JM-50_QA表.pdf - 第56页
QA表 NO. 10 (1/2) NO. 10 (2/2) 机种 确认方法 1. 在皮带上测定驱动链轮R的松动,确认其已在1mm以下。 ・ 驱动链轮R的松动在皮带上测定时为1mm以下 (压紧驱动轴再旋转驱动链轮R时,下图所示的皮带移动量为1mm以下) 调整方法 1. 将链轮法兰盘按下图的方向转动,要装配得松动为最小。 2. 在皮带上测定驱动链轮R的松动,确认其已为1mm以下。 在皮带和 PWB 导轨上标记一条直线,并在按住驱动轴的同时用…
QA表 NO.
9 (1/2)
NO.
9 (2/2)
机种
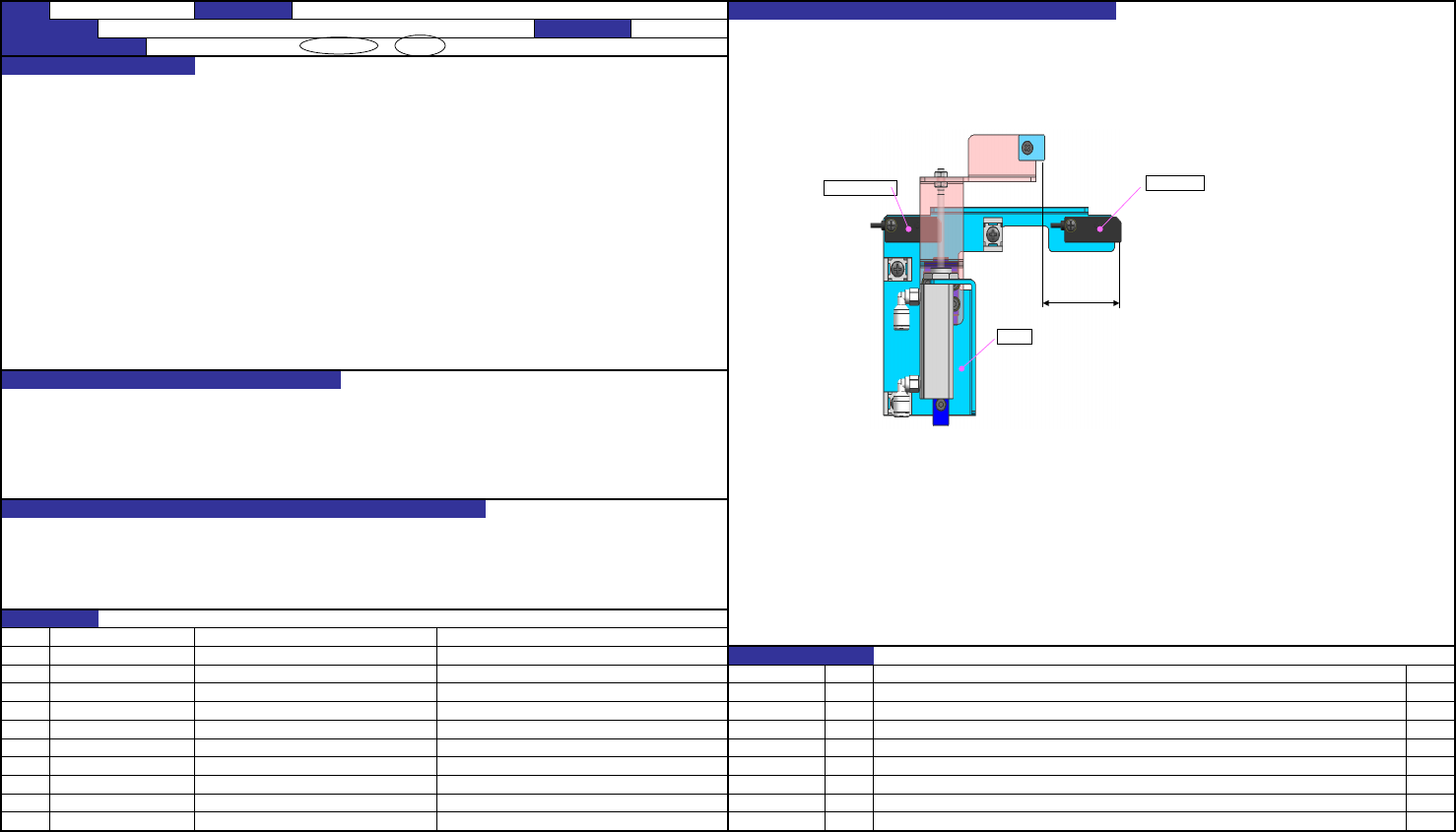
STOP传感器,距离塞片40mm(参考值)。
※在传送玻璃治具基板时请确认是否碰触到塞片,未接触时推动使其接触,过度接触造成失步时,
请微调STOP传感器的位置。
STOP传感器位置:(40mm)(参照图)
CENT马达停止信号触发的发生时刻
IN马达启动触发的发生时刻(IN缓存→中央缓存基板传送时)
基板减速不足导致与挡块发生激烈触碰,或者因减速过多导致基板未到达挡块位置
IN马达启动延迟造成基板的传送节拍增加
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-9
内容
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
钳夹位置的基板识别(STOP、C・OUT传感器关系)
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
STOP传感器
C・OUT传感器
挡块BR
(40mm)
QA表 NO.
