7710PDFA - 第114页
Test Research, Inc. 94 TR7500 SIII Series User G uide – Soft ware 圖 134 : Void 框參 數設定畫面 – Sim M ode 硬體設定: 相機:切換不同角度的 相機,可選 擇上、前、後 、左、右五個方向 。 。 燈光:選擇使用均勻光 、錫形燈源 、低角度燈源 或者白燈,預設為 錫形燈源 。 基本參數與其對應的合格 標準: 影像模式:權重法或色 …

Test Research, Inc.
TR7500 SIII Series User Guide – Software 93
- 區塊面積上限:設定區塊面積上限,單位為μm
2
,超過則不計算。若值小於下限面
值則預設為面積無上限。
- 區塊面積下限:設定區塊面積下限,單位為μm
2
,不足則不計算。
- 寬高比上限/下限:設定寬高比的上限與下限,只有寬高比介於此範圍內才列入計
算。最小需大於 1。
- 長度模式:計算區塊的長邊或短邊長度當檢測標準。
- 長度上限/下限:設定寬高比的上限與下限,只有長度介於此範圍內才列入計算。
- 檢查黑洞:表示在亮中找暗或在暗中找亮的區塊的功能,且該區塊必須被全部包圍。
圖 133:Void 框 Blob Mode –檢查黑洞
檢查兩者:可同時檢查門檻值內符合的區塊和門檻值以外被包圍的區塊。與焊盤連動
設定:
- 移動到焊盤尾端:當焊盤尾端間距設為 0 即表示貼齊焊盤的末端,增加焊盤尾端間
距即分開檢測框到焊盤尾端的距離
- 移動到焊盤的中心軸:移動檢測框到與 Lead 框所設定焊盤中心共水平/垂直位置。
