JM-50_QA表.pdf - 第65页
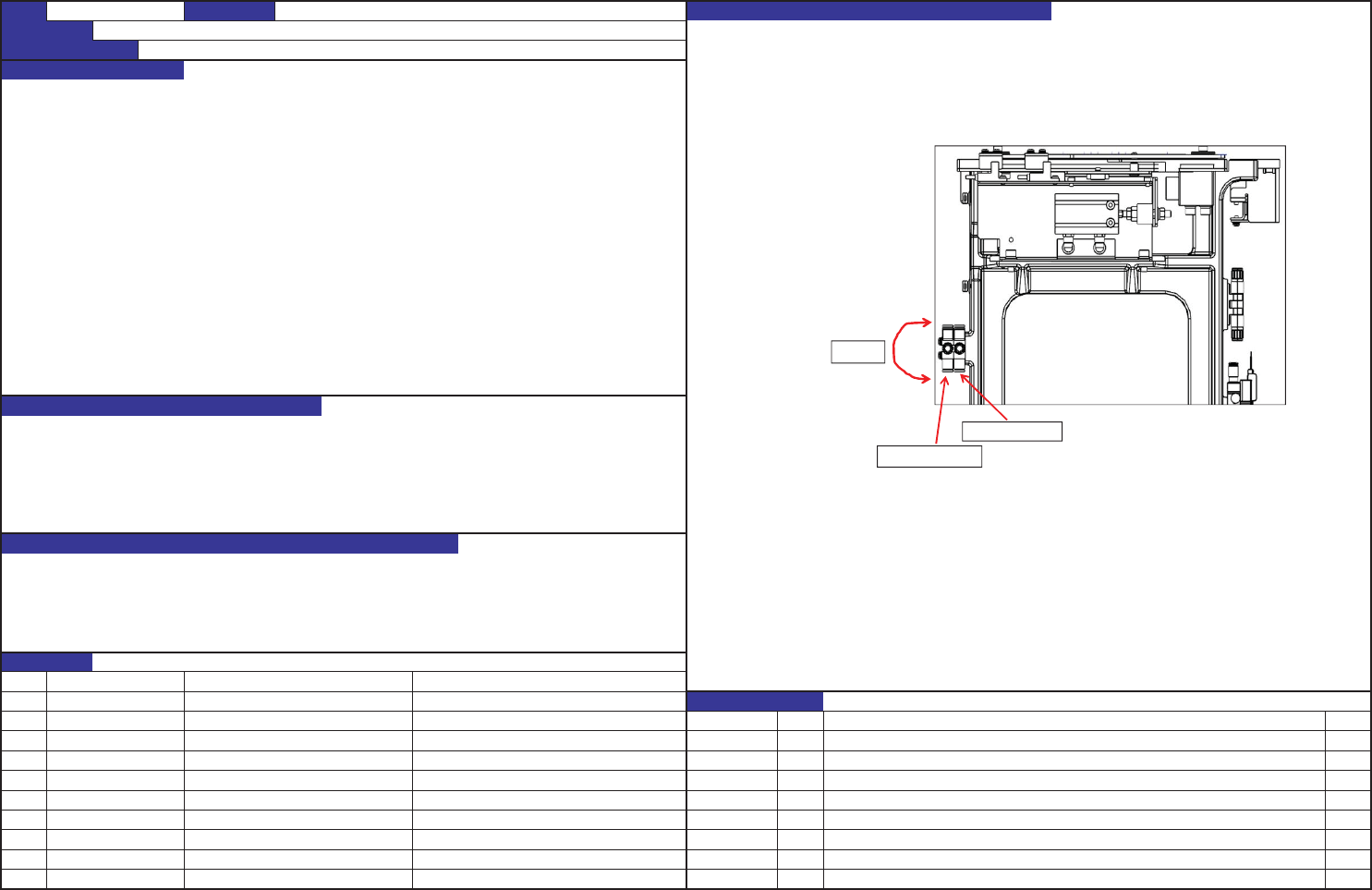
1. 在三维测定器上安装台架。以台架定位针 A 的中心为原点,以其连接台架定位针 B 的中心的线为 X 轴。 与 X 轴在原点直交的线为 Y 轴,设定坐标。 2. 使用 1 个治具供料器按照顺序依次设置在各位置共 42 处,对以左台架标记为基准的 P.P 位置实施测定。 ①左台架标记位置 3. 将左右的台架标记调整至①③的位置。 Y 测定值 (MAX+MIN)/2±0.010 4. 将测定值与以下所示的 P.P 设计值进行比较,确认是否…
4$㺞
ᵰ〃
࣭䖢ࣞ䙕ᓜಞᰁ䫤θᣀ┇ᶵⲺᔶ䰣ᰬ䰪䈹᮪ᡆ㿺ṲٲȾ
࣭䈹᮪രᇐᰁ䫤Ⱦ
㺃㾷㻻р੮౪᭬㓩㻻㖤1RɋɌ߃䈹᮪Ⱦ
࣭┇пᶵᔶ䰣ᰬ䰪࣭࣭࣭τμfρPVHF
࣭┇ᶵ〱ࣞᰬ䰪䎻䗽㿺ᇐ
࣭੮౪ᴪᦘ䭏䈥
Ϛϛ
Ś
ś
Ϛϛκ ᖉӰ
Ŝ
ŝ
Ş
ş
Š
š
Ţ
ţ
人ᜩ᭻䳒δᓊ㿺Ṳ䈹᮪ٲу㢥㙂ਇ⭕Ⲻ᭻䳒ε
ࣕ㜳〦
䈹᮪┇ᶵᔶ䰣䙕ᓜ䈹᮪䙕ᓜಞ
䍞䠅ؓ䇷㊱ࡡ
ȼࣕ㜳࣭ᆿޞᙝȼȼਥ䶖ᙝȼȼᆿޞᙝȼȼ⢯⛯
䍞䠅⢯ᙝ㿺Ṳ䈹᮪ٲε
ࣕ㜳֒⭞δ㿺Ṳ䈹᮪ٲⲺᝅѿε
ሯ䊗ݹԬ
䍝ਭ ᴿީ䍞䠅⢯ᙝ
ᴪኛ়
ᰛᵕ ᇯ
3& 䙕ᓜಞ
-0
㻻㖤〦
5$7&
⺤䇚ᯯ⌋䈹᮪ᯯ⌋δ᭻䳒༺⨼ᯯ⌋ε
䈹᮪&/26(ᯯੇ⭞
䈹᮪23(1ᯯੇ⭞
䈹᮪ᯯੇ
䙻䮿
䙕䯁
5-6
1. 在三维测定器上安装台架。以台架定位针A的中心为原点,以其连接台架定位针B的中心的线为X轴。
与X轴在原点直交的线为Y轴,设定坐标。
