JM-50_QA表.pdf - 第53页
QA表 NO. 7 (1/2) NO. 7 (2/2) 机种 确认方法 【高速时】 ・ 支撑台动作速度 1. 手动控制使支撑台上升、下降。 高速时 1000±20ms ( 上升、下降相同 ) 2. 调整速度控制器使显示的动作时间为 1000±20ms 。 低速时 1500±20ms ( 上升、下降相同 ) 3. 固定速度控制器的调整旋钮。 【低速时】 1. 手动控制使支撑台上升、下降。 2. 调整速度控制器使显示的动作时间为 1500±…
QA表 NO.
6 (1/2)
NO.
6 (2/2)
机种
确认方法
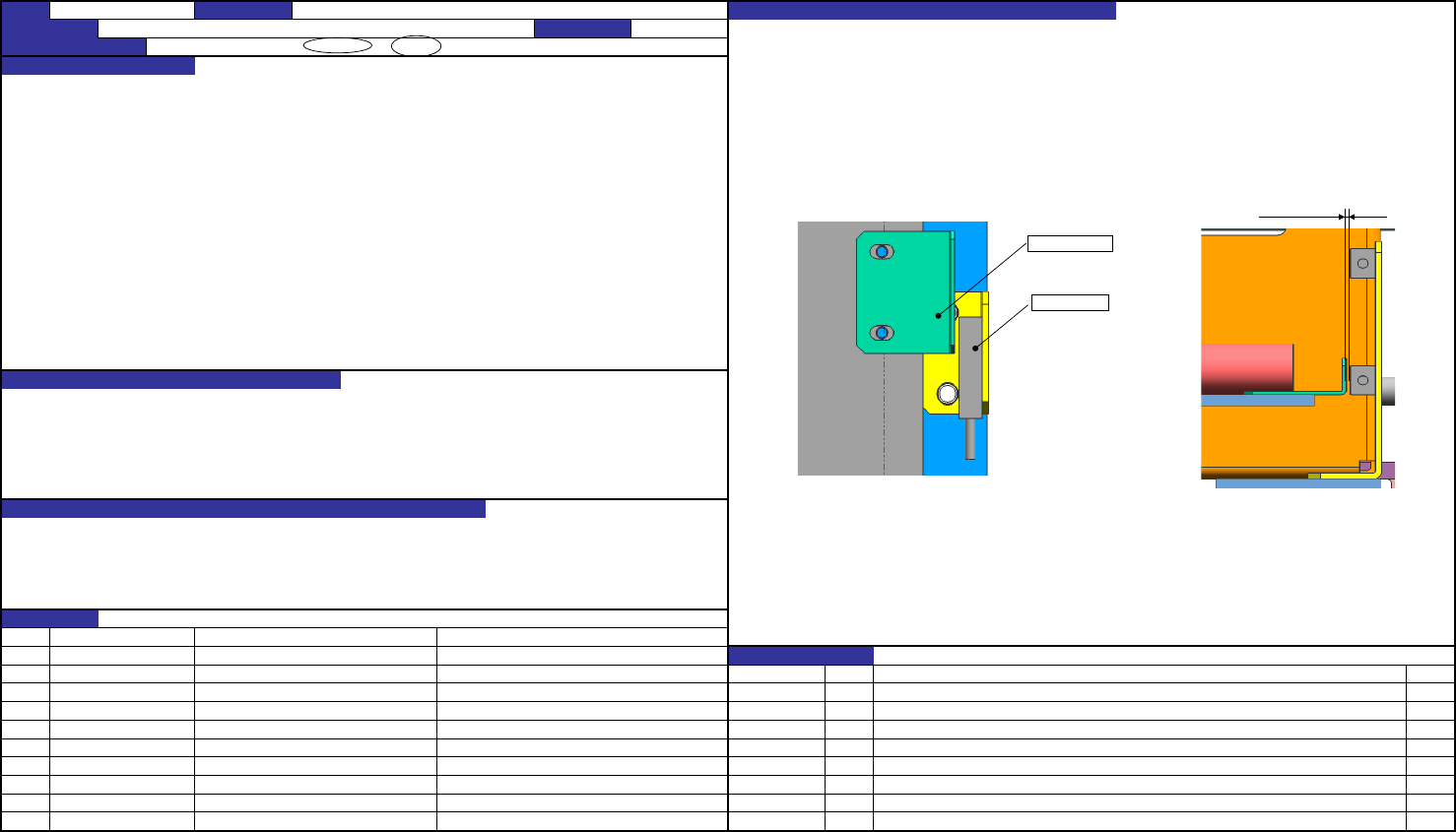
1. 确认传感器与BU传感器碰块的距离为1±0.3mm。
・ 传感器与BU传感器碰块位置的距离:1±0.3mm
调整方法
1. 将传感器与BU传感器碰块的距离调整为1±0.3mm。
测出支承台的上升、下降位置。
・ 基板固定不良
・ 基板传入时被压坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-6
内容
40078527
BU SENSOR DOG
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
BU传感器碰块位置
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
1±0.3mm
BU SENSOR DOG
BU UP SENSOR
QA表 NO.
