QP341 351E规格书.pdf - 第19页
6.1.8 Automatic Tape Cutter (Optional) The automatic tape cutter is attached to an MFU-6E/PFU-3E or the fixed supply side of the machine, and is used to cut off the waste tape when it reaches a given length. If the tape …
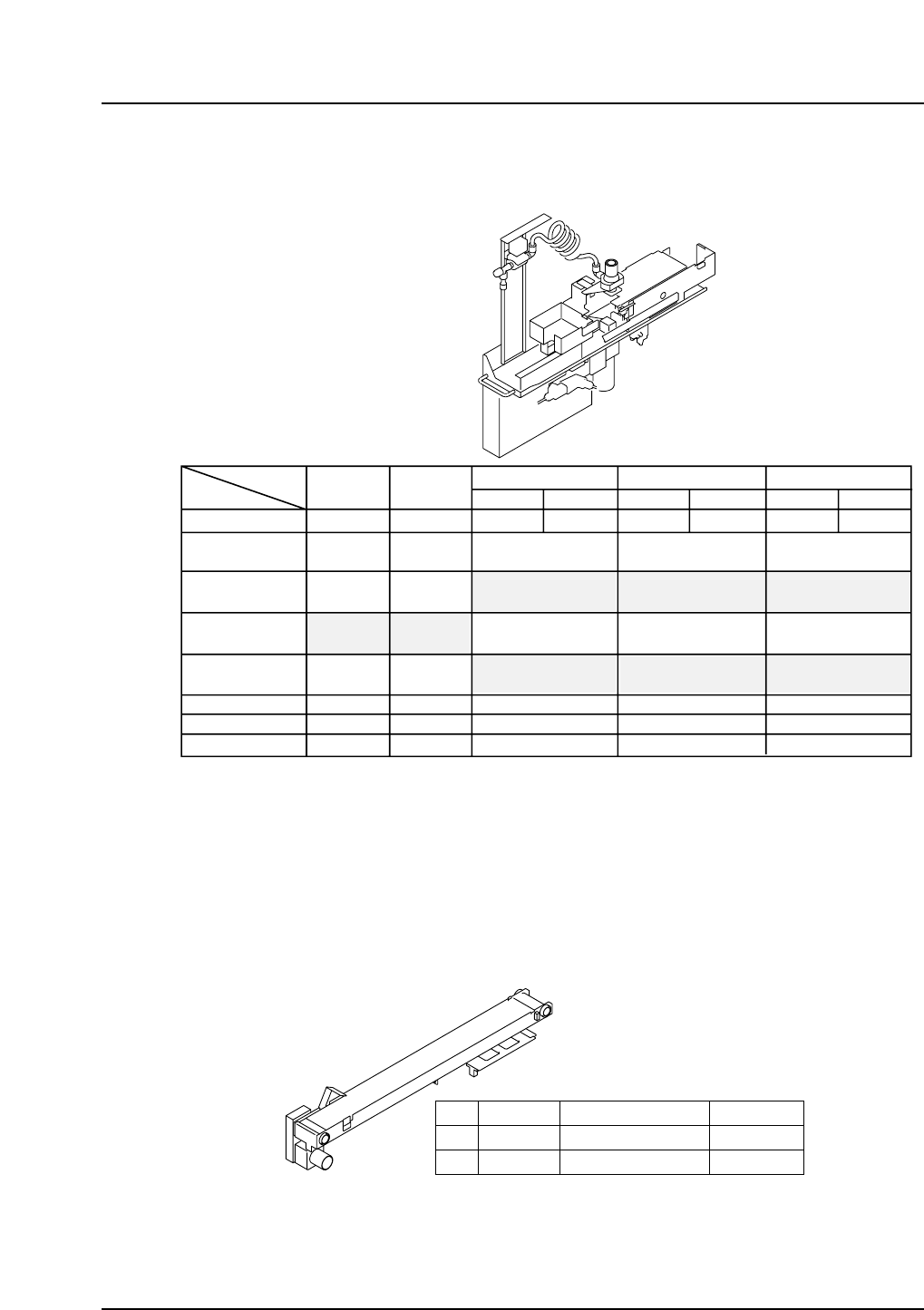
6.1.6 Single Tray Unit (STU-1/2) (Optional) (Under Development)
A Single Tray Unit is mounted on an MFU-6E or PFU-3E to supply tray parts.
The STU requires a separate air and power supply.
#1: Attached at the front side on the QP-341E.
