JM-50_MS.pdf - 第27页
MS 参数 3- 11 3-4-1-2 传送其他 点击选项卡“传 送其他” 后,会显示以下 的对话框。 项目 选择的内容 备注 输出准备完毕的 关闭时间 入口传感器 OFF → ON 默认 入口传感器 ON → OFF 入口传感器 ON → OFF →时间 定时器时间设置 (单位 ms ) 从入口到中间 的移动时间 搬出基板时关闭 C.O UT 传感器 搬出基板时打开 OUT 传 感器 搬出基板时打开 C.O UT 传感器 默认 开始搬…
MS
参数
3-10
3-4 运行规格
3-4-1 功能
对各轴、传送及生产运行等相关的规格进行设置。
分为“传送基本设置”、“传送其他”、“其他”、“ VE”等项目,可以分别进行设置。
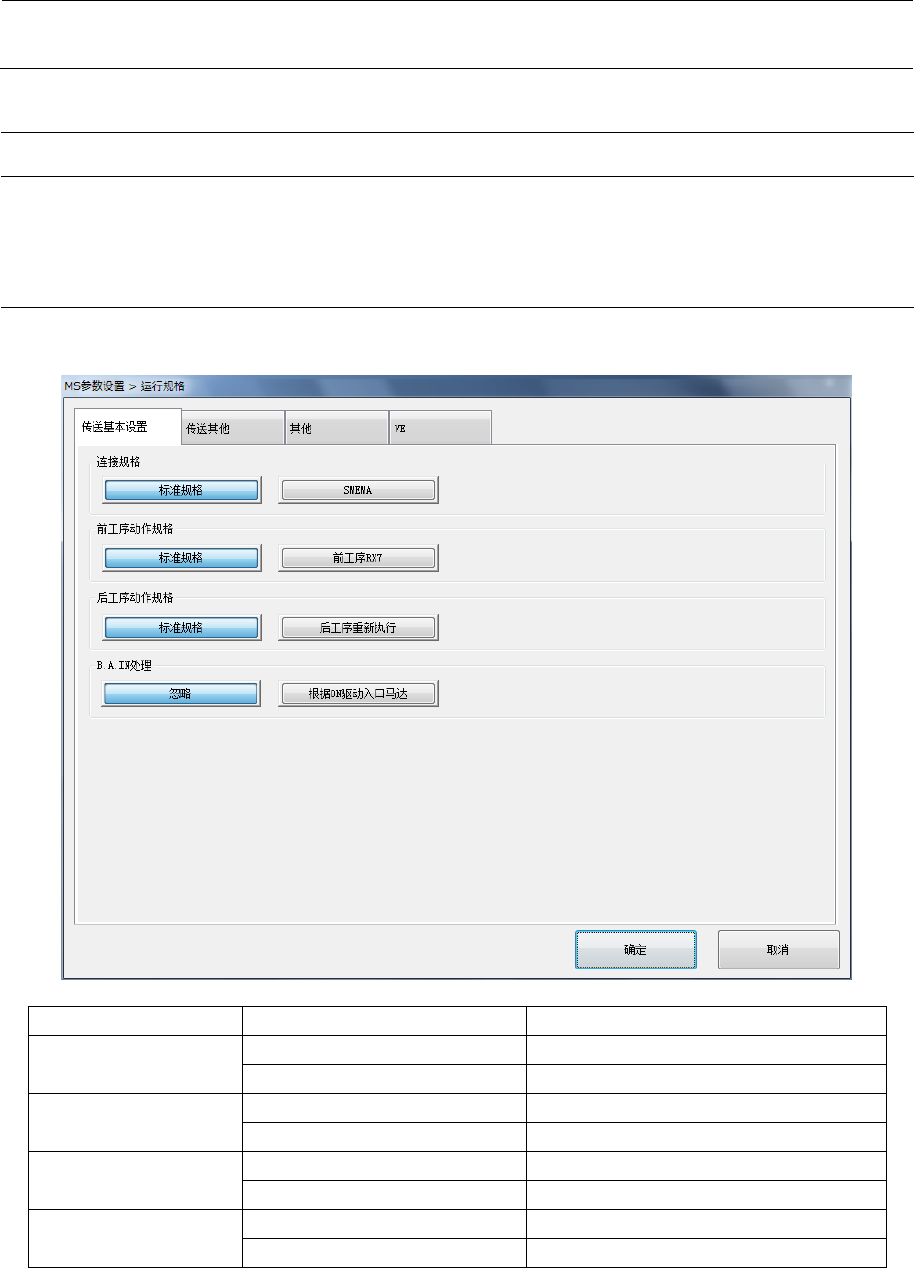
