RS-1_FCS使用说明书.pdf - 第44页
FCS 使用说明书 36 角度 偏移量取得的对象贴片头 所在站台的 基板 未 夹紧 时,显示下图 [ 基板 传送 ] 画面。 图 2-22 基板搬送画面 基板 夹紧后, OCC 移动至在元件 吸取 坐标所指定的位置, 进行 视图 识别。 不能 识别时报错, 进行 示教 后, 按下 [ 重夹 ] 按钮。 可以 识别 时,按照顺序取得从对 象贴片头 1 轴至 8 轴的 角度 偏移量。 根据识别结 果 计算出的 偏移量值 可以在 [ 贴 片综…
FCS使用说明书
35
2-2-7 取得角度偏移量
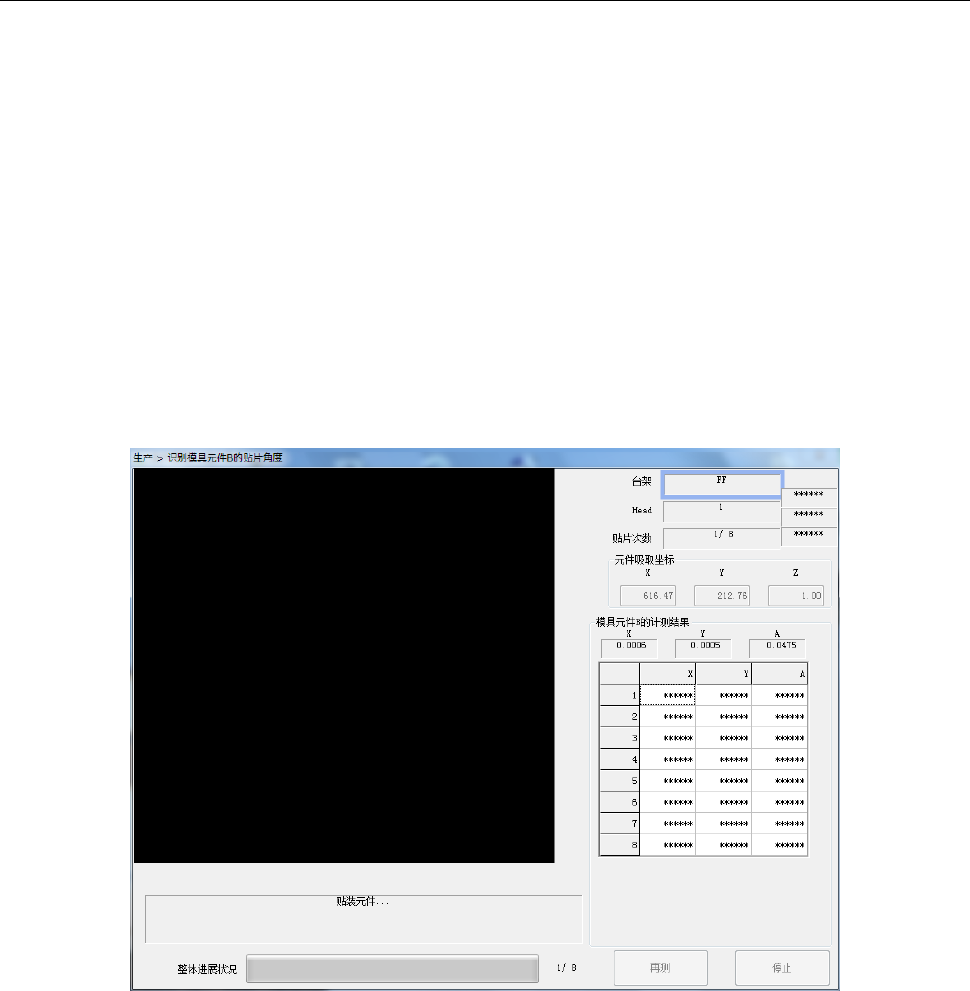
角度偏移量,通过 OCC 识别 FCS 模具芯片 B,当识别结果没有问题时,由对象贴片头进行吸取、贴片,
并再次由 OCC 实施识别。
[1 轴的动作]
① 识别基板上的 FCS 模具芯片 B (后面 OCC)
② 吸取
③ 重置贴片
④ 吸取
⑤ 旋转至贴片角度
⑥ 贴片
⑦ 偏差量的识别(后面 OCC)
之后,重复④~⑦( 0,90,180,270 共计 4 次)。
取得角度偏移量,在 [FCS 设定] 画面,勾选了[角度贴片综合偏移量] 的 [实施角度调整] 或者[初始化后,
调整执行角度] 中的任何一个状态下,按下[执行调整生产] 按钮,即开始执行取得动作。
图
2-21 FCS
模具芯片
B
贴片角度识别画面
FCS使用说明书
36
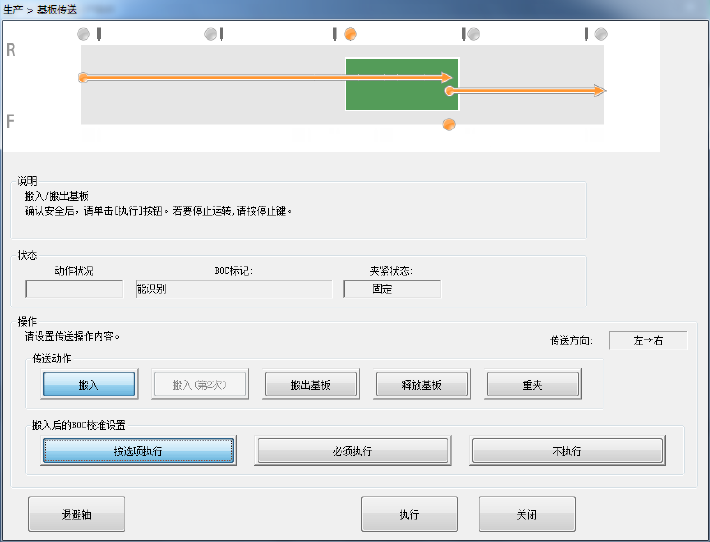
角度偏移量取得的对象贴片头所在站台的基板未夹紧时,显示下图[基板传送] 画面。
图
2-22
基板搬送画面
基板夹紧后, OCC 移动至在元件吸取坐标所指定的位置,进行视图识别。不能识别时报错,进行示教后,
按下[重夹] 按钮。可以识别时,按照顺序取得从对象贴片头 1 轴至 8 轴的角度偏移量。
根据识别结果计算出的偏移量值可以在 [贴片综合偏移量输出] 画面进行确认,也可以在[贴片综合偏移量
输出] 画面,实施 MS 参数控制数据文件的更新。
(请参照「2.2.5 识别结果显示(激光)2.2.6 识别结果显示(视图)」)
●实施示教时的注意点