10 (1/2)
NO.
10 (2/2)
机种
确认方法
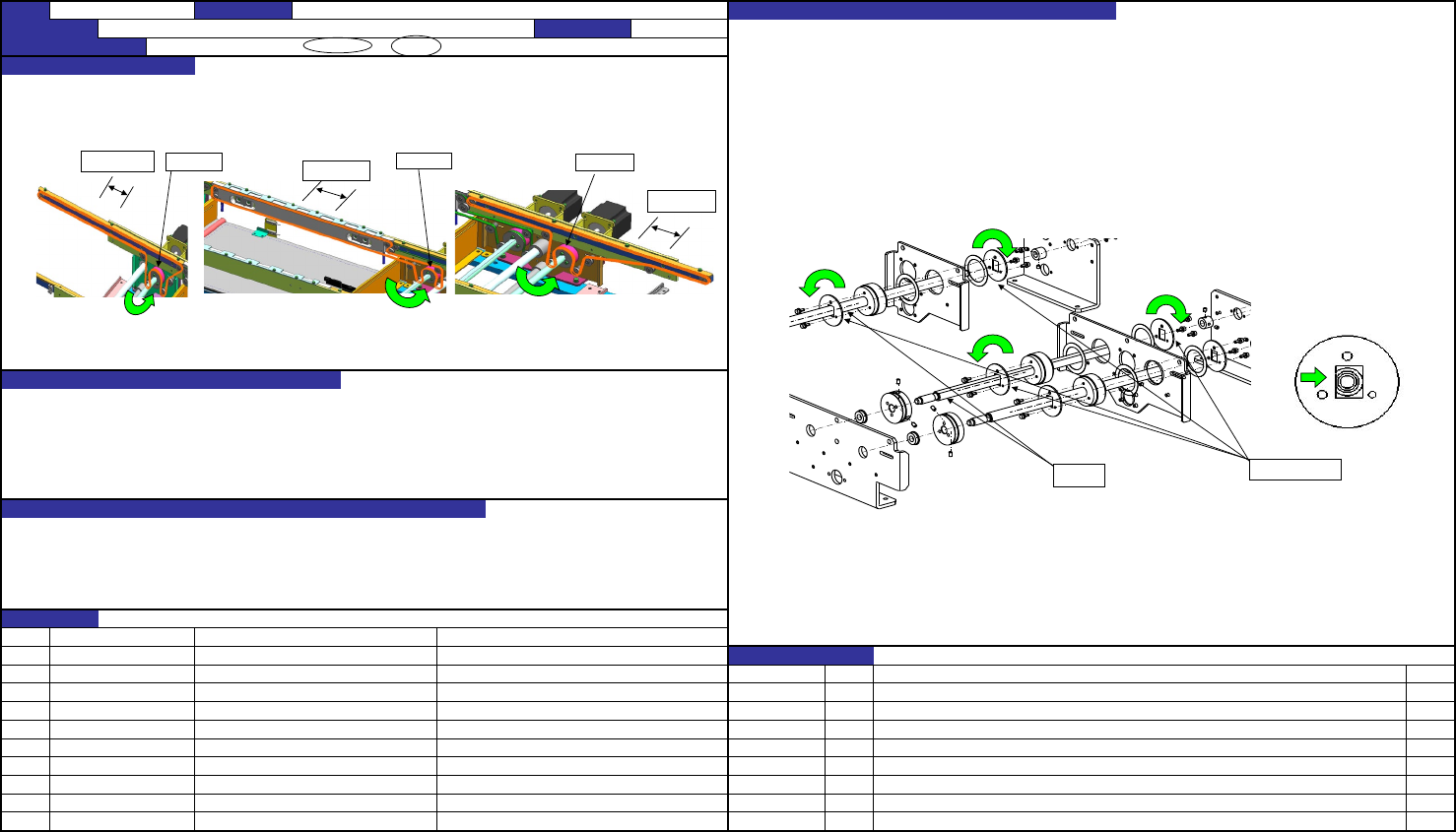
1. 在皮带上测定驱动链轮R的松动,确认其已在1mm以下。
・ 驱动链轮R的松动在皮带上测定时为1mm以下
(压紧驱动轴再旋转驱动链轮R时,下图所示的皮带移动量为1mm以下)
调整方法
1. 将链轮法兰盘按下图的方向转动,要装配得松动为最小。
2. 在皮带上测定驱动链轮R的松动,确认其已为1mm以下。
在皮带和 PWB 导轨上标记一条直线,并在按住驱动轴的同时用手旋转驱动轮。
如果皮带的移动量为 1 毫米或更多, 要再次实施第1步的调整。
(注)实施消除松动后应符合No2的规格值。
顺畅地进行基板传送。
・ 传送轨道的耐久性变差。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-10
内容
E2160721000
PULLEY FLANGE
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
调整驱动链轮R的松动
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)
链轮法兰盘
皮带移动量
驱动链轮R
皮带移动量
驱动链轮R
皮带移动量
驱动链轮R
驱动轴
QA表 NO.
