JM-50_QA表.pdf - 第47页
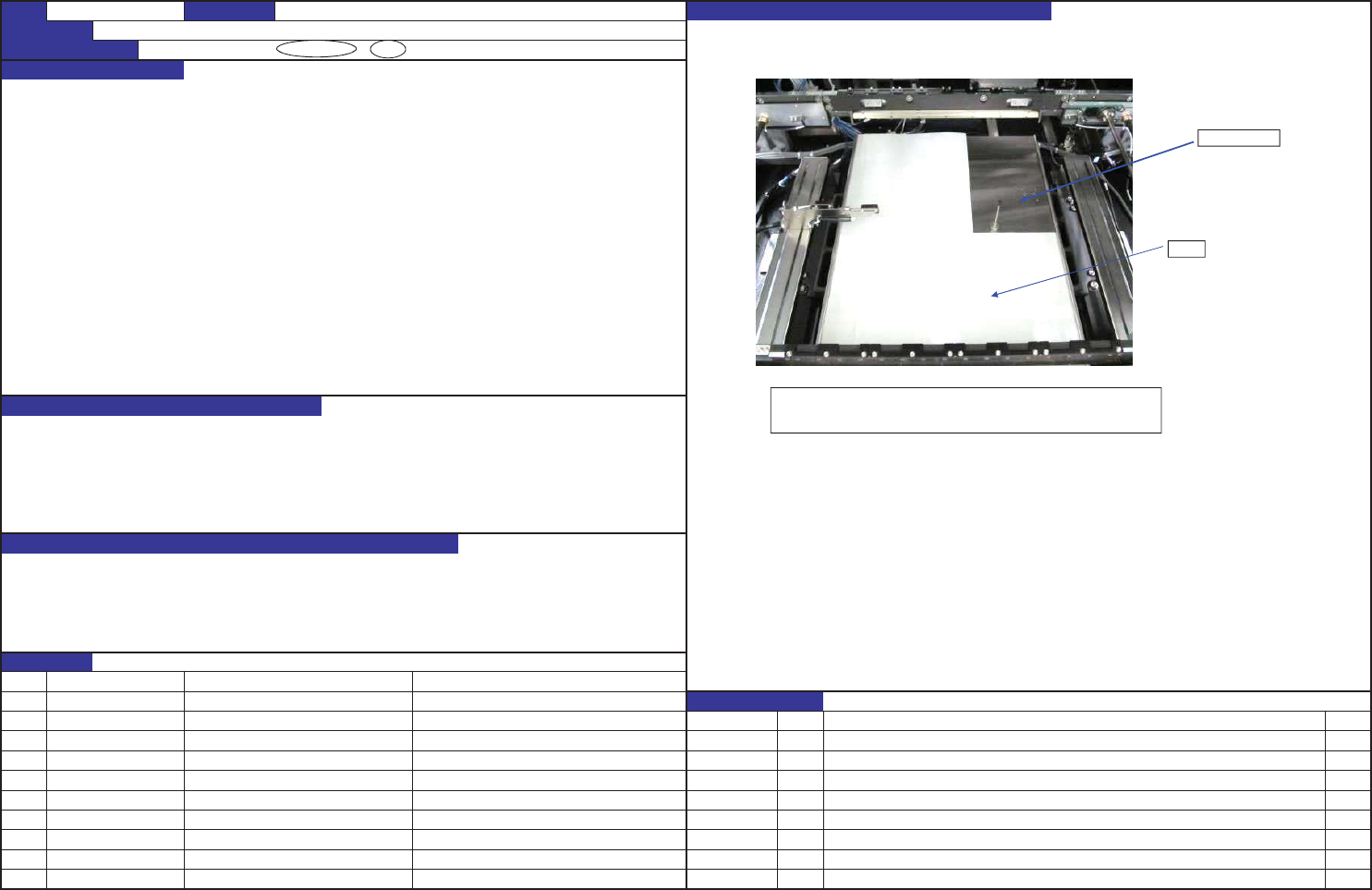
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 确认方法 1 . 将基准(背面)侧的高度作为千分表的“0”。 2 . 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度,确认在0.1mm以内。 与Y轴之高度方向的平行度:0.1mm以内 调整方法 1 . 将基准(背面)侧的高度作为千分表的“0”。 2 . 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度并调整到0.1mm以内。 抑制因基板尺寸引…
4$㺞
ᵰ〃
ྸ%2&ḽ䇦у㜳↙⺤䇼ࡡθՐᕋ䎭䍪⡽㋴ᓜṗ↙у㢥Ⱦ
Śḽ䇦䇼ࡡ㋴ᓜᚬौ
śਇ⭕ḽ䇦䇼ࡡ䭏䈥
Ϛϛ
Ś