2. 使用1个治具供料器按照顺序依次设置在各位置共42处,对以左台架标记为基准的P.P位置实施测定。
①左台架标记位置
3. 将左右的台架标记调整至①③的位置。
Y 测定值
(MAX+MIN)/2±0.010
4. 将测定值与以下所示的P.P设计值进行比较,确认是否满足品质特性(规格调整值)①②③。
② 左台架标记基准下的治具供料器的P.P位置:相对于设计值
XY 测定值 ±0.10mm以内
③右台架标记位置
相对于左标记的XY
测定值
±0.005mm
以内
上述为台架标记调整专用治具(3维测定器)上进行调整的台架单体规格。
出库检查项目 :①②③
提高同时吸取率,并实现稳定化。
因台架标记识别精度不良造成的元件吸取位置偏移。
QA
表
N
o
.
1
N
o
.
1
品质保证区分
■功能・安全性 / ■可靠性 / □安全性 / □商品图像
品质特征(规格调整值)
编号
1
机种
JM-50
单元名称
台架
确认方法及调整方法(问题的处理方法)
功能名称
12mm
间距台架安装精度
制作日
2021/4/6
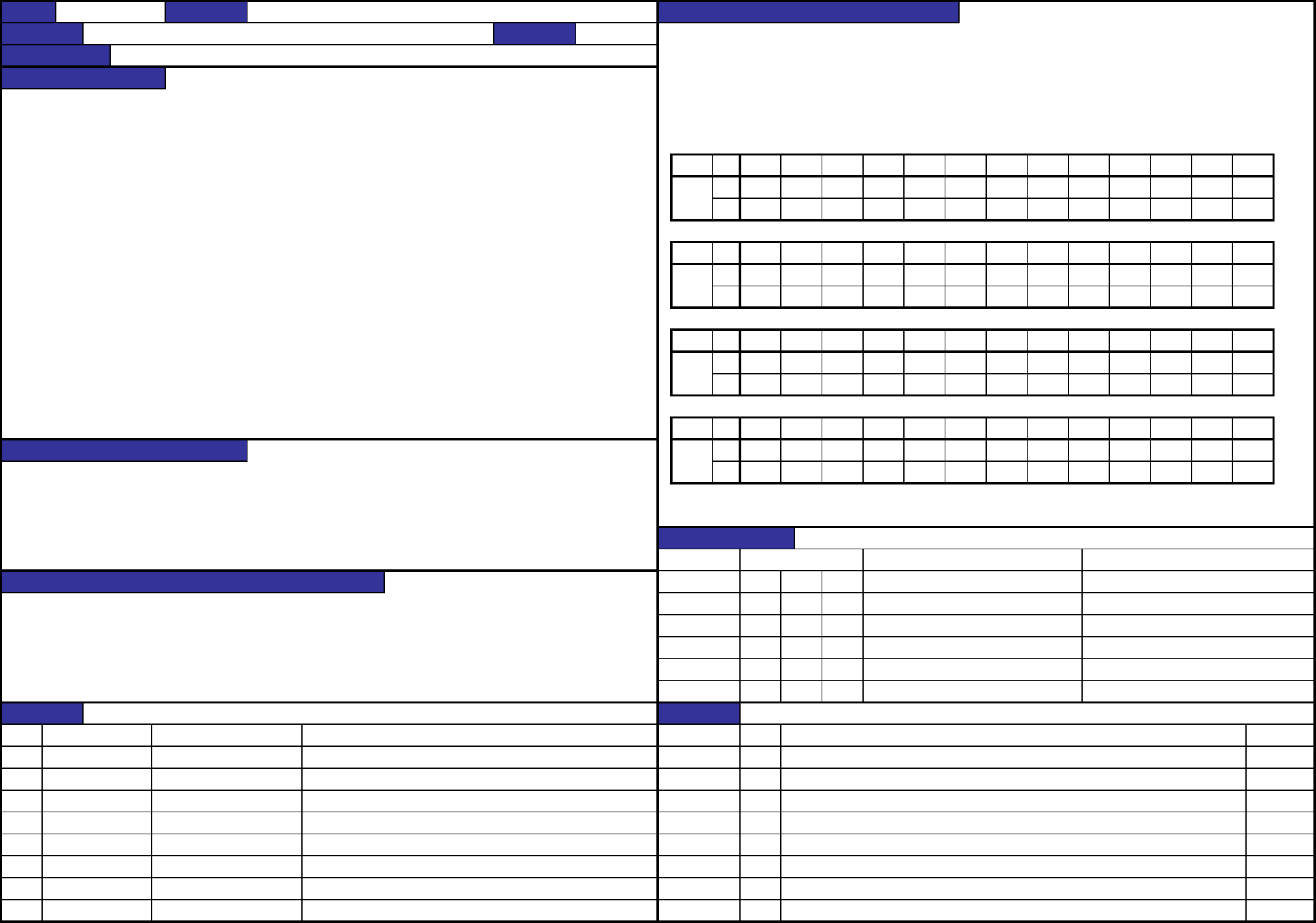
8 9 10 11 12 132 3 4 5 6 7
153.9 165.9
Y 0 0 0 0 0 0
69.9 81.9 93.9 105.9 117.9 129.9X 21.9 33.9 45.9 57.9
21 22 23 24 25 26
0
编号
14 15 16 17 18 19 20
0 0 0 0 0 0
PP
141.9
309.9 321.9
Y 0 0 0 0 0 0