7 (1/2)
NO.
7 (2/2)
机种
确认方法
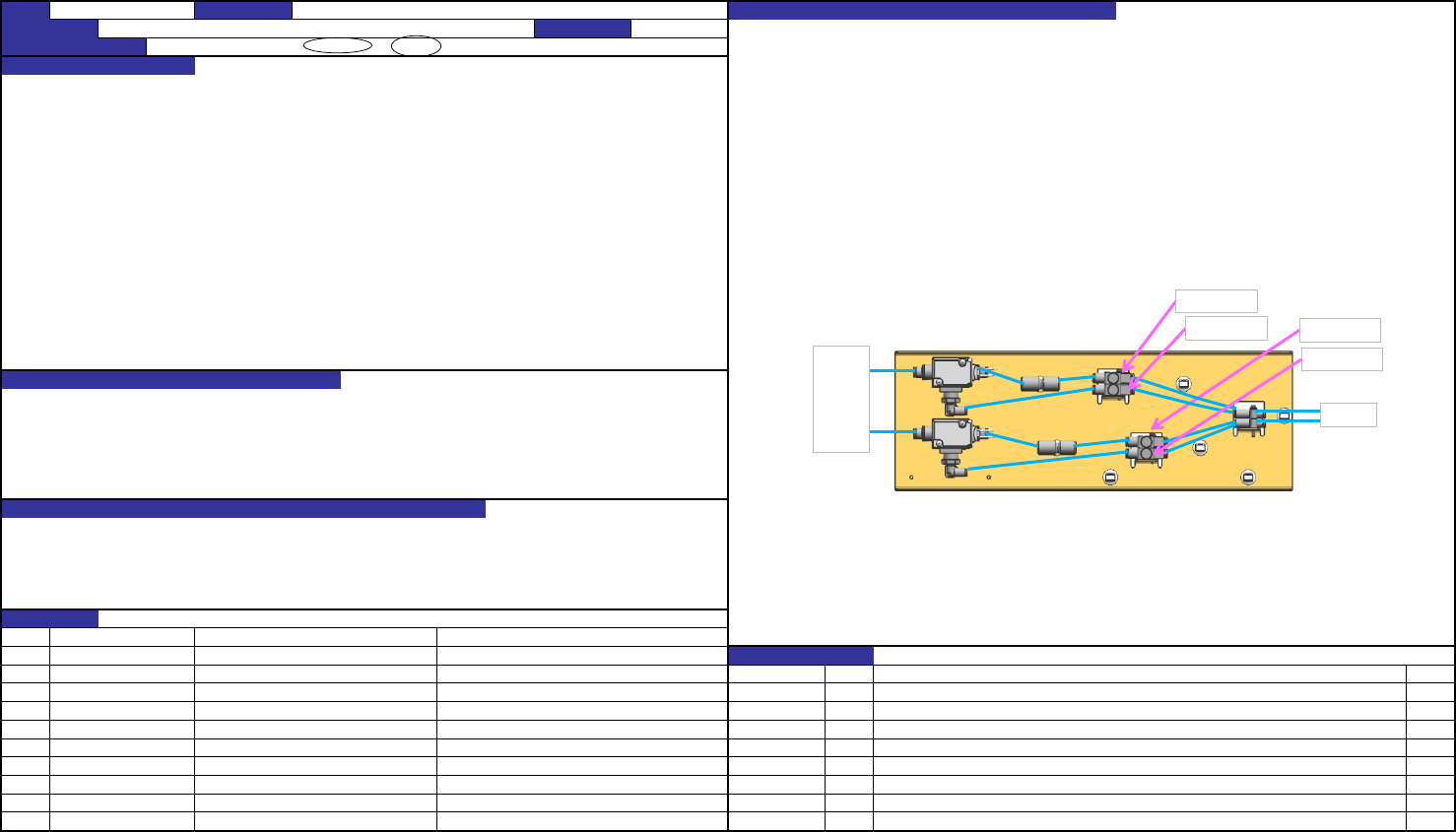
【高速时】
・支撑台动作速度 1.手动控制使支撑台上升、下降。
高速时 1000±20ms (上升、下降相同) 2.调整速度控制器使显示的动作时间为1000±20ms。
低速时 1500±20ms (上升、下降相同) 3.固定速度控制器的调整旋钮。
【低速时】
1.手动控制使支撑台上升、下降。
2.调整速度控制器使显示的动作时间为1500±20ms。
3.固定速度控制器的调整旋钮。
顺利地夹紧基板。
基板固定不良
贴片精度的恶化
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-7
内容
PC012401000
SPEED CONTROLLER
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
支承台动作速度
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
电磁阀
气缸
高速(下降侧)
低速(下降侧)
高速(上升侧)
低速(上升侧)
QA表 NO.
8 (1/2)
NO.
