JM-50_QA表.pdf - 第67页
1. 在三维测定器上安装台架。以台架定位针 A 的中心为原点,以其连接台架定位针 B 的中心的线为 X 轴。 与 X 轴在原点直交的线为 Y 轴,设定坐标。 2. 使用 1 个治具供料器按照顺序依次设置在各位置共 28 处,对以左台架标记为基准的 P.P 位置实施测定。 ①左台架标记位置 3. 将左右的台架标记调整至①③的位置。 Y 测定值 (MAX+MIN)/2±0.010 4. 将测定值与以下所示的 P.P 设计值进行比较,确认是否…
FA31906組付・調整要領書
・在
1
、
5
、
10
、
14
、
19
、
24
、
28
的坐标点安装治具供料器。
在
JM-50
的本体设置台架,测定治具供料器的
P
.
P
.,确认是否在规格值以内。
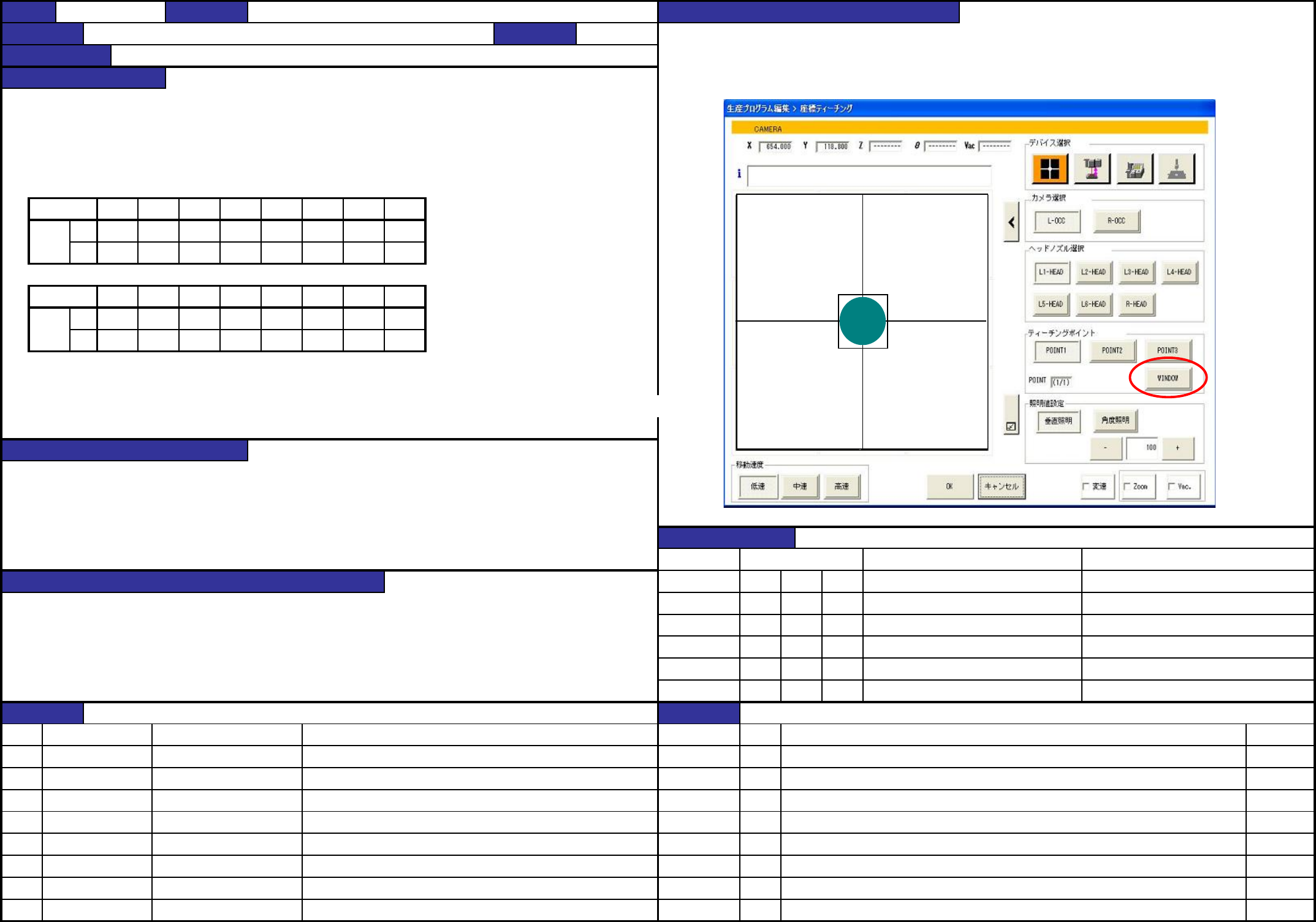
※在
P
.