- 限制在焊盤範圍內:限制檢測框落在 Lead 框所設定的焊盤的範圍內。
Sim Mode 的說明如下:
用途:用於錫型燈下的錫型分析,藉由加代料影像的方式教導程式好壞錫型的色彩/外觀差異,
再計算出相似度來判斷是否為瑕疵,來檢查元件的錫點空焊。
檢測原理:1.灰階模式:計算亮或暗區占整個檢測框的比例。
2.色彩模式:計算所選取的色彩占全部檢測框的比例。
參數畫面與說明:
Test Research, Inc.
94 TR7500 SIII Series User Guide – Software
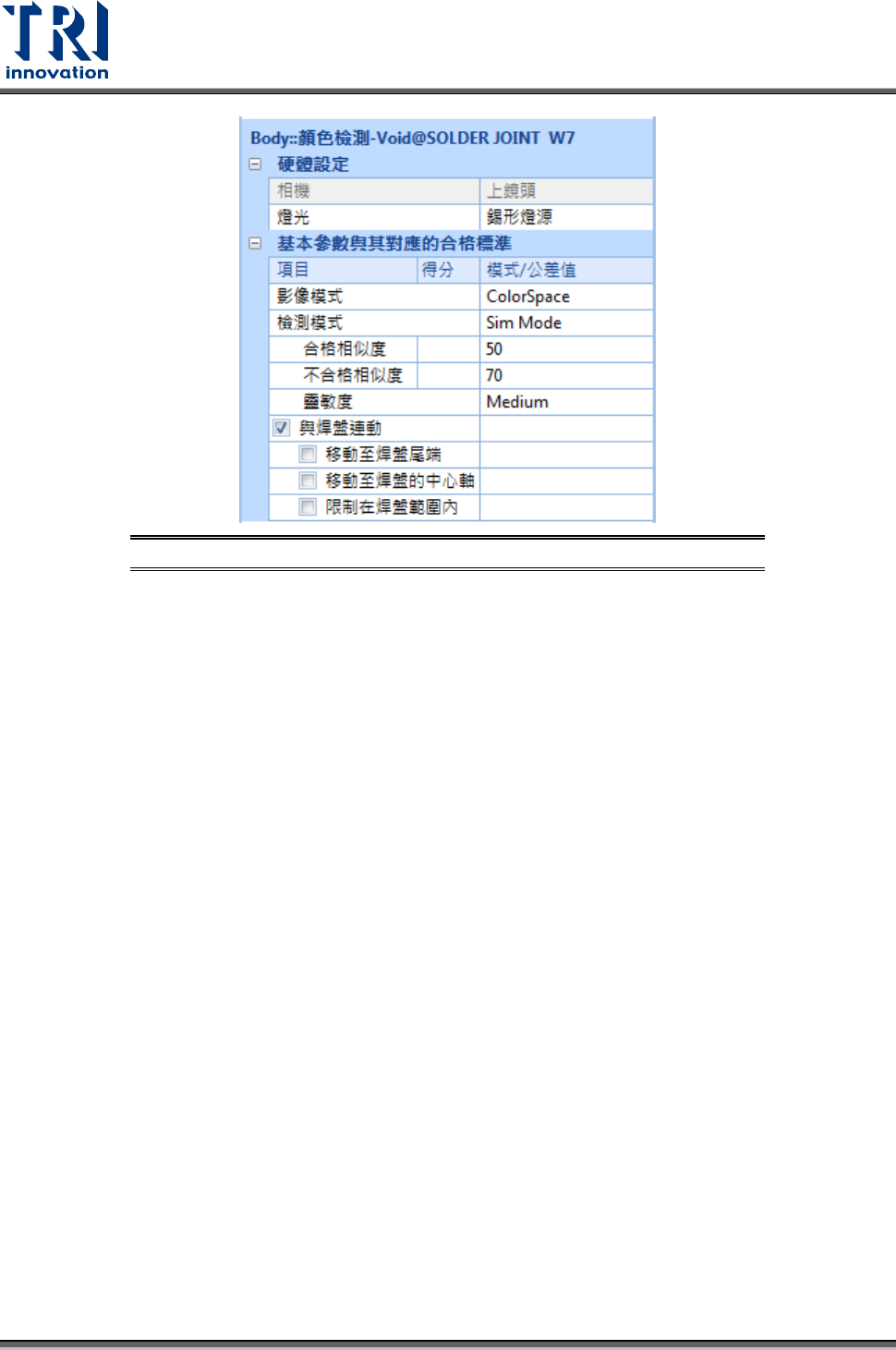
圖 134:Void 框參數設定畫面 – Sim Mode
硬體設定:
相機:切換不同角度的相機,可選擇上、前、後、左、右五個方向。。
燈光:選擇使用均勻光、錫形燈源、低角度燈源或者白燈,預設為錫形燈源。
基本參數與其對應的合格標準:
影像模式:權重法或色彩空間法,相關設定皆不影響比對的結果值。
合格相似度:與良品代料的比對相似度,大於設定值為 Pass。
不合格相似度:與不良品代料的比對相似度,大於設定值為 Fail,若不合格影像比對不
良則不做良品影像比對。
靈敏度:分為五種等級,敏感度越高,分數越容易因為外觀上的些微差異而降低。
與焊盤連動設定:
- 移動到焊盤尾端:當焊盤尾端間距設為 0 即表示貼齊焊盤的末端,增加焊盤尾端間
距即分開檢測框到焊盤尾端的距離
- 移動到焊盤的中心軸:移動檢測框到與 Lead 框所設定焊盤中心共水平/垂直位置。
- 限制在焊盤範圍內:限制檢測框落在 Lead 框所設定的焊盤的範圍內。
Test Research, Inc.