8 (2/2)
机种
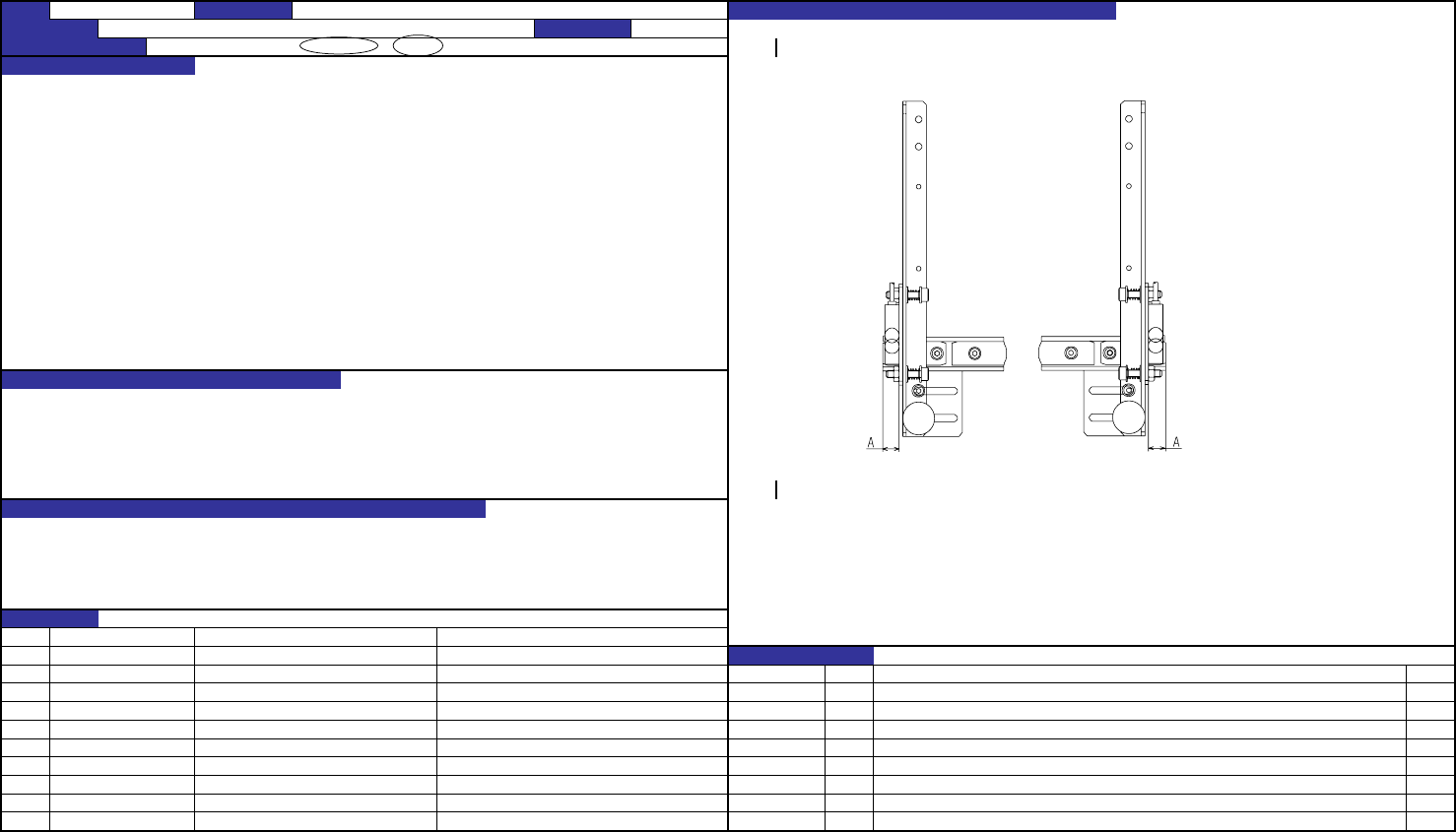
1.安装时,IN/OUT传感器的X轴方向位置以A尺寸为规格值。
1.IN传感器位置 : 9.5mm±2mm
2.OUT感器器位置 :9.5mm±2mm
3.传感器感度
可检测出传送通道传感器上放置的黑色玻纤基板(无光泽)。
1.IN马达启动触发的发生时间(生产线上游的机器→本贴片机传送基板时)
调整基板宽度方向检测位置(对应异形基板)
2.OUT马达停止信号触发时间
调整基板宽度方向检测位置(对应异形基板)
3.对应基板的颜色
1.IN马达启动延迟→造成传送节拍增加
进入的基板触碰到传送皮带,引发振动,导致贴片元件偏移。
2.停止过晚:造成生产线下游机器的超运行
停止过早:造成生产线下游机器传入不足,导致传送节拍增加。C
・
OUT和OUT传感器同时置为ON,发生错误。
3
.因颜色造成的基板检测不良。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-8
2
.将传感器的感度调整转钮先暂时逆时针旋转,然后慢慢地顺时针方向旋转,在检测到指定基板时停止。
内容
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
传送基板的识别(IN・OUT传感器关系)
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)