3-4-1-1 传送基本设置
点击选项卡“传送基本设置”后,会显示以下的对话框。
项目
选择的内容
备注
连接规格
标准规格
默认
SMEMA
前工序动作规格
标准规格
默认
前工序
RX7
使
IN
侧的输送对接速度与
RX7
一致。
后工序动作规格
标准规格
默认
后工序重新执行
B.A.IN
处理
忽略
默认
根据
ON
驱动入口马达
MS
参数
3-11
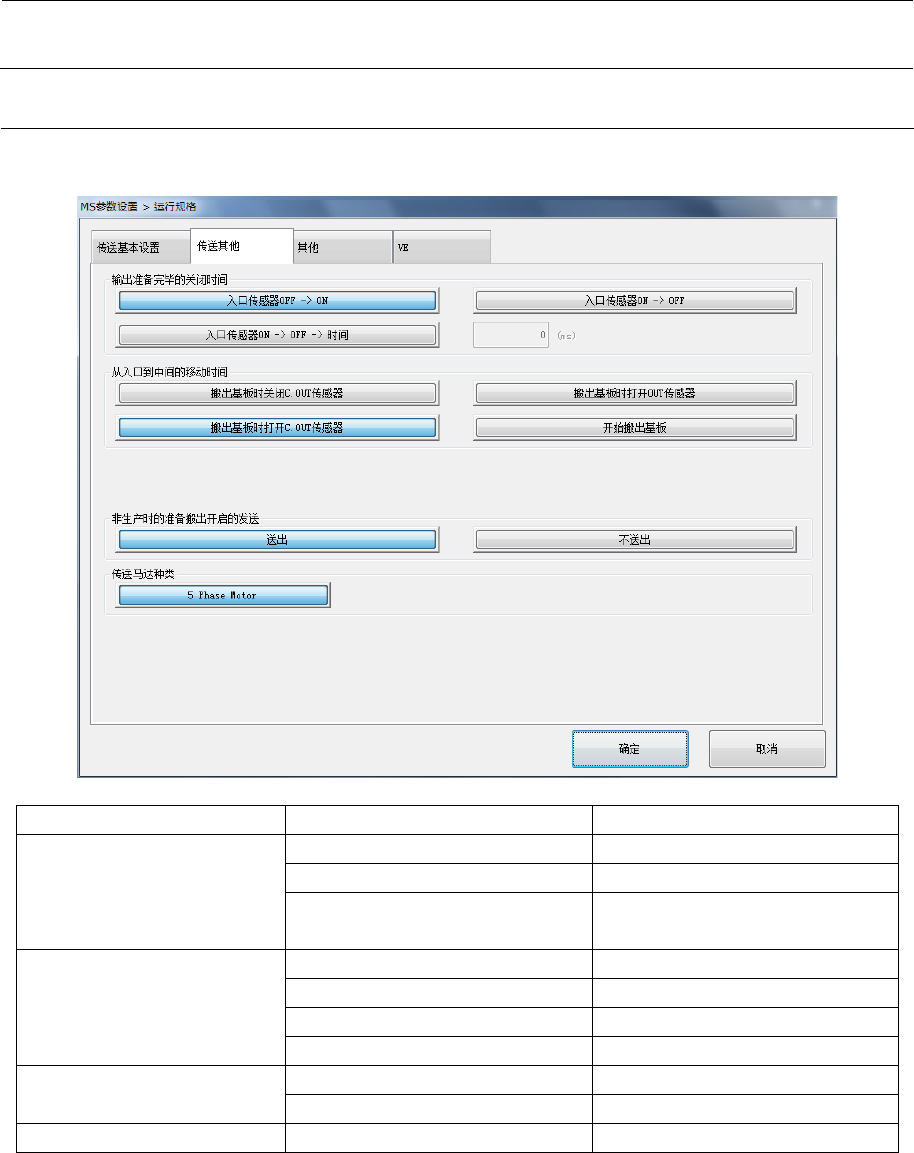
3-4-1-2 传送其他
点击选项卡“传送其他”后,会显示以下的对话框。
项目
选择的内容
备注
输出准备完毕的关闭时间
入口传感器
OFF
→
ON
默认
入口传感器
ON
→
OFF
入口传感器
ON
→
OFF
→时间
定时器时间设置(单位
ms
)
从入口到中间的移动时间
