7710PDFA - 第214页
Test Research, Inc. 194 TR7500 SIII Series Us er Guide – Sof tware 可程式控制器頁籤設定 – 運行模式 圖 291 :運行模式 介面 • 連線模式 :一般生產模式 ,可增加設定通過模式及 抽測模式。 • 通過模式 :不檢測直接通 過,當軌道使用。 • 抽測模式 :一般為產線生 產來不及檢測時可採取抽 測模式,可設定 通過幾片 、測試幾 片來減輕生產線負擔或 兩機台串連…
Test Research, Inc.
TR7500 SIII Series User Guide – Software 193
• 發送出板訊號到後站:此時機台判斷 Port2 黑綠線是否為短路訊號將板子送出。
• 發送檢測結果到後站:發送不良訊號到後站,可接紅藍訊號線分好壞板。
• 順時針運轉:測試皮帶順時針運轉狀況。
• 逆時針運轉:測試皮帶逆時針運轉狀況。
• 氣動式支撐銷:測試氣動式支撐銷運作是否正常,需安裝支撐銷模組且一般設定中支
撐銷裝置需勾選才有作用。
• 夾板:測試夾板功能。可輸入次數來測試夾板動作是否正常。
• 昇起右定位銷:測試右定位銷是否能正常昇起。
• 昇起左定位銷:測試左定位銷是否能正常昇起。
• 氣動式支撐銷:測試氣壓式支撐銷是否運作正常。
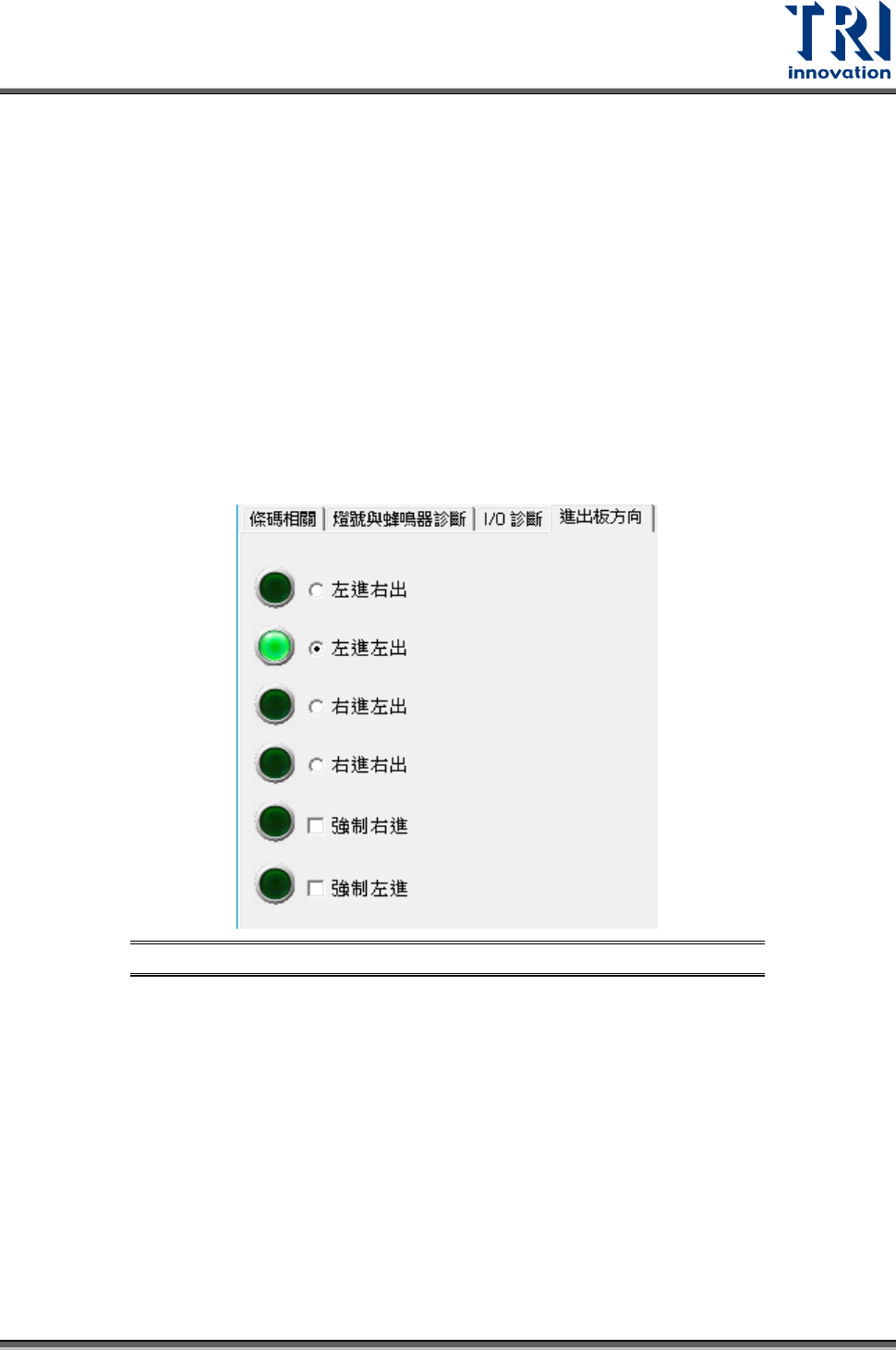
可程式控制器頁籤設定 – 進出板方向
可設定左進左出、左進右出、右進左出、右進右出、強制右進和強制左進。
備註:一般情況下請勿勾選強制右進或者強制左進,因為此兩個項目必須搭配定位銷的位
置使用。
圖 290:進出板方向介面
Test Research, Inc.