11 (1/2)
NO.
11 (2/2)
机种
确认方法
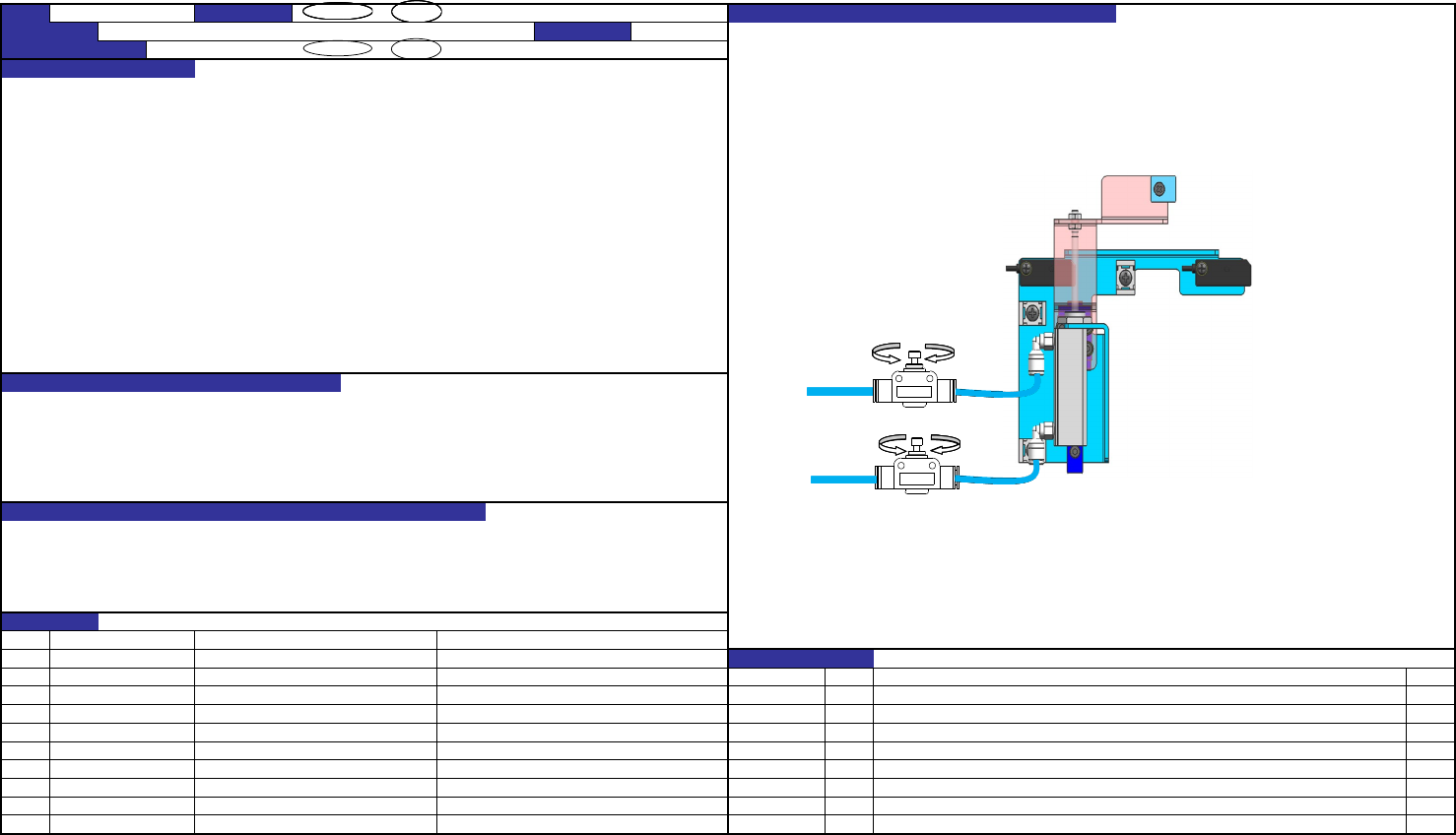
1.确认速度控制器的旋钮从全闭到旋转4圈。
・使速度控制器的旋钮从全闭到旋转4圈。
调整方法
1.调整速度控制器的旋钮,使其从全闭到旋转4圈。
传送启动时如果过于松动,基板将被斜着传送。
・基板传送时,基板与挡块发生碰触。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
4-11
内容
PC012401000
速度控制器
变更履历
日期
对象元件
货号
品名
有关质量特性
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
限动器的动作速度
编制日期
2011/1/31
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-
50
装置名称
传送带
确认方法及调整方法(故障处理方法)