00192471-03.pdf - 第37页
User Manual SIPLAC E HS-50 1 Introduction Software Version SR.50x.xx 01/2006 US Edition 1.16 Overview of the modules - placement heads 37 1.16 O vervi ew of the mo dules - placement heads 1.16.1 Structure of the 12 -segm…
1 Introduction User Manual SIPLACE HS-50
1.15 Overview of the modules - gantries Software Version SR.50x.xx 01/2006 US Edition
36
The Y-axis essentially consists of the following main modules: 1
– Y-axis linear drive with permanent magnet (1) and adapter plate (2)
– Y-axis guide system
– Y-axis measuring system
1
The Y-axis is driven by a linear motor. The secondary part of the drive is made up of permanent
magnets and is mounted on the machine frame. The primary part is bolted to the gantry (adapter
plate). An anti-crash circuit prevents the traversing paths of the gantries meeting. 1
1.15.5 Technical data for the Y-axis
Drive Direct, linear motor
Maximum speed 2.5 m/sec.
Traversing path of the gantries. calculated
from the center of the machine:
Gantry 1 - 688.5 mm
Gantry 2 - 768.5 mm
Gantry 3 - 688.5 mm
Gantry 4 - 768.5 mm
Distance measuring system Metal linear scale
Scale length 1530 mm
Resolution 1 µm
User Manual SIPLACE HS-50 1 Introduction
Software Version SR.50x.xx 01/2006 US Edition 1.16 Overview of the modules - placement heads
37
1.16 Overview of the modules - placement heads
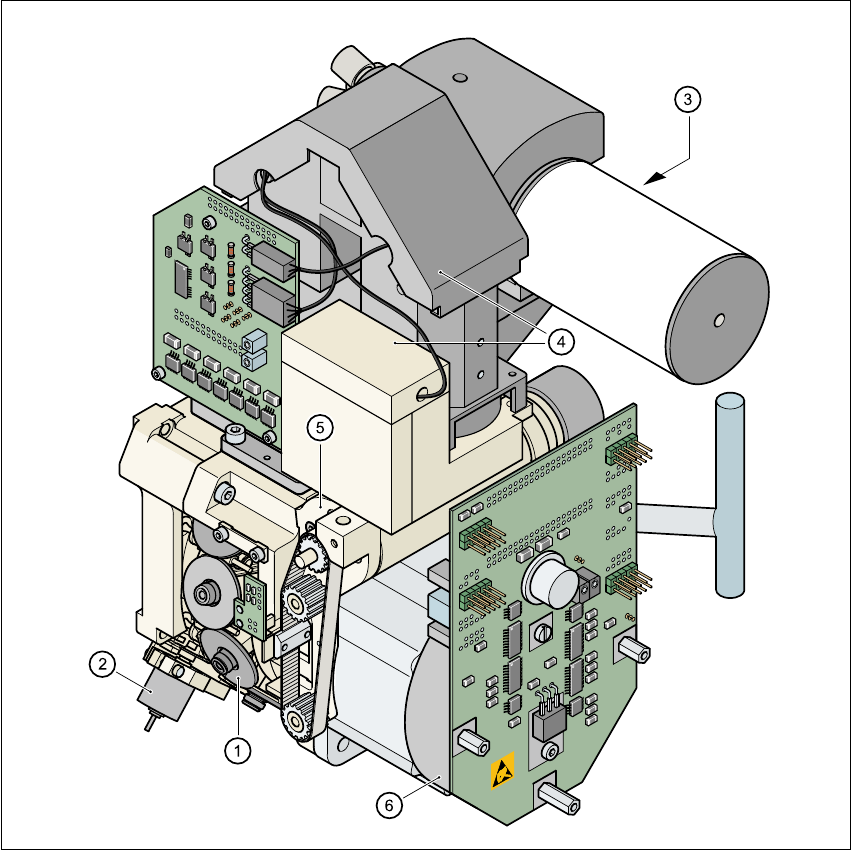
1.16.1 Structure of the 12-segment collect&place head
1
Fig. 1.16 - 1 Structure of the 12-segment collect&place head
1
1
(1) Star with 12 sleeves (2) Motor for "Reject" valve adjustment drive
(3) Turning station (4) Component vision module
(5) Z-axis drive (6) Star motor
1 Introduction User Manual SIPLACE HS-50
1.16 Overview of the modules - placement heads Software Version SR.50x.xx 01/2006 US Edition
38
All the components are inserted with the same cycle time. Before the component is inserted, it is
measured by the optoelectronic vision module. 1
– The component vision camera creates an image of the current component.
– The precise position of the component is also determined.
– The package form of the current component is compared against the programmed package
form in order to identify it. Any components that cannot be identified are rejected.
– The turning station turns the component to the required placement position.
1.16.2 Description of the 12-segment collect&place head
– The 12-segment collect&place head works using the "collect & place" principle, i.e. the com-
ponents are held by the nozzles with the aid of a vacuum and, after one complete pick-up cycle,
are placed gently and accurately on the PCB with the aid of forced air. The vacuum in the noz-
zles is also checked several times to determine whether the components were picked up and
set down correctly.
– The "adaptive" sensor stop mode of the z axis compensates for any irregularity of the PCB sur-
face when the components are set down.
– Defective components are rejected and are picked up again during a repair run.
1.16.3 Technical data - 12-segment collect&place head
1
Range of components 0402 to PLCC44, including BGA, µBGA, flip-chip,
TSOP, QFP, PLCC, SO to SO32, DRAM
Component specification
Max. height
Min. lead pitch
Min. bump pitch
Min. ball/bump diameter
Min. dimensions
Max. dimensions
Max. weight
6 mm
0.5 mm
0.35 mm
0.2 mm
0.5 mm x 1.0 mm
18.7 mm x 18.7 mm
2 g
Maximum stroke of the Z axis 16 mm
Programmable set-down force 2.4 to 5.0 N
Max. placement rate 12,500 components/h
Nozzle types 9xx
Angular accuracy ± 0.70° / 4 σ
Placement accuracy ± 90 µm / 4 σ