194 TR7500 SIII Series User Guide – Software
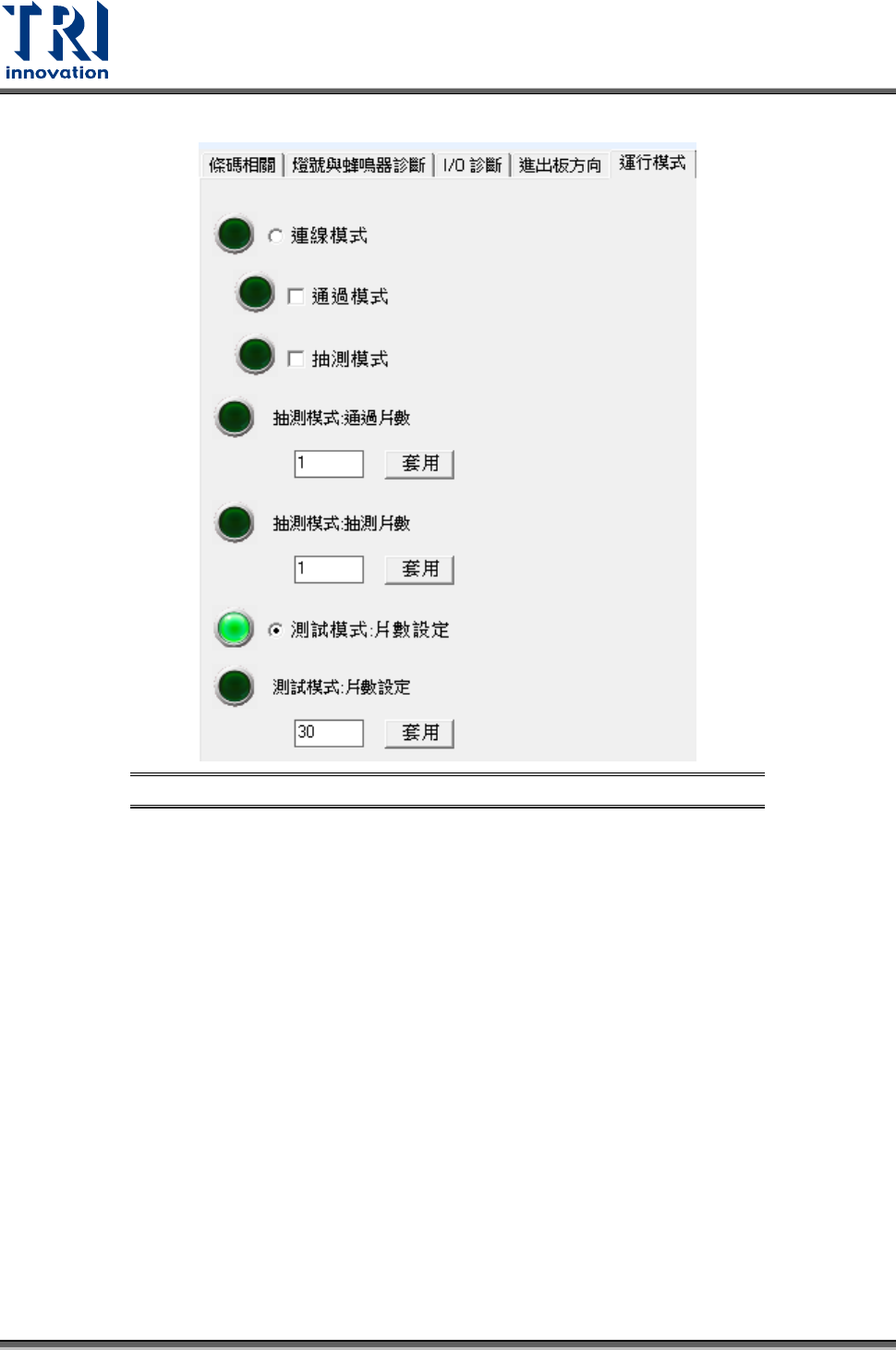
可程式控制器頁籤設定 – 運行模式
圖 291:運行模式介面
• 連線模式:一般生產模式,可增加設定通過模式及抽測模式。
• 通過模式:不檢測直接通過,當軌道使用。
• 抽測模式:一般為產線生產來不及檢測時可採取抽測模式,可設定通過幾片、測試幾
片來減輕生產線負擔或兩機台串連時使用。
• 抽測模式 – 通過片數:設定通過片數數量。
• 抽測模式 – 抽測片數:設定抽測片數數量。
• 測試模式:方向設定僅左進左出或右進右出,重複測試使用。
• 測試模式 – 片數設定:可設定測試次數,如設定 0 次則代表無限次數。
Test Research, Inc.