225.9 237.9 249.9 261.9 273.9 285.9X 177.9 189.9 201.9 213.9
34 35 36 37 38 39
0
编号
27 28 29 30 31 32 33
0 0 0 0 0 0
PP
297.9
405.9 417.9 429.9 441.9X 333.9 345.9 357.9 369.9
Y 0 0 0 0 0 0
381.9 393.9
0
编号
40 41 42
右标记
0 0 0 0 0 0
PP
453.9 465.9 477.9
在功能中的作用(规格调整值的意义)
PP
X 489.9 501.9 513.9
Y 0 0 0 0
520
发生问题履历
日期
发生时间
内容
处理
C D E
预测问题(因规格调整值的不良所造成的问题)
C D E
C D E
C D E
D E
C D E
对象元件
变更履历
N
o
品种编号
品种名称
关联品质特性
日期
C
No
内容
负责人
1 40218905 BANK_ASM_J1_P12
6-1
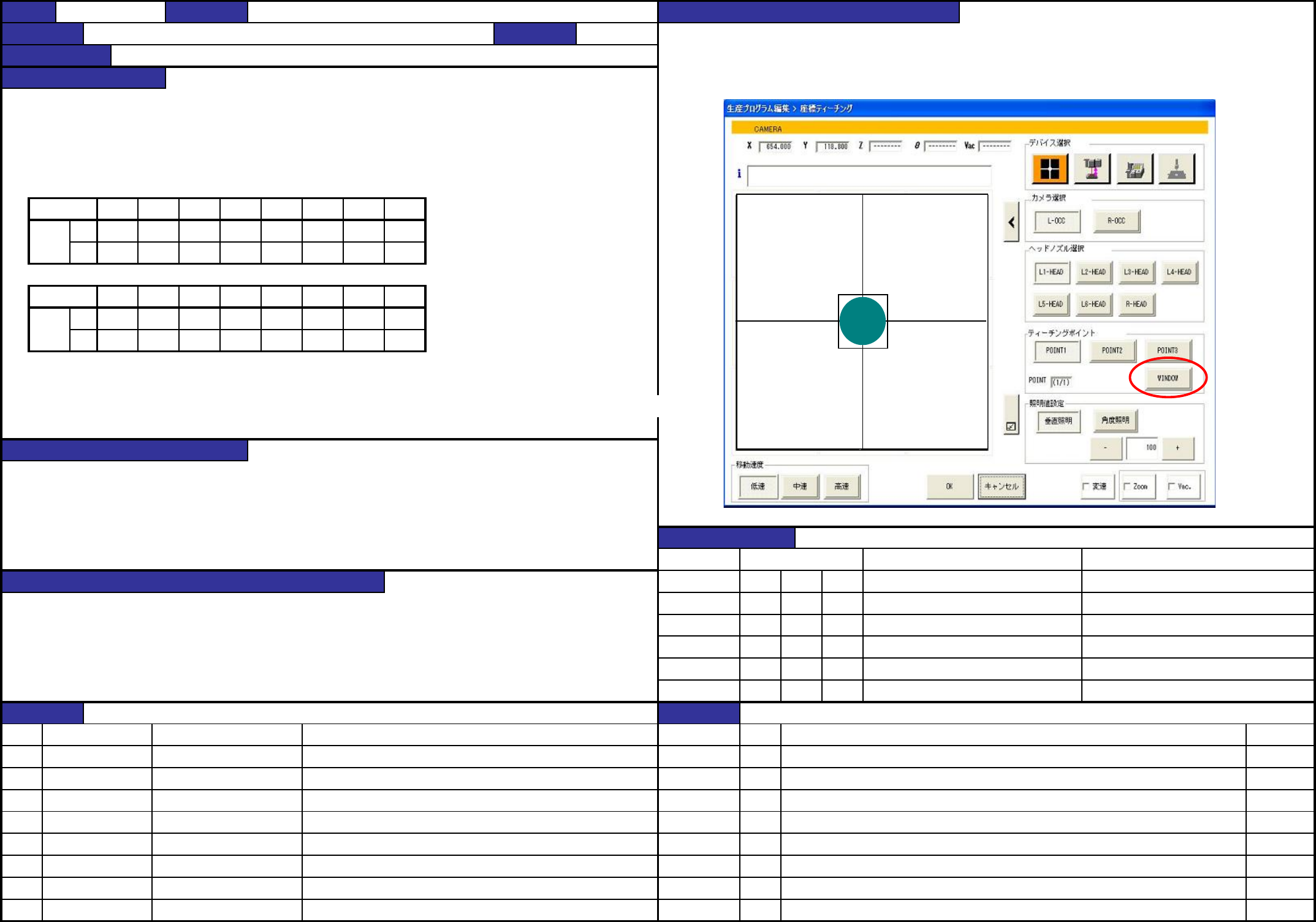
FA31906組付・調整要領書
・在
1
、
5
、
10
、
14
、
19
、
24
、
28
的坐标点安装治具供料器。
在
JM-50
的本体设置台架,测定治具供料器的
P
.
P
.,确认是否在规格值以内。
※在
P
.
P
.测定时的示教中,使用示教点『
WINDOW
』。(参照下图)。
通过治具供料器拾取坐标点(X、Y) : 相对于设计值±0.15mm