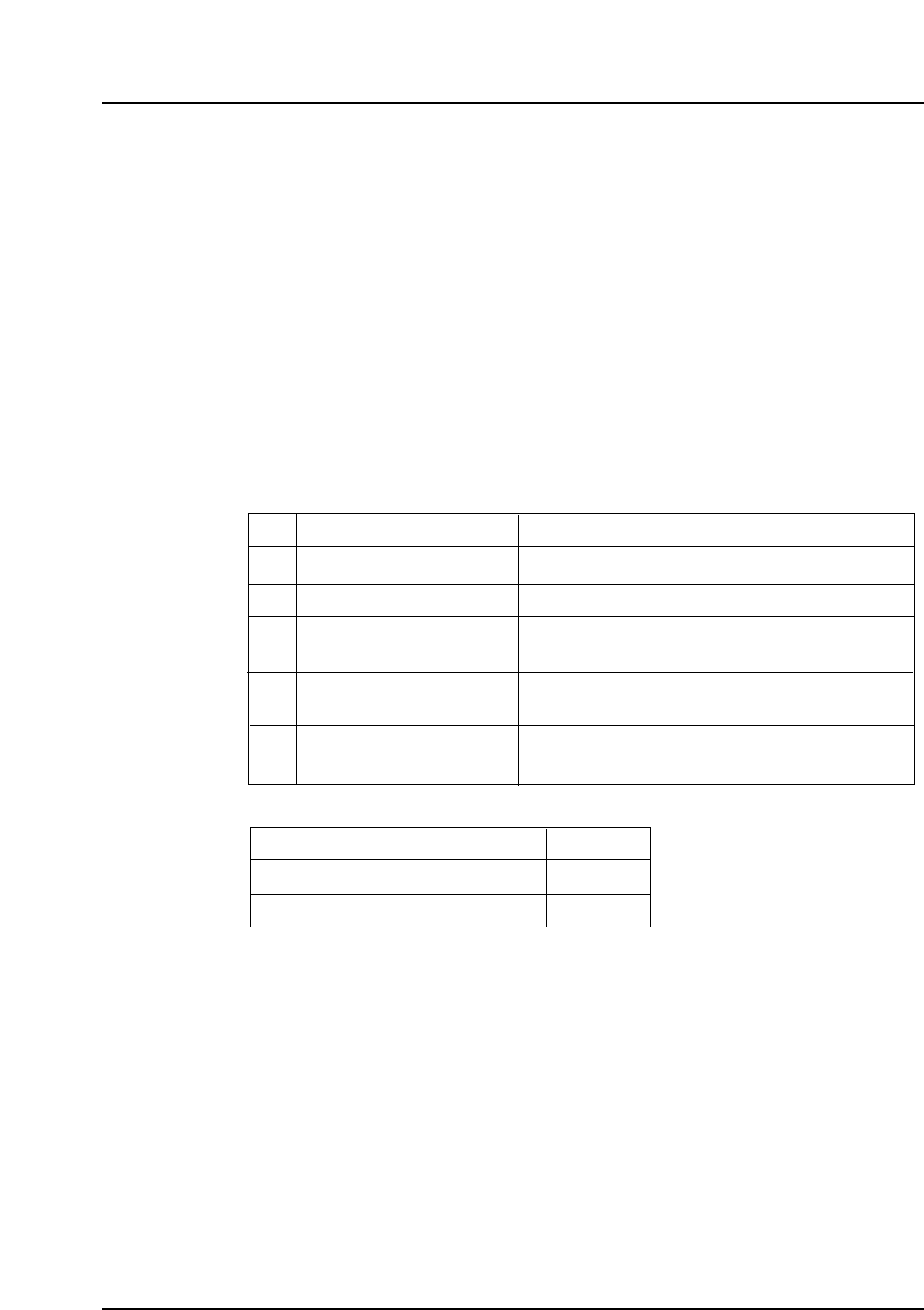
6.1.7 Reject Parts Conveyor (Optional)
A reject parts conveyor is installed on MFU-6E or PFU-3E. (It can also be
installed at QP-341E fixed side.) Two models of conveyor are available: MFU-6E
type and PFU-3E type. Select an M or L size unit depending on the parts being
handled.
QP3S024
Size
M
L
Belt width
33.4 mm
78.0 mm
Part size
27 x 27 – 31 x 31 mm
74 x 74 mm
Feeder slots
3
7 (6)*
* The value in parentheses indicates the number of slots taken up if a reject parts
conveyor is used with an STU.
QP3S022
Supply unit
Tray size (mm)
Tray stack
height (mm)
Stack number
Empty tray
weight (g)
Slots occupied
Max. no. of units
Machine side
STU-1
MFU-6E
100 x 150 to
150 x 330
4 to 50
Up to 240
9
2
Rear
STU-2
MFU-6E
50 x 50 to
102 x 102
4 to 50
Up to 240
7
3
Rear
STU-4
MFU-6E
STU-7
MFU-3E
2-inch tray
50.8 x 50.8
50
4
6
Front/rear
STU-5
MFU-6E
STU-8
PFU-3E
4-inch tray
101.6 x 101.6
25
7
3
Rear
STU-6
MFU-6E
STU-9
PFU-3E
JEDEC tray
135.9 x 322.6
40 (thin)
25 (thick)
9
2
Rear
#1
#1
– 15 – QP-341E-MM/QP-351-MM Specifications
Preliminary (January 10, 2000)
6.1.8 Automatic Tape Cutter (Optional)
The automatic tape cutter is attached to an MFU-6E/PFU-3E or the fixed supply
side of the machine, and is used to cut off the waste tape when it reaches a given
length. If the tape cutter is attached to the fixed supply side, it must be installed
when the machine is built.
6.1.9 Tray Removal Confirmation (MTU-9E) (Optional)
A sensor is used to detect the presence of empty trays. This function is used to
prevent a wrongly removed tray from causing damage to the machine.
6.1.10 Area Sensor (Optional)
An area sensor is used to increase the safety of the MTU-8E/9E during automatic
operation.
6.1.11 Side Covers (Optional)
The covers available are detailed in the table below.
6.1.12 Smoke Colored Acryl Covers (Optional)
The brown acryl covers on the doors and fences can be replaced by smoke
colored covers.
B
C
D
E
F
Fixed type
Sliding-door type
Sliding-door type
(with safety switch)
Sliding-door type (partitioning)
Cannot be removed in multiunit setup.
Can be opened for easy maintenance in multiunit setup.
Can be opened without removal of screws to enable
easy maintenance on machines equipped with MTUs.
Same as C, but transparent. Attached to left side in
multiunit setup.
No cover fitted Can only be specified for the right side in multiunit setup.
Cover type DescriptionCode
Stand-alone or multiunit
Multiunit C, E
B, C, D
B, C, D
Left side Right sideSetup
F
Side cover configurations are shown in the table below.
QP3S044
– 16 – QP-341E-MM/QP-351-MM Specifications
Preliminary (January 10, 2000)

6.1.13 Lead Coplanarity Check (Optional) (Under Development)
• A laser lead locator (LLL) is used to scan the leads of a part to ensure none
are bent up or down.
• Compliant with JEDEC specifications.
• Supported parts:
• Parts with leads on all four sides (QFPs, VQFPs)
• Parts with leads on two sides (SOICs, VSOPs, TSOPs)
To enable use of the coplanarity check, the distance between the edge
of the nozzle (when holding a part) to the tip of the leads must be at
least 3 mm.
• Accuracy: ±0.01 mm
• Specifiable tolerance range: 20 – 3000 µm
• Measurement time (208 leads): Approx. 3.5 sec. /four sides
6.1.14 Placing Pressure Control (Optional) (Under Development)
The amount of pressure applied to parts when they are placed is controlled by
detecting the point at which the nozzle begins to apply pressure to the part, and
controlling the amount of down stroke from this position.
The amount of pressure for each part type is specified in part data.
Controllable pressure range: 120 gf – 1200 gf
Input units: 1 gf
Tolerance: ±20 g (for pressure of ≤ 250 gf)
±5 % (for pressure of > 250 gf)
Notes: Use of placing pressure control for flip chips and CSPs is under development.
Placing pressure control at less than 120 gf is under development.
6.1.15 Parts Confirmation Sensor (Optional) (Under Development)
A sensor is attached to the placing head to confirm that a part is being held by
the nozzle after pick up, and that the part is not present on the nozzle after
placement.
6.1.16 Insertion Control Placing (Pending) (Optional)
The torque limit of the motor is controlled to allow the insertion of parts such as
connectors. Pressure of up to 10 Kgf can be applied.
6.1.17 Vacuum Back-up Pins (Optional)
Four hollow pins with vacuum pads on top are used to support the board during
production.
– 17 – QP-341E-MM/QP-351-MM Specifications
Preliminary (January 10, 2000)