RX-8_说明书(1).pdf - 第102页
4 操作篇 4-3 生产 20 4-3. 生产 4-3-1. 生产准备 要进入生产,需要做好 以下准备。 n 接通电源,启动本机。 显示 [ 生产 ] 菜单。 要显示顶部菜单,请触摸 。 n 开始生产前做好安排,使本机各部位 做好准备。安排分为支援准 备和不同作业的单独安排。 有关支援准备,请参阅下述说明。 有关单独安排的详情,请参阅「 4 -5 安排」。 主要的安排作业有以下事项。 • 生产程序切换 • 吸嘴的安排 • 传送的安排 •…
4 操作篇
4-2 操作画面构成
19
4
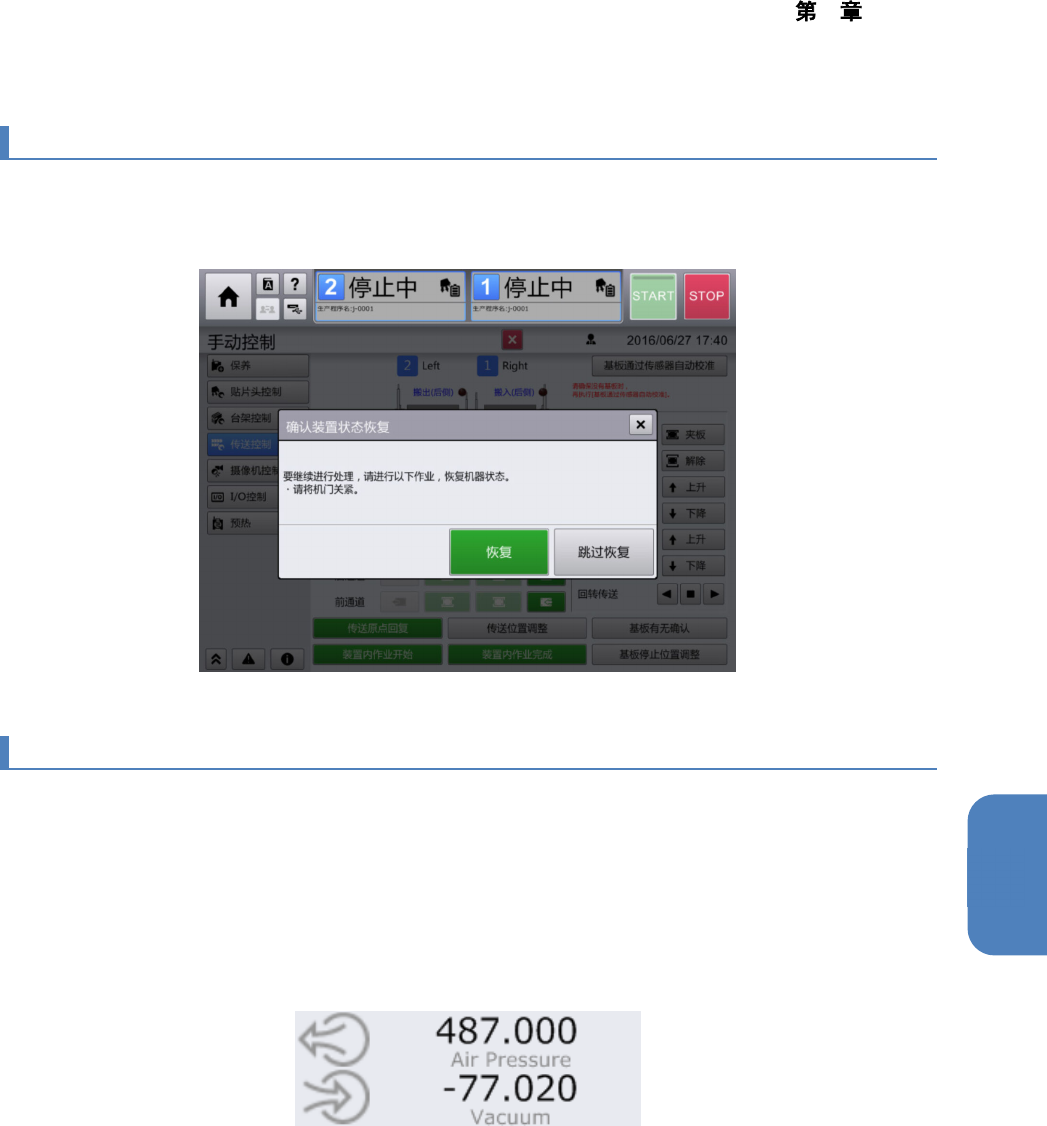
4-2-8. 确认装置状态恢复对话框
要操作贴片头使之移动到退避位置时,必须恢复装置状态。此时将显示对话框,以确认是进行恢复动作使
贴片头退避,还是不进行恢复动作而继续操作。如触摸
[
跳过恢复
]
按钮,将不实施贴片头移动动作,仍然继
续操作。
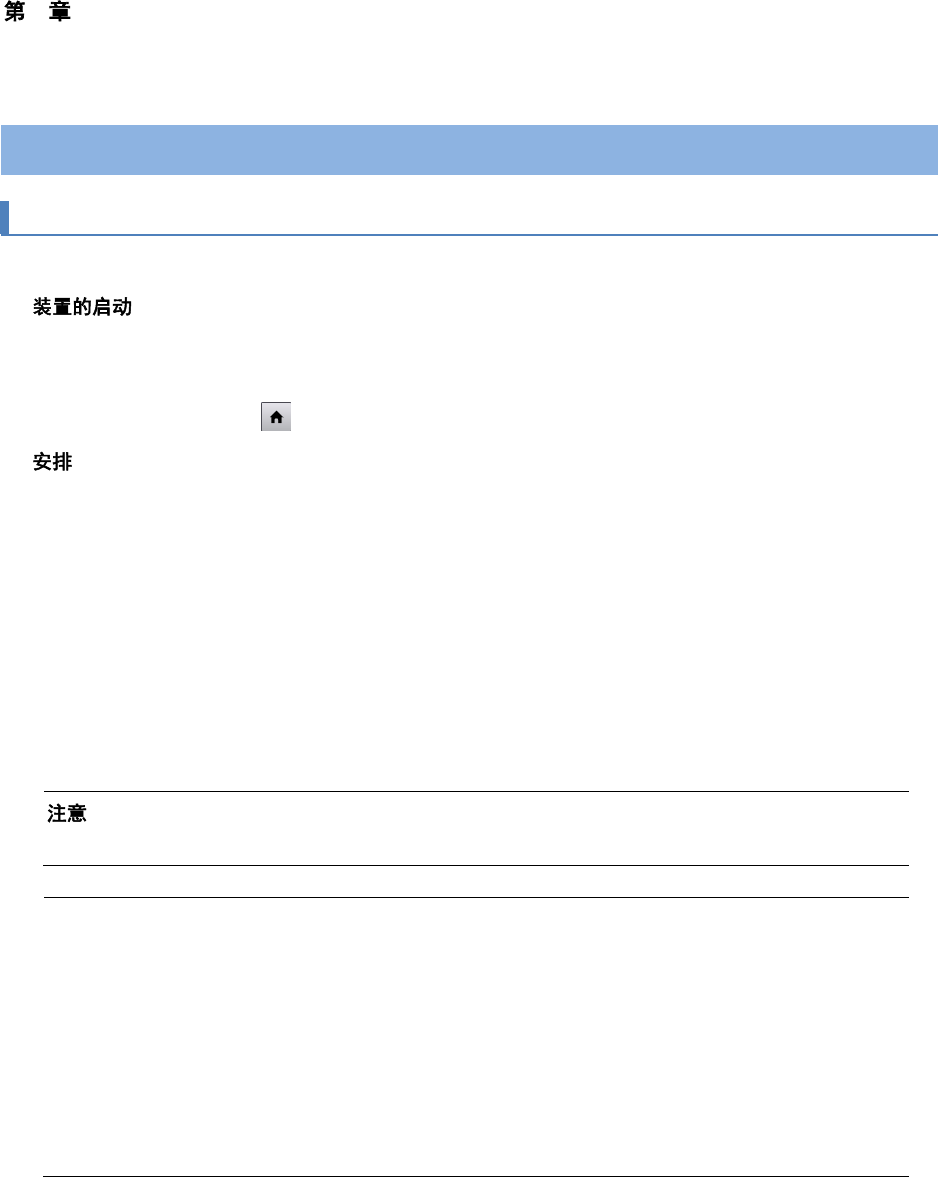
4-2-9. 压力显示区域
显示供给空气压力