实施示教时,请点击[ 元件吸取坐标 ]的编辑器。
在未选择编辑器的状态时,即使选择了示教按钮,示教画面也不启动。
・ 执行 XY 示教时
在选择了[ X ]或者[ Y ]编辑器的状态下,请选择[ 示教 ]按钮。
按照 OCC 基准启动示教画面。
・ 实施 Z 示教时
在选择了[ Z ]编辑器状态下,请选择[ 示教 ]按钮。
按照 HMS 基准启动示教画面。
FCS使用说明书
37
2-2-8 确认测量结果
结束 FCS 生产(测量)后,确认测量结果。
确认的结果,可作为判断是否需要调整的参考数据。
<激光定心时>
请确认所有 Head 的 3σ值 (X、Y、A)。
所有 Head 的 CPK 值如果在《表 2-14 贴装精度的判定值》的判定值以上,可判断为贴装精度良好。
如果所有 Head 的 CPK 值在判定值以下时,则请擦干净 FCS 模具芯片 B、吸嘴 (7506)、模具基板
等后,再次执行精度确认。
如果再次确认的结果 CPK 值仍不在判定值以上时,请执行激光精度调整 (重新取得贴片综合偏移量)。
表 2-14 贴装精度判定值(激光定心、确认精度参考值)*(注 1)
0603C 芯片 FCS 模具芯片 B
XY(3σ)*(注 2)
0.050[mm]以下 0.050[mm]以下
θ(3σ) *(注 2)
2.500[°]以下 0.300[°]以下
XY(CPK)
1. 00 以上
θ(3σ)
1.00 以下
<视图定心时>
视图定心时,要确认各 Head 的最大/最小值(X、Y、A)。
如果最大、最小值在《表 2-15 贴装精度的判定值(视图定心、确认精度参考值)》范围内时,可判
断为贴装精度良好。
如果最大、最小值为超出判定值范围时,请擦干净校准片 G、吸嘴(7508) 、模具基板、VCS 玻璃罩
等,再次确认精度。
若再次确认的结果仍超出最大、最小值的有效范围时,请执行 VCS 的[调整精度](重新取得贴片综合
偏移量)。
表 2-15 贴装精度的判定值(视图定心、确认精度参考值) *(注 1)
XY(最大~最小值) -0.030~0.030[mm]
θ(最大~最小值) -0.200~0.200[°]
注1) 不包括单头的精度。
注2)
3σ值为参考值。