ś
Ϛϛκ ᖉӰ
Ŝ
ŝ
Ş
ş
Š
š
Ţ
ţ
ᇯ
ᴪኛ়
ᰛᵕ
ሯ䊗ݹԬ
䍝ਭ ᴿީ䍞䠅⢯ᙝ
人ᜩ᭻䳒δᓊ㿺Ṳ䈹᮪ٲу㢥㙂ਇ⭕Ⲻ᭻䳒ε
ࣕ㜳֒⭞δ㿺Ṳ䈹᮪ٲⲺᝅѿε
ࣕ㜳〦
⧱⪹ะᶵ%2&ḽ䇦䇼ࡡᰬⲺ⌞ᝅ⛯
䍞䠅ؓ䇷㊱ࡡ
ȼࣕ㜳・ᆿޞᙝȼȼਥ䶖ᙝȼȼᆿޞᙝȼȼ⢯⛯
䍞䠅⢯ᙝ㿺Ṳ䈹᮪ٲ
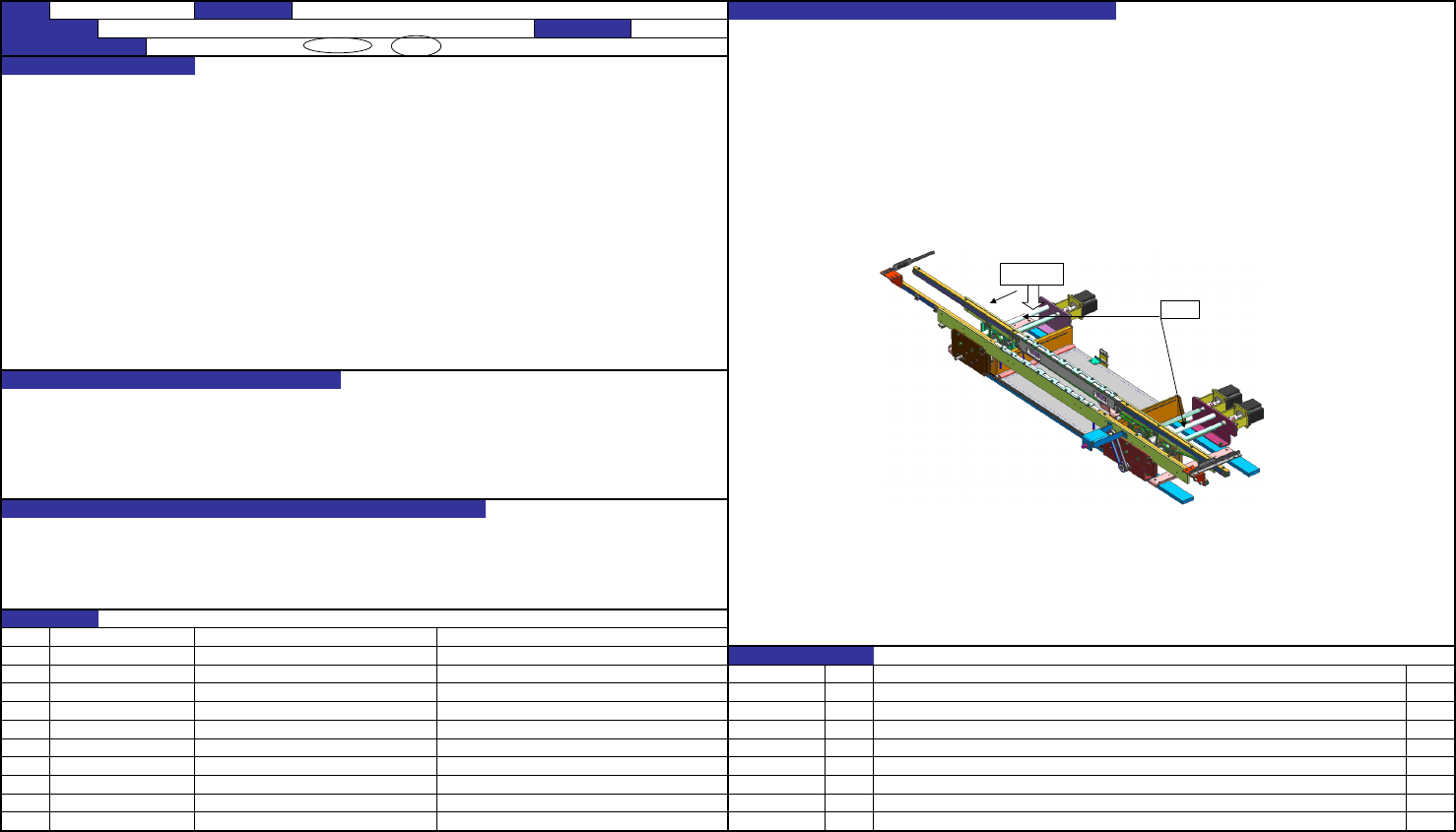
൞䍪⡽㋴ᓜڅᐤṗ↙ѣ䇼ࡡ⧱⪹ะᶵⲺ%2&ḽ䇦ᰬθѰҼ䚵ރ᭥᫇ਦⲺਃሺݿሲ㠪ḽ䇦䈥䇼ࡡθ䈭൞᭥᫇ਦр䬰
㓮δਥԛ⭞གྷদ㓮εȾ
-0
㻻㖤〦
2&&㻻䞃
⺤䇚ᯯ⌋䈹᮪ᯯ⌋δ᭻䳒༺⨼ᯯ⌋ε
൞䘑㺂%2&ḽ䇦䇼ࡡⲺ䜞࠼δ)/Ƚ)5Ƚ5/䜞εсᯯⲺ᭥᫇ਦрθ䈭䬰рᣇ
ਃሺݿⲺ㓮ᕖȾ
᭥᫇ਦ
㓮
3-5
QA表 NO.
1 (1/2)
NO.
1 (2/2)
机种
确认方法
1. 将基准(背面)侧的高度作为千分表的“0”。
2. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度,确认在0.1mm以内。
与Y轴之高度方向的平行度:0.1mm以内
调整方法
1. 将基准(背面)侧的高度作为千分表的“0”。
2. 使传送宽度达最小,将千分表从基准(背面)侧移动到调整侧,测量高度并调整到0.1mm以内。
抑制因基板尺寸引起的传送基准面的离差。
・ 贴片不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-1
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
功能名称
导轴高度
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40078507
GUIDE SH
变更履历
日期
内容
导轴
测量方向
QA表 NO.
2 (1/2)
NO.