TR7500 SIII Series User Guide – Software 195
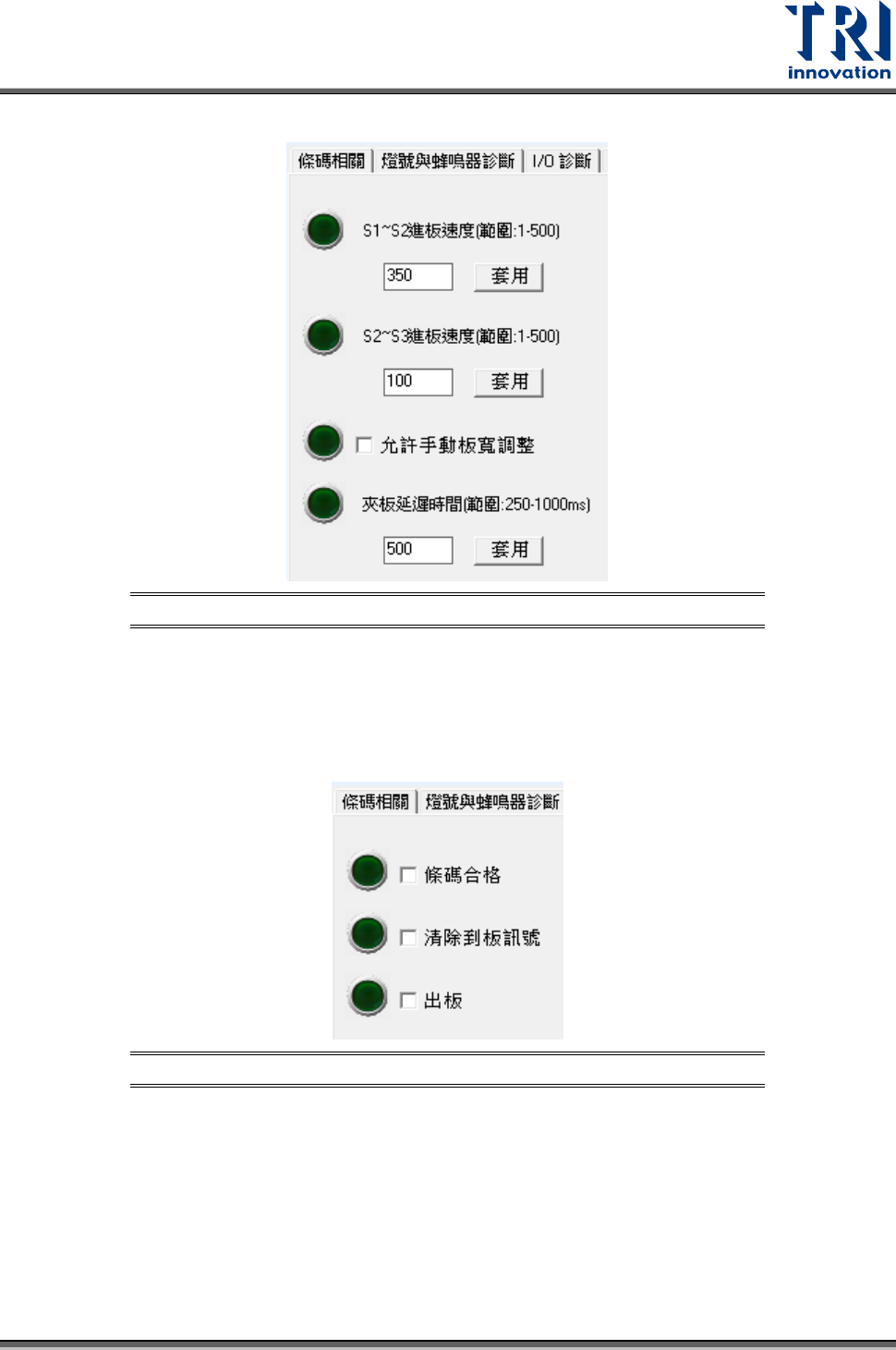
可程式控制器頁籤設定 – 輸送軌道
圖 292:輸送軌道介面
• S1~S2 進板速度:設定進板到減速感測器間的行進速度。
• S2~S3 進板速度:設定減速到夾板感測器間的行進速度。
• 允許手動板寬調整:此機台預設為自動板寬,如須手動調整則需將此功能開啟。
• 夾板延遲時間:機板到定位後夾板的延遲時間。
可程式控制器頁籤設定 – PC_PLC I/O 診斷
圖 293:PC_PLC I/O 診斷介面
• 條碼合格:將條碼檢查以合格訊號輸出。
• 清除到板訊號:將到板訊號清除。
• 出板:將板子送出。
可程式控制器頁籤設定 – 監控中心