RX-8_说明书(1).pdf - 第327页
4 操作篇 4-11 编辑生产程序 245 4 n RX-8 通过对前工序中已贴片的元件高度进行设定 ,使 Z 轴的高度从较低位置变为较高位 置,同时实现 了在较低位置的节拍性 能(高速生产)以及在较高 位置的灵活性(通用性)。 高速贴片头,在生产时 的元件吸取及识别 ・ 贴片时 的 Z 轴的高度有 3 种模式 (Z = 0 mm 、 Z = 2 mm 、 Z = 4 mm) 。各模式分别具有 以下特征。 ① Z = 0 mm : 要进…
4 操作篇
4-11 编辑生产程序
244
恢复初始值 将吸嘴资源数、或供料器资源数的最多个数恢复为触摸[作为初始值保
存]时的值。
4 操作篇
4-11 编辑生产程序
245
4
n
RX-8 通过对前工序中已贴片的元件高度进行设定,使 Z 轴的高度从较低位置变为较高位置,同时实现
了在较低位置的节拍性能(高速生产)以及在较高位置的灵活性(通用性)。
高速贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 3 种模式(Z = 0 mm、Z = 2 mm、Z
= 4 mm)。各模式分别具有以下特征。
① Z = 0 mm :
要进行高度~ 0.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不会