2 (2/2)
机种
确认方法
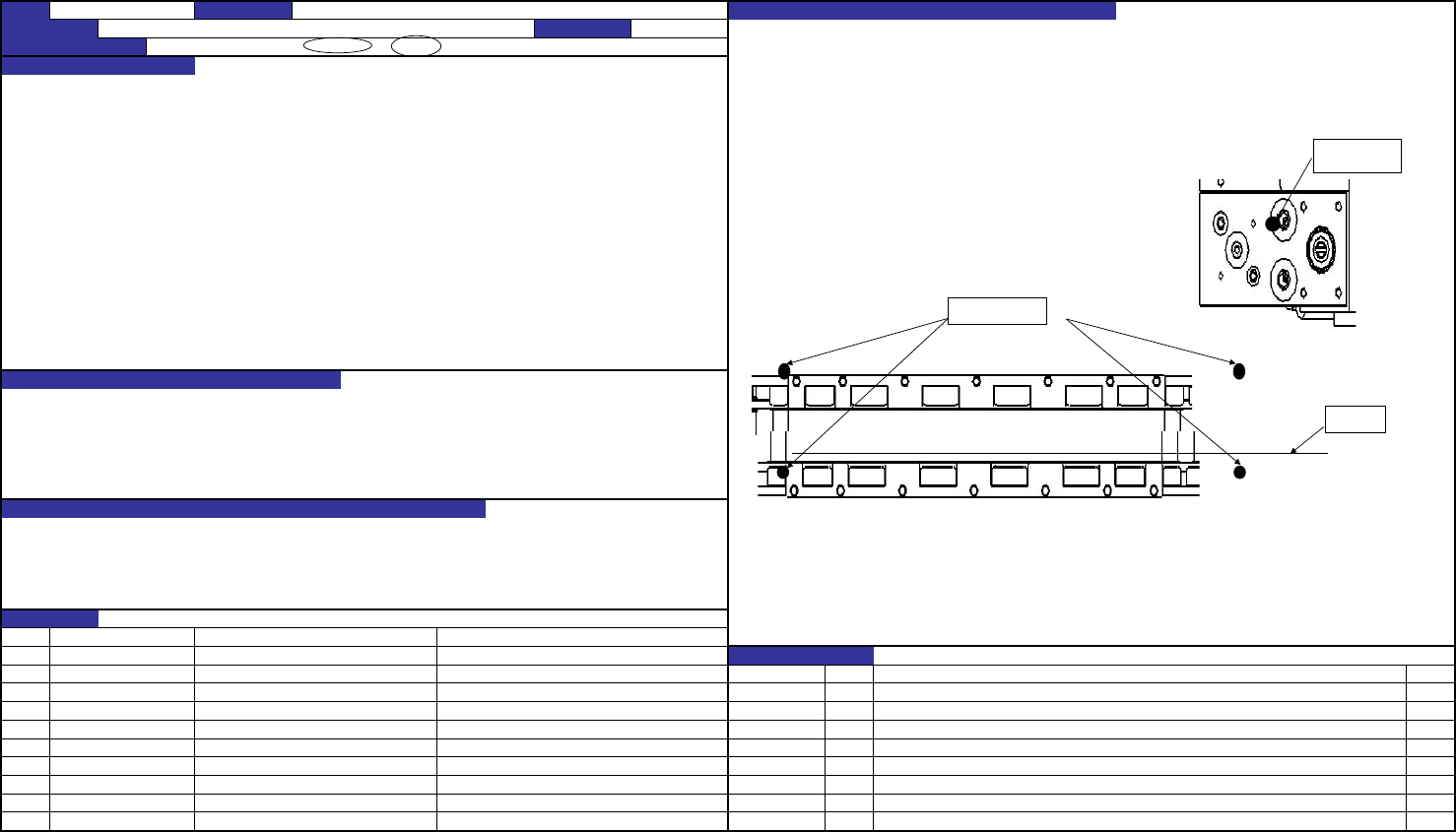
1. 将千分表装在贴装头上。
2. 测量正面侧轨道与X轴的平行度,确认在50μm以下。
・ 正面侧轨道与X轴的平行度:50μm以内 3. 将校正块的上面作为千分表的“0”。
・ 轨道的高度(与校正块的距离):±20μm以内 4. 确认下图所示4个部位的轨道高度在±20μm以下。
调整方法
1. 将千分表装在贴装头上。
2. 测量正面侧轨道与X轴的平行度,调整到50μm以下。
3. 将校正块的上面作为千分表的“0”。
4. 将下图所示4个部位的轨道高度调整到±20μm以下。
使吸附位置及高度达到一致。
・ 吸附出错
・ 芯片站立
・ 同时吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-2
内容
40107775
RAIL GUIDE PLATE
变更履历
40107782 CONVEYOR RAIL
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
轨道位置
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
“0”设定位置
测量面
测量位置(4处)