(Air Pressure)
,以及真空泵压力
(Vacuum)
。
供给空气压力
(Air Pressure)
的单位可以从
[
机器设置
]
菜单选择
kPa
或
MPa
。真空泵的压力
(Vacuum)
单位
为
kPa
。
有关单位系的设定,请参照「
4-17-32
单位系」。
压力值判断为异常时,用红字显示。
对
RX-8
,不在生产中时等,真空泵的电源会自动
OFF
,在生产停止时本画面的真空泵压力
(Vacuum)
值有
时会显示异常值。有关真空泵压力的确认方法,请参阅「
4-9-2
贴片头控制」的「贴片头的空气切换操作」。
4 操作篇
4-3 生产
20
4-3. 生产
4-3-1. 生产准备
要进入生产,需要做好以下准备。
n
接通电源,启动本机。
显示[生产]菜单。
要显示顶部菜单,请触摸 。
n
开始生产前做好安排,使本机各部位做好准备。安排分为支援准备和不同作业的单独安排。
有关支援准备,请参阅下述说明。
有关单独安排的详情,请参阅「4-5 安排」。
主要的安排作业有以下事项。
• 生产程序切换
• 吸嘴的安排
• 传送的安排
• 供给部的安排
Ÿ
安排前,请确认装置是否有异常,传送上是否有基板残留,动作轴线上是否有障碍物或异物。
Tips
Ÿ
在切断电源前继续生产正在生产的生产程序时,不需要进行生产程序的准备。
Ÿ
如果装置内残留有过去对相同生产程序进行生产的记录信息,那么将从过去的记录继承“预定
生产片数”、“生产片数”以及生产管理信息。
Ÿ
要改变继承的“预定生产片数”、“生产片数”时,请在
[
生产
]-[
生产片数
]
画面上显示
[
设定预定
生产片数
]
对话框进行变更。
Ÿ
要将继承的生产管理信息进行重置时,请在
[
记录
]-[
生产管理信息
]
画面上操作
[
分批储存
/
重置
]
按
钮予以重置。
Ÿ
连续运行之后如果停止了
30
分钟以上,请预热
45~60
分钟左右。
4 操作篇
4-3 生产
21
4
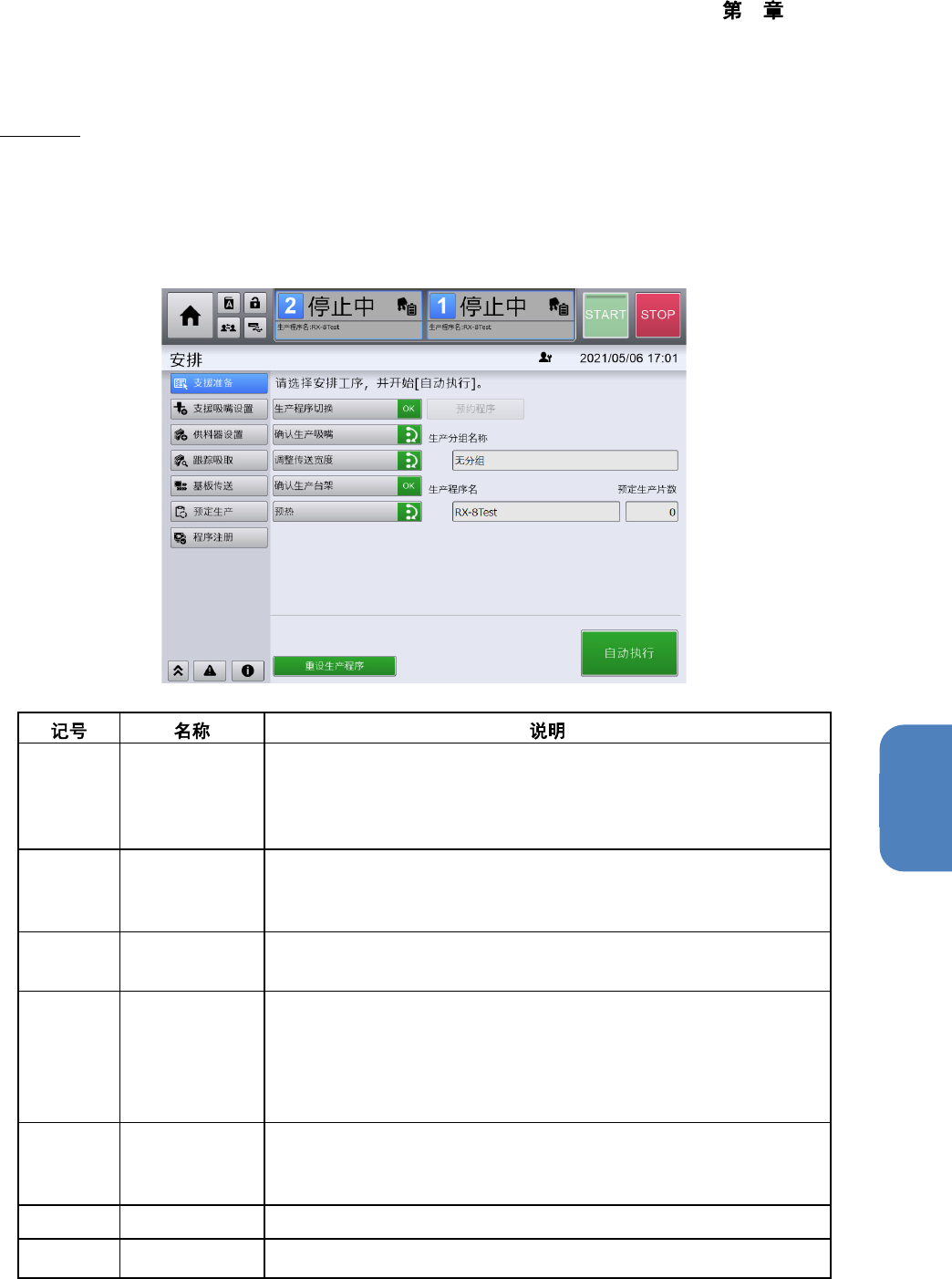
支援准备
在[支援准备]画面中,从生产程序切换到生产准备完成状态(START 前)的安排作业可以作为连续的流程
执行,在安排作业过程中需要确认或作业时,将显示对话形式的画面。
本画面中的安排作业只提供执行[OPERATOR(操作员)]所需的最低限度的功能。需要复杂操作的特殊情
况下,可通过单独安排画面对应。
[支援准备]画面可在顶部菜单中按[安排] - [支援准备]的顺序触摸后显示。
(a)
安排工序按钮 用按钮显示注册的安排工序。选择安排工序后,右端将显示为绿色,
表示有效。
在按钮的右侧,将显示触摸[自动执行]后各工序的执行结果,分别有
[确定]/[跳过]。
(b)
预约程序 选择已经预约生产的下一个生产程序。
根据具体需要,更改生产分组名称及生产形态,生产程序名,基板生
产片数。
(c)
生产分组名称 显示要生产的生产分组名称。
触摸文本区域后,将显示[选择生产组]对话框,可选择生产组。
(d)
生产程序名 显示要生产的生产程序名。
触摸各自的文本区域,显示[选择生产程序]对话框,可选择或解除生
产程序。
只显示属于[选择生产程序]对话框的[生产程序名]中选中生产组的生产
程序,并可选择。
(e)
预定生产片数 输入生产程序的生产预定片数。
输入 0 后,将不限制生产数量,不会在到达生产预定片数后停止生
产。
(f)
自动执行 连续执行通过安排工序按钮选择的安排作业。
(g)
重设生产程序 全部解除已设定的生产程序(重置)。