接触,或吸取的元件与已贴片的高度 0.5 mm 以下的元件不会接触时,可将 Z 轴设定为 0mm。
② Z = 2 mm :
要进行高度~ 2.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不会
接触,或吸取的元件与已贴片的高度 2.0 mm 以下的元件不会接触时,可将 Z 轴设定为 2mm。
③ Z = 4 mm :
要进行高度~ 3.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元件不会
接触,或吸取的元件与已贴片的高度 3.0 mm 以下的元件不会接触时,可将 Z 轴设定为 4mm。
1 块基板生产完成时,会退回到前工序已贴片的元件高度 Z 轴的初始高度位置。
Ÿ
前工序最大已贴片元件高度的值,要在[机器设置]菜单的[装置设定]画面中设定。[装置
设置]画面中的设定,用于在[优化]画面中实施优化时,决定元件贴片顺序,以及在装置中
进行实际生产时决定
Z
轴的初始高度。
Ÿ
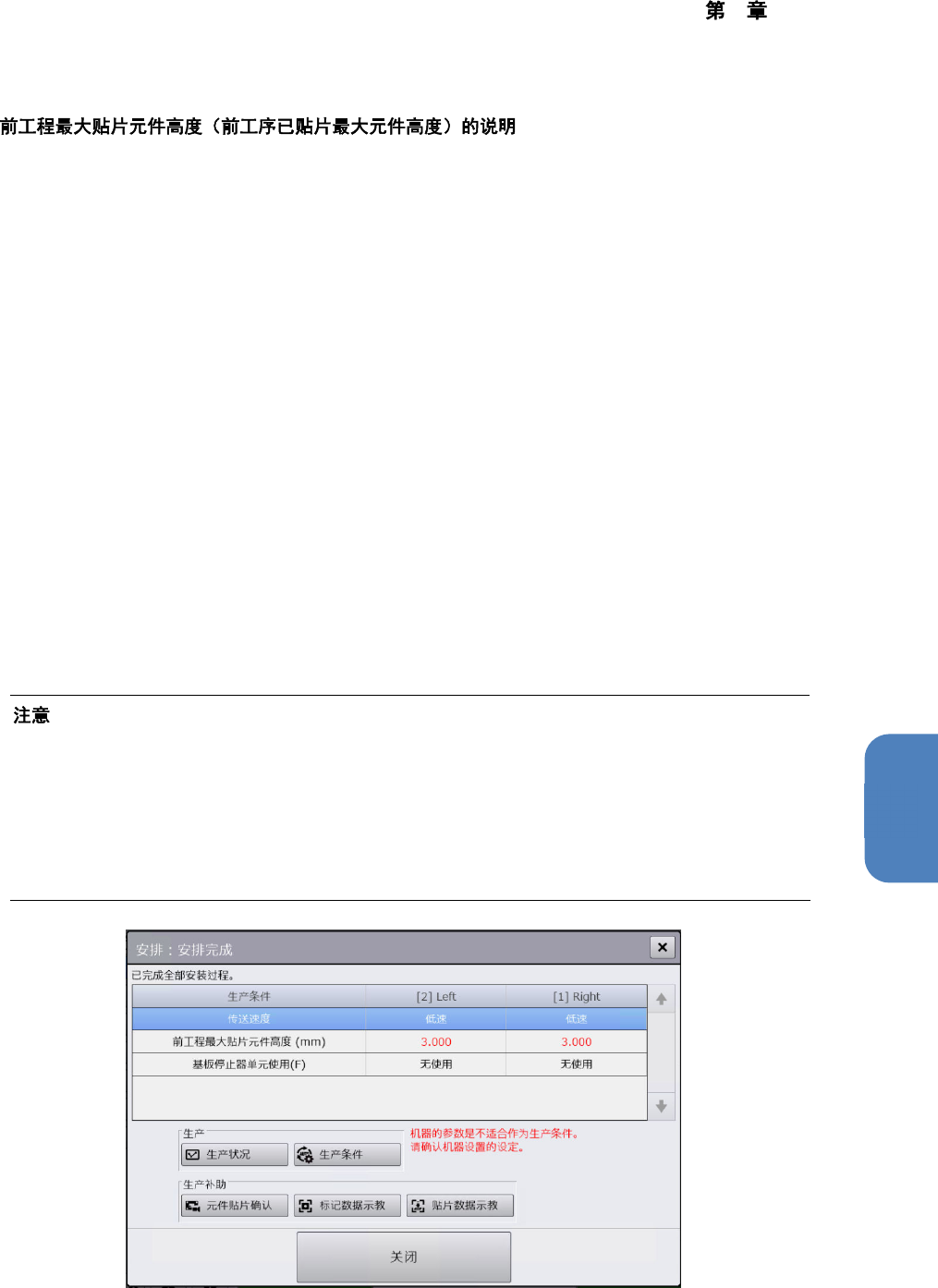
在机器设置与生产程序的设定中,机器设置的
Z
轴高度比[前工程最大已贴片元件高度]计算
得出的
Z
轴高度更高时,实际动作的工效比生产程序模拟功效延迟,因此在准备结束后显示警
告。
4 操作篇
4-11 编辑生产程序
246