P
.测定时的示教中,使用示教点『
WINDOW
』。(参照下图)。
通过治具供料器拾取坐标点(X、Y) : 相对于设计值±0.15mm
【设计值】
前部
后部
【操作注意事项】
※主台架获取补正值时,应根据机器的规格获取。
(如果为一次性更换台车规格,主台架获取补正值也使用一次性更换台车,如果为固定台架规格,则由固定台架获取补正值。)
主台架获取补正值时,以及对量产台架进行吸取位置示教时,请务必确认可以识别台架的左标记。
使吸取位置稳定化
提高同时吸取率
带式供料器的吸取位置偏移
同时吸取率的下降
N
o
.
3
确认方法及调整方法(问题的处理方法)
功能名称
12mm
间距台架吸取位置精度
制作日
2021/4/6
QA
表
N
o
.
品质保证区分
■功能・安全性 / ■可靠性 / □安全性 / □商品图像
品质特征
(
规格调整值)
坐标点
1 6 12
2
18 24 30
机种
JM-50
单元名称
台架
36 42
位置
X 4.9 64.9 136.9 208.9 280.9 352.9 424.9 496.9
Y 5 5 5 5 5 5 5 5
坐标点
1 6 12 18 24 30 36 42
5 5 5
在功能中的作用(规格调整值的意义)
发生问题履历
日期
发生时间
位置
X 4.9 280.9 352.9 424.9 496.9
Y 5 5 5 5 5
64.9 136.9 208.9
C D E
内容
处理
预测问题(因规格调整值的不良所造成的问题)
C D E
C D E
C D E
D E
C D E
对象元件
变更履历
N
o
品种编号
品种名称
关联品质特性
日期
C
No
内容
负责人
1 40218905 BANK_ASM_J1_P12
6-2
1. 在三维测定器上安装台架。以台架定位针A的中心为原点,以其连接台架定位针B的中心的线为X轴。
与X轴在原点直交的线为Y轴,设定坐标。
2. 使用1个治具供料器按照顺序依次设置在各位置共28处,对以左台架标记为基准的P.P位置实施测定。
①左台架标记位置
3. 将左右的台架标记调整至①③的位置。
Y 测定值
(MAX+MIN)/2±0.010
4. 将测定值与以下所示的P.P设计值进行比较,确认是否满足品质特性(规格调整值)①②③。
② 左台架标记基准下的治具供料器的P.P位置:相对于设计值
XY 测定值 ±0.10mm以内
③右台架标记位置
相对于左标记的XY
测定值
±0.005mm
以内
上述为台架标记调整专用治具(3维测定器)上进行调整的台架单体规格。
出库检查
:①②③
提高同时吸取率,并实现稳定化。
因台架标记识别精度不良造成的元件吸取位置偏移。
3
1 40207387 BANK_ASM_J1
2
C D E
对象元件
变更履历
N
o
品种编号
品种名称
关联品质特性
日期
No
内容
负责人
C D E
C D E
C D E
C D E
内容
处理
预测问题(因规格调整值的不良所造成的问题)
C D E
在功能中的作用(规格调整值的意义)
发生问题履历
编号
PP
X
Y
日期
发生时间
14 15 16
21.9
0
确认方法及调整方法(问题的处理方法)
功能名称
18mm
间距台架安装精度
制作日
2018/3/20
QA
表
品质保证区分
■功能・安全性 / ■可靠性 / □安全性 / □商品图像
品质特征
(
规格调整值)
机种
JM-100
单元名称
台架
1 2
111.9
0
7
129.9
0
39.9
0
3
57.9
0
4
75.9
0
5
17
12
219.9
0
13
237.9
0
10
183.9
0
11
201.9
0
8
147.9
0
9
165.9
0
93.9
0
2019
6
381.9 399.9 417.9 435.9 453.9 471.9
26
PP
X 255.9 273.9 291.9 309.9 327.9 345.9 363.9
18 21 22 23 24 25
编号
0 0
编号
27 28
右标记
0 0 0 0 0 0Y 0 0 0 0 0
PP
X 489.9 507.9 520
Y 0 0 0
6-3
・在
1
、
5
、
10
、
14
、
19
、
24
、
28
的坐标点安装治具供料器。
在
JM-50
的本体设置台架,测定治具供料器的
P
.