搬出基板时关闭
C.OUT
传感器
搬出基板时打开
OUT
传感器
搬出基板时打开
C.OUT
传感器
默认
开始搬出基板
非生产时的准备搬出开启
的发送
送出
默认
不送出
传送马达种类
5 Phase Motor
MS
参数
3-12
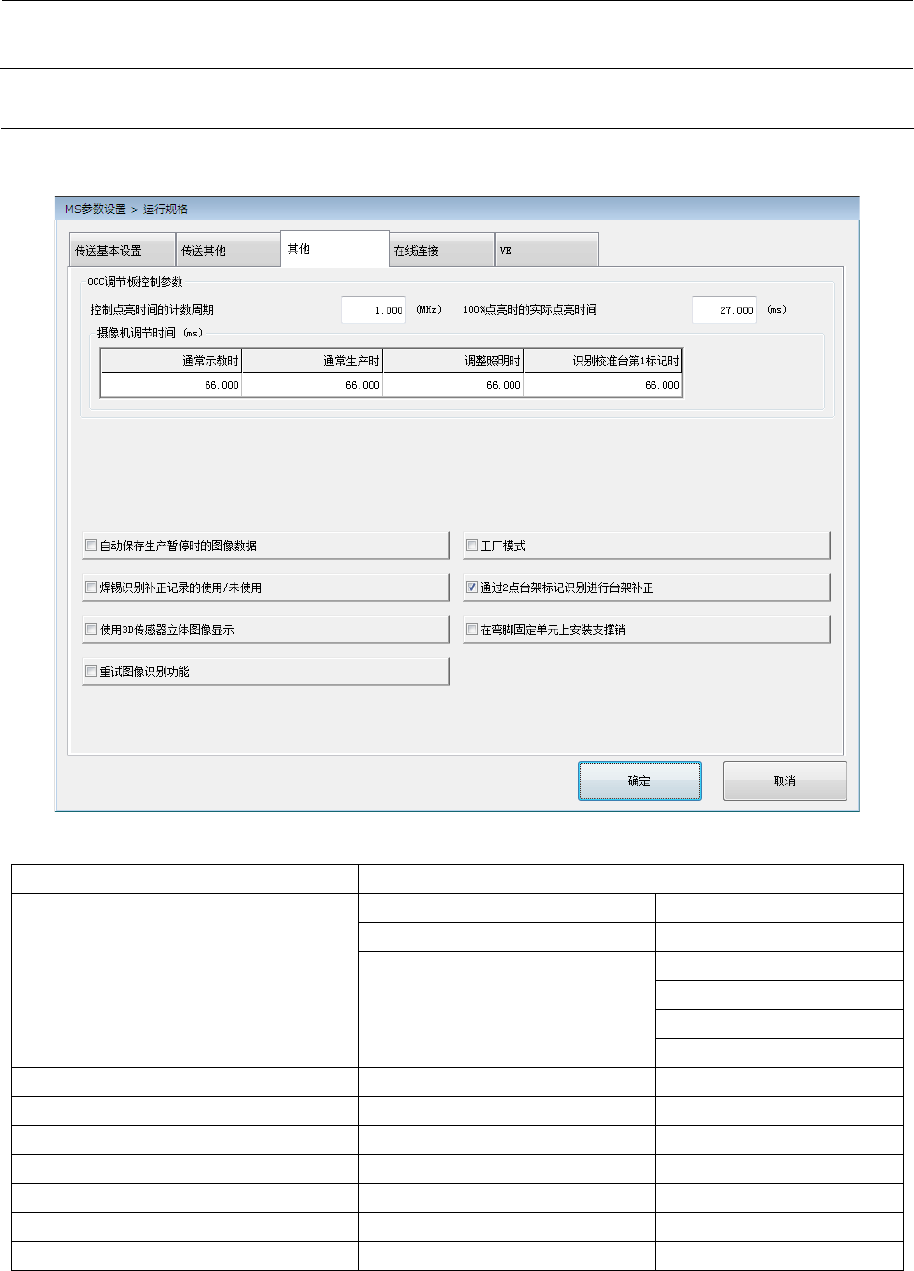
3-4-1-3 其他
点击选项卡“其他”后,会显示以下的对话框。
项目
选择的内容
OCC
调节板控制参数
控制点亮时间的计数周期
100%
点亮时的实际点亮时间
摄像机调节时间
通常示教时
通常生产时
调整照明时
识别校准台第
1
标记时
自动保存生产暂停时的图像数据
镀锡识别补正记录的使用/未使用
工厂模式
在
2
点台架标记识别中使用台架补正
使用
3D
传感器立体图像显示
在弯脚固定单元上安装支撑销
重试图像识别功能