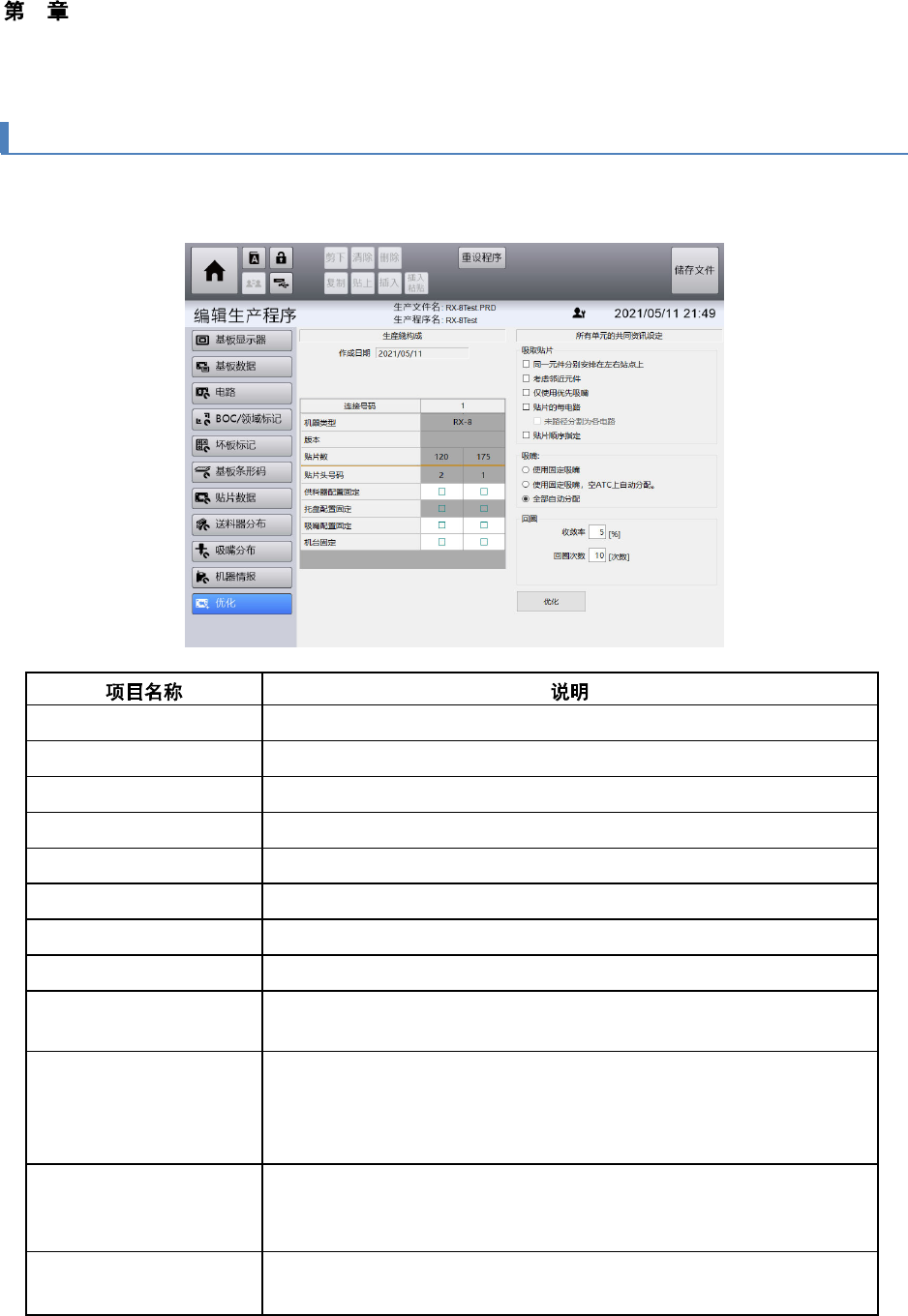
4-11-12.优化
输入进行优化所需的设定。通过优化,可自动生成生产效率较高的生产程序。
触摸[编辑生产程序]菜单画面左侧的子菜单面板中的[优化],显示[优化]画面。
作成日期 显示执行优化的日期时间。
连接号码 显示连接的电子元件贴片机顺序。
机器类型 显示设定的电子元件贴片机类型。
贴片数 显示元件的贴片数量。
贴片头号码 显示设置各选项的对象贴片头编号。
供料器配置固定 勾选此项后,带式供料器供给部配置的设定将固定。
吸嘴配置固定 勾选此项后,吸嘴配置的设定将固定。
机台固定 对于已优化的单元装置,固定优化结果。
将同一元件分割为左右站
点
勾选此项后,将把同一元件分割为左右的单元进行优化。
考虑邻近元件 勾选此项后,对需要在贴片屏蔽箱之前先进行贴片的内侧元件,必须
防止贴片前吸嘴前端部分和其他贴片完毕的元件发生干扰。
如果勾选本项目执行优化,[贴片数据]中指定的[补料结束 Recovery
Flag]将全部清除,并在执行优化后自动重置。
仅使用优先吸嘴
对设定有多个共用吸嘴的元件进行贴片时,如果勾选本项目执行优
化,将只使用优先吸嘴。优先吸嘴的设定在[编辑数据库]画面中进行。
如果没有勾选本项目,将根据优化自动选择使用的吸嘴。
贴片的每电路
(按电路单元贴片)
分配到同一单元的元件,仅以基准电路贴片顺序决定,若也要在其他
电路中按照相同贴片顺序重复时,使用此项。