00196974-04-BA-SX12-V2-DA.pdf - 第134页
3 Tekniske data og konstruktionsgrupper Betjeningsvejledning SIPLACE SX1/SX2 3.7 PCB-transportsystem Fra softwa rev ersion SR.706.1 SP1 Udgave 10/2014 DA 134 3.7.3.4 T ransportmåde synkron I den synkro ne drift bringes t…
Betjeningsvejledning SIPLACE SX1/SX2 3 Tekniske data og konstruktionsgrupper
Fra softwareversion SR.706.1 SP1 Udgave 10/2014 DA 3.7 PCB-transportsystem
133
3.7.3.3 Transportmåde asynkron
I asynkron drift bestykkes altid en printplade i et transportspor, mens et andet i det andet trans-
portspor køres i bestykningspositionen. Dermed spares hele transporttiden, hvilket fører til en
øget effektivitetsforbedring, specielt ved printplader med lille takttid.
Er maskinen forsynet med ordredata (bestykningsprogram, klargøring), transporteres - på ethvert
tidspunkt i bestykningsdriften - printpladerne, som står og venter på indgangsbåndene ind i det til
enhver tid gældende midterbånd (frit midterbånd). Bestykningsforløbet starter, så snart en print-
plade er blevet transporteret ind i det pågældende midterbånd. Printpladerne bestykkes en ad
gangen.
Afbrydes bestykningsforløbet, spærres transportgrænsefladen, og de printplader, der på dette
tidspunkt ligger i midterbåndene, bestykkes færdig.
På samme tid spærres eller frigives transportgrænsefladen for begge transportspor.
3
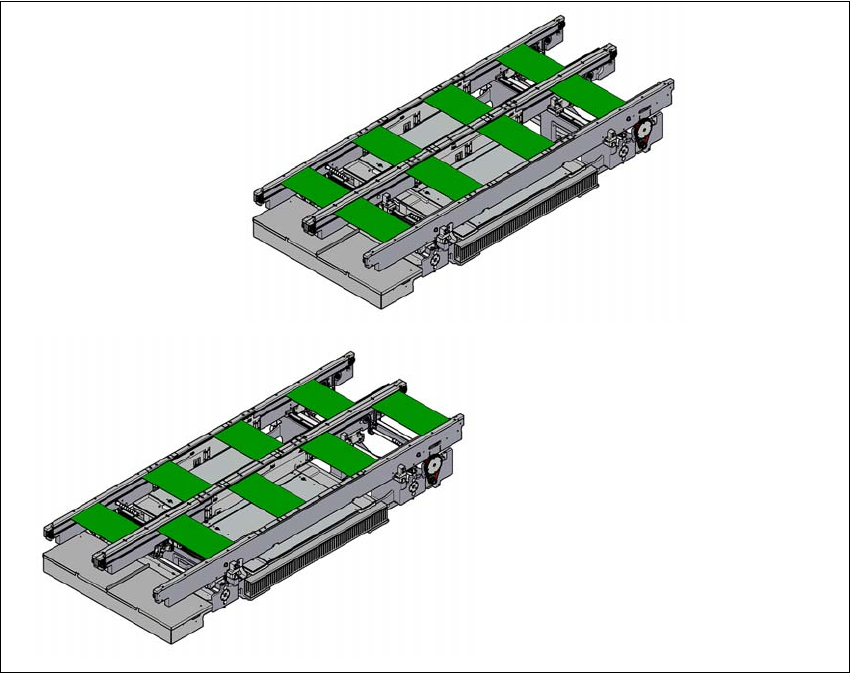
Fig. 3.7 - 4 Transportmåder
Transportmåde synkron
Transportmåde asynkron
3 Tekniske data og konstruktionsgrupper Betjeningsvejledning SIPLACE SX1/SX2
3.7 PCB-transportsystem Fra softwareversion SR.706.1 SP1 Udgave 10/2014 DA
134
3.7.3.4 Transportmåde synkron
I den synkrone drift bringes to printplader af samme størrelse i bestykningspositionen på samme
tid. De skal bearbejdes som fælles nytte.