TR7500 SIII Series User Guide – Software 95
3.7.17 輪廓檢測(Contour)框
用途:用來檢測金手指上的缺陷。
檢測原理:利用影像教導的標準影像與代測物影像進行比對,找出待測影像的最大深度作為檢
測判斷依據,並將有瑕疵的部分標示於影像上。
參數畫面與說明:
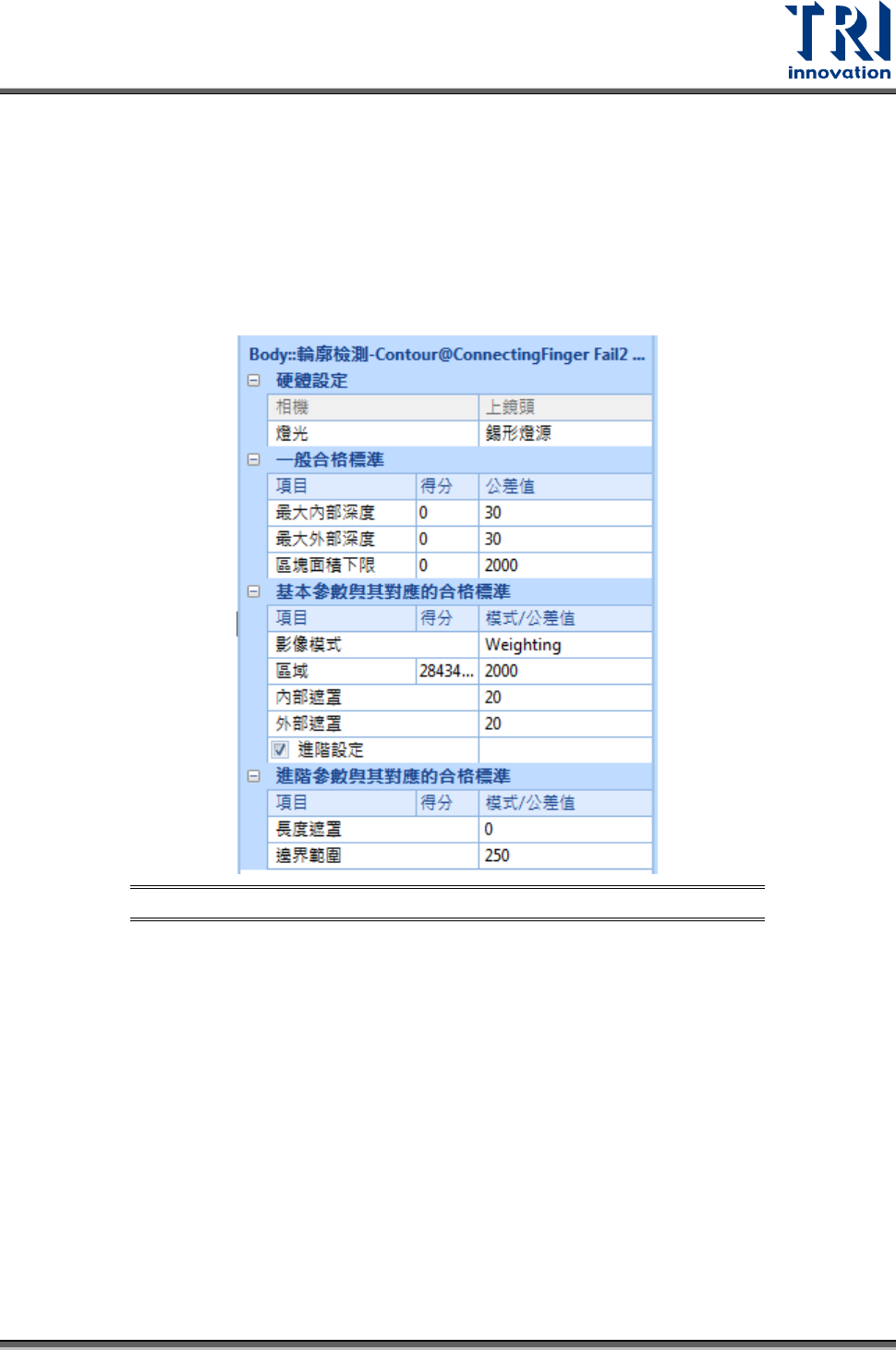
圖 135:輪廓檢測設定畫面
硬體:
相機:切換不同角度的相機,可選擇上、前、後、左、右五個方向。
燈光:選擇使用均勻光、錫形燈源、低角度燈源或者白燈,預設為錫形燈源。
一般合格標準:
最大內部深度:向內最大深度(預設 30μm)。
最大外部深度:向外最大深度(預設 30μm)。
區塊面積下限:濾除黑洞面積最小下限(預設 1000μm)。
影像模式:
影像模式:選擇影像的比對方式為權重法、色彩空間法或 RGB 法,預設為權重法。
區域:設定樣本面積的最小下限(預設 1000μm)。
內部遮罩:金手指邊緣向內的遮罩範圍(預設 20μm)。
外部遮罩:金手指邊緣向外的遮罩範圍(預設 20μm)。
進階設定:開啟進階設定項目。
進階參數與其相對應的合格標準: