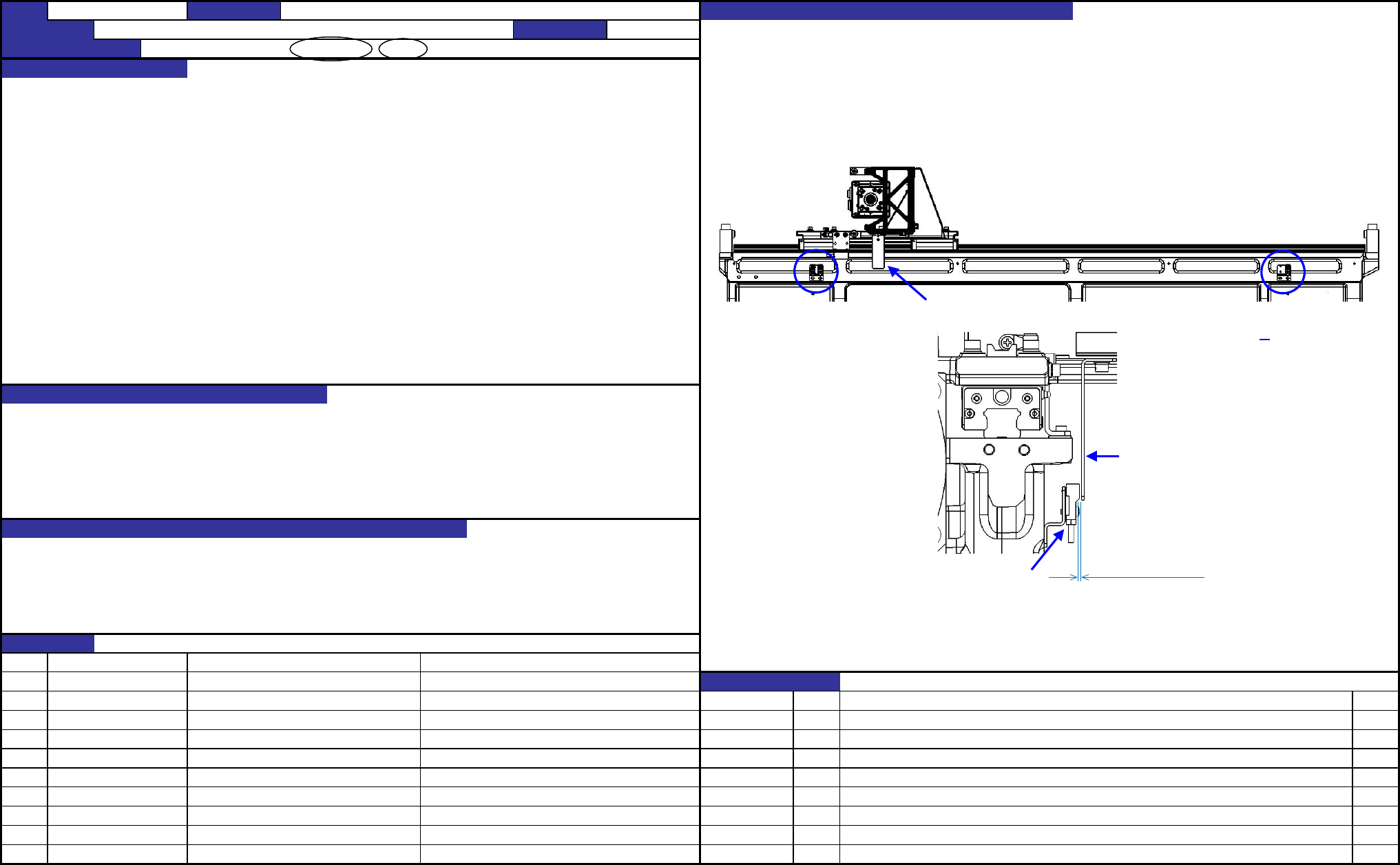
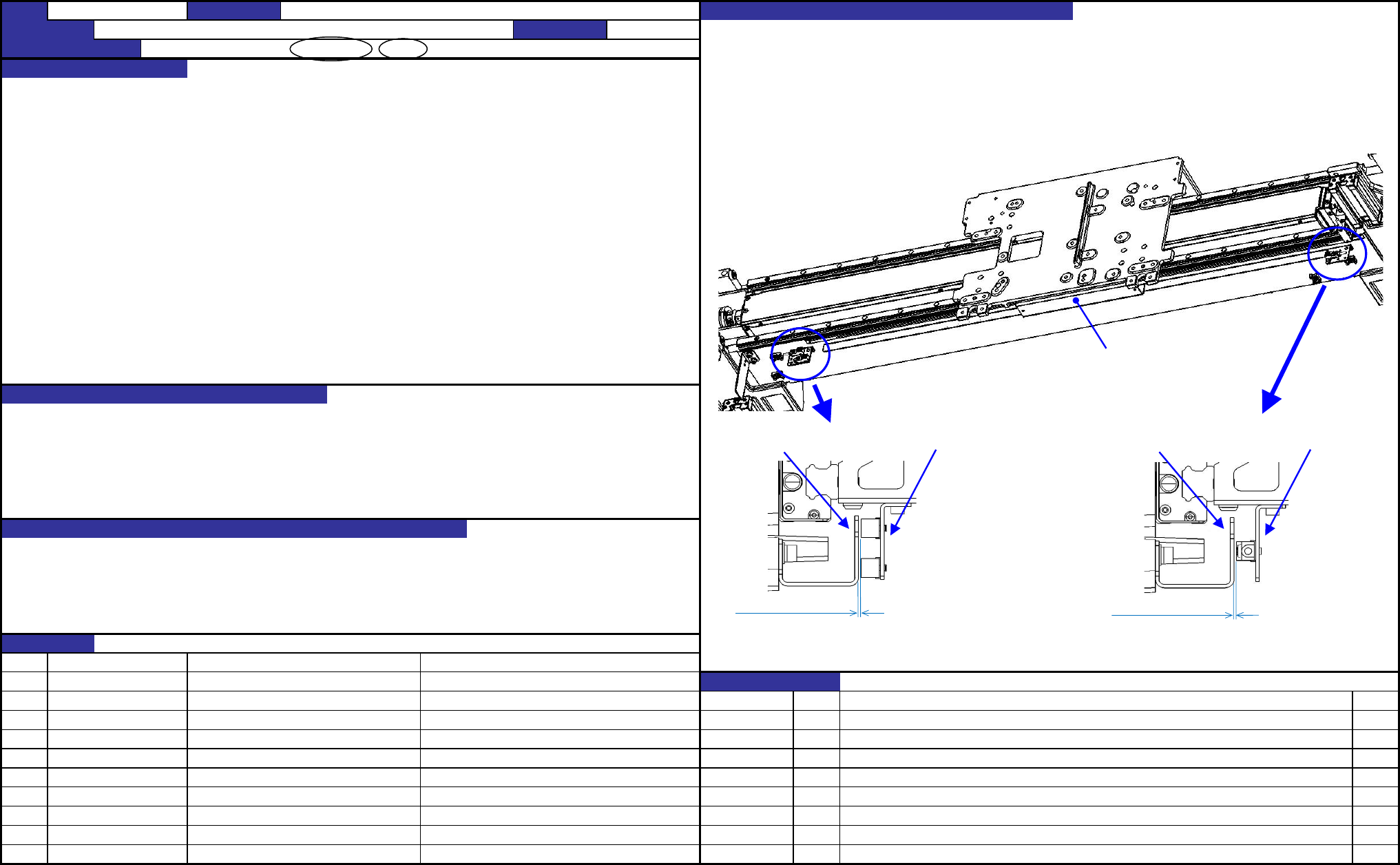
确认方法
1.
测量各传感器(左
1
处,右
1
处)与
X-LMT
传感器碰块的距离,确认在
0.8
~
1.5mm
的范围内。
调整方法
各传感器与
X_LMT
感器碰块的距离在
0.8
~
1.5mm
的范围内(目标
1.0mm
)
1.
进行调整,使
X-LMT
传感器碰块与传感器表面的距离为
0.8
~
1.5mm
(目标
1.0mm
)。
原点及极限位置的检测
1.
原点复归不良
2. Y
轴失控时伺服不断开,因超負荷而导致损坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-50
装置名称
XY装置
确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
传感器碰块位置(2/
3
)
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
对象元件
内容
40146909
X_LMT_SENSOR_DOG_10A
日期
40146896
X_LMT_SENSOR_DOG_20VA
变更履历
货号
品名
有关质量特性
0.8~1.5(目标1.0mm)
X_MINUS_LMT_SENSOR_ASSY
X_LMT_SENSOR_DOG
0.8~1.5(目标1.0mm)
X_PLUS_LMT_SENSOR_ASSY
X_LMT_SENSOR_DOG
X_LMT_SENSOR_DOG
1-14