Dette gør det muligt at bearbejde en printplades over- og underside i én linie. Den tid, der går til
printplade-transporten, reduceres, da der altid transporteres to printplader på samme tid. Des-
uden opnås en bedre udnyttelse af pipettekonfigurationen.
Printplader på transportsporene 1 og 2 bevæges synkront (dvs. at transportbåndene er uafhæn-
gige af hinanden, men styres synkront) på transportstrækningerne. Bestykningsindholdet for
transportspor 1 og 2 skal organiseres i en nytte via to enkelte koblinger.
Hvis kun det ene af transportsporene er optaget ved start af bestykningsprocessen, identificeres
denne transportstræknings enkeltkobling som "skal ikke bestykkes".
Under den synkrone drift af PCB-dobbelttransporten deaktiveres funktionen "PCB-datavideregi-
velse" (Whispering Down The Line). Funktionen "Globalt inkpunkt" er ikke tilladt.
3.7.3.5 I-Placement
Efter den synkrone og asynkrone transportmodus indførtes bestykningskonceptet "I-Placement".
Her arbejder begge bestykningshoveder i ét bestykningsområde samtidigt og bestykker hver en
printplade helt uafhængigt af hinanden. I normalmodus arbejder bestykningshovederne i alterne-
rende bestykningsmodus: mens bestykningshovedet bestykker en printplade i et bestykningsom-
råde, henter det andet bestykningshoved komponenter fra fødemodulerne. Med "I-Placement"
bortfalder disse ventetider for bestykningshovederne, hvilket medfører en stigning i bestyknings-
ydelsen.
3.7.4 Styring og breddeindstilling
3.7.4.1 Styring med enkeltfunktionsmenuen
Information om styring af PCB-transportsystemet og om enkeltfunktionsmenuen findes i online-
hjælpen.
3.7.4.2 Automatisk breddeindstilling
Transportbåndene indstilles til den nominelle bredde efter modtagelse af kommandoen. Ved dob-
belttransport er forskellige bredder mulige.
Detaljerede informationer vedr. omstilling af transportbredden fremgår af online-hjælpen.
Betjeningsvejledning SIPLACE SX1/SX2 3 Tekniske data og konstruktionsgrupper
Fra softwareversion SR.706.1 SP1 Udgave 10/2014 DA 3.7 PCB-transportsystem
135
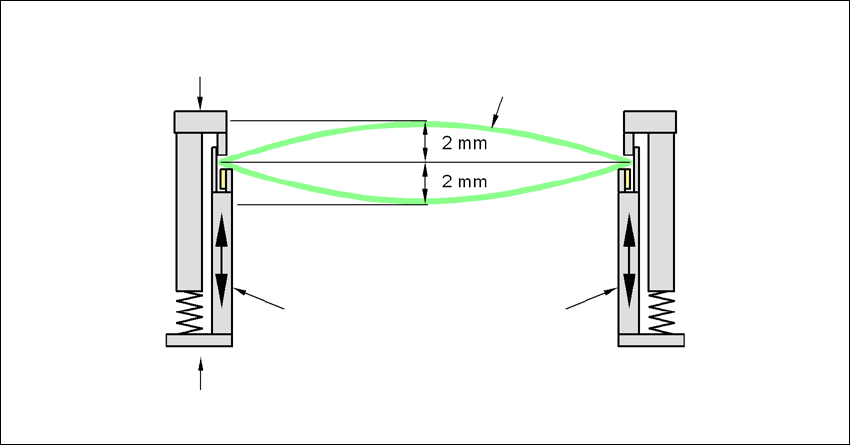
3.7.5 Definition af printplade-hvælving
3.7.5.1 PCB-hvælving under transporten
PCB-hvælving på tværs af transportretningen max. 1% af PCB-diagonalen, dog ikke mere end 2
mm
3
Fast klemkant
Bevægelig klemmekanisme
Printplade
Transportsidestykke