【设计值】
前部
后部
【操作注意事项】
※主台架获取补正值时,应根据机器的规格获取。
(如果为一次性更换台车规格,主台架获取补正值也使用一次性更换台车,如果为固定台架规格,则由固定台架获取补正值。)
主台架获取补正值时,以及对量产台架进行吸取位置示教时,请务必确认可以识别台架的左标记。
使吸取位置稳定化
提高同时吸取率
带式供料器的吸取位置偏移
同时吸取率的下降
N
o
.
3
确认方法及调整方法(问题的处理方法)
功能名称
12mm
间距台架吸取位置精度
制作日
2021/4/6
QA
表
N
o
.
品质保证区分
■功能・安全性 / ■可靠性 / □安全性 / □商品图像
品质特征
(
规格调整值)
坐标点
1 6 12
2
18 24 30
机种
JM-50
单元名称
台架
36 42
位置
X 4.9 64.9 136.9 208.9 280.9 352.9 424.9 496.9
Y 5 5 5 5 5 5 5 5
坐标点
1 6 12 18 24 30 36 42
5 5 5
在功能中的作用(规格调整值的意义)
发生问题履历
日期
发生时间
位置
X 4.9 280.9 352.9 424.9 496.9
Y 5 5 5 5 5
64.9 136.9 208.9
C D E
内容
处理
预测问题(因规格调整值的不良所造成的问题)
C D E
C D E
C D E
D E
C D E
对象元件
变更履历
N
o
品种编号
品种名称
关联品质特性
日期
C
No
内容
负责人
1 40218905 BANK_ASM_J1_P12
6-2