P
.,确认是否在规格值以内。
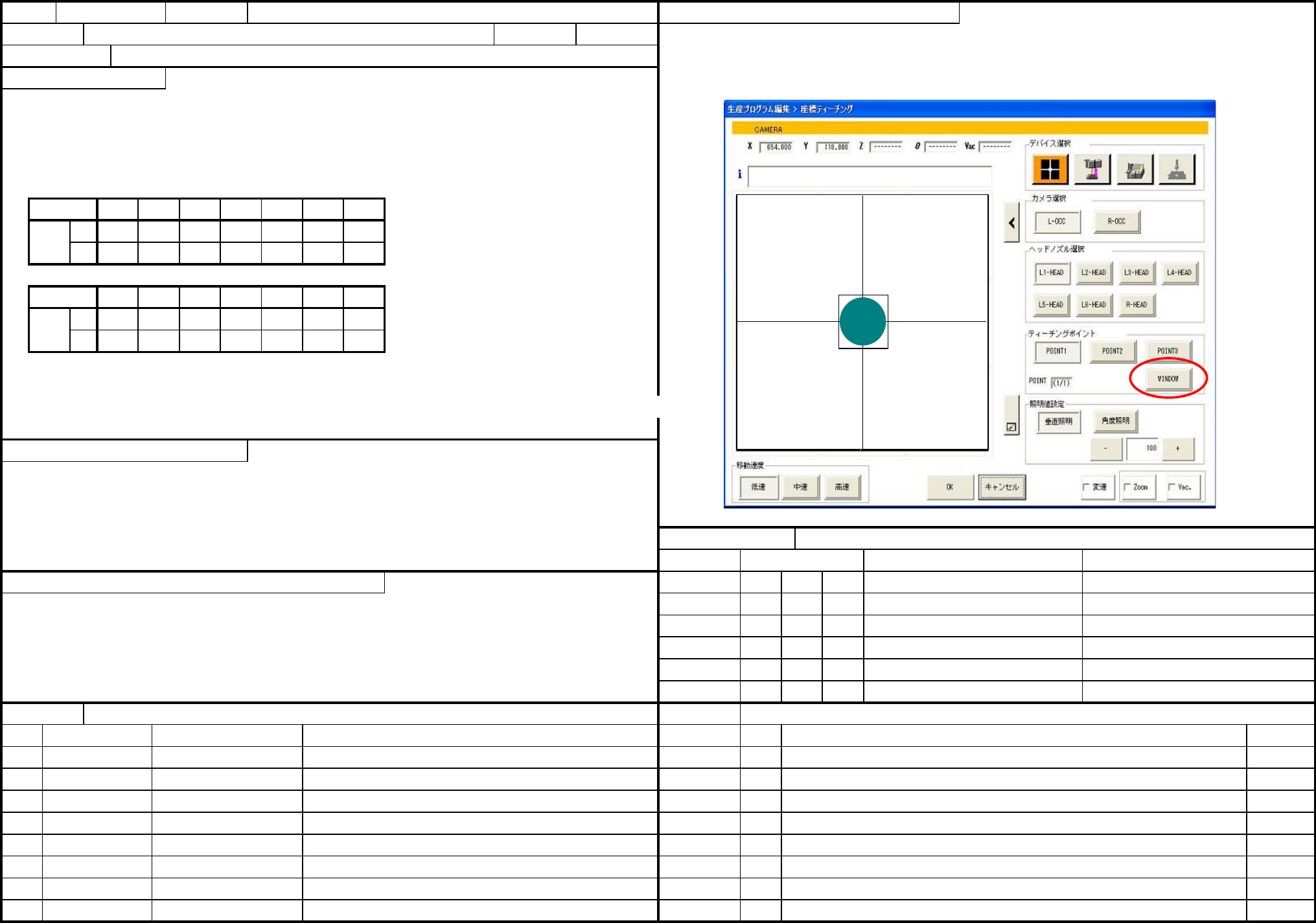
※在
P
.
P
.测定时的示教中,使用示教点『
WINDOW
』。(参照下图)。
通过治具供料器拾取坐标点(X、Y) : 相对于设计值±0.15mm
【设计值】
前部
后部
【操作注意事项】
※主台架获取补正值时,应根据机器的规格获取。
(如果为一次性更换台车规格,主台架获取补正值也使用一次性更换台车,如果为固定台架规格,则由固定台架获取补正值。
)
主台架获取补正值时,以及对量产台架进行吸取位置示教时,请务必确认可以识别台架的左标记。
使吸取位置稳定化
提高同时吸取率
带式供料器的吸取位置偏移
同时吸取率的下降
2
3
负责人
1 40207387 BANK_ASM_J1
对象元件 变更履历
N
o
品种编号
品种名称
关联品质特性
日期
No
内容
C D E
C D E
C D E
C D E
预测问题(因规格调整值的不良所造成的问题)
C D E
C D E
在功能中的作用(
规格调整值的意义)
发生问题履历
日期
发生时间
14 19 24
内容
处理
10
4.9 76.9 166.9
坐标点
0 0 0 0 0 0 0
238.9 328.9 418.9
机种
JM-100
单元名称
台架
确
认方法及调整方法(问题的处理方法)
品
质保证区分
■功能・安全性 / ■可靠性 / □安全性 / □商品图像
品质特征
(
规格调整值)
QA
表
功能名称
18mm
间距台架吸取位置精度
制作日
2018/3/20
490.9
5 5 5 5 5 5
28
位置
X
Y
1 5
坐标点
1 5 10 14 19 24 28
5
328.9 418.9 490.9
Y
位置
X 4.9 76.9 166.9 238.9
6-4