JM-50_MS.pdf - 第51页
MS 参数 5-2 5-1 ZA 轴 高度偏移量 5-1-1 功能 取得 Z A 轴 高度偏差 。 5-1-2 使用模具 • 块规 25 mm ( 40186735 ) 5-1-3 操作 从菜单中选择 “贴片头参 数” - “ Z A 轴高度偏差 ” 后, 会显示设置 ZA 轴高度 偏移量的对话框。
MS
参数
5-1
贴片头参数
贴片头参数的“Head偏移量”、“激光偏移量”、单元参数的“ATC偏移量”取得MS参数所花费
的时间要比其他偏移量多,为此当其值发生过变更时,会显示以下信息用于确认。
① 进行了数据变更,要退出对话框时,如选择“确定”按钮,将显示以下的问询信息。
要保存数据后结束时,选择“是”结束对话框。
不保存数据而结束时,选择“否”。
如不要结束对话框,选择“取消”按钮。
② 进行了数据变更,要退出对话框时,如选择了“取消”按钮,将显示以下的问询信息。
如要废弃数据,请选择“是”,结束对话框。
如不要废弃数据,请选择“否”。
MS
参数
5-2
5-1 ZA 轴高度偏移量
5-1-1 功能
取得ZA 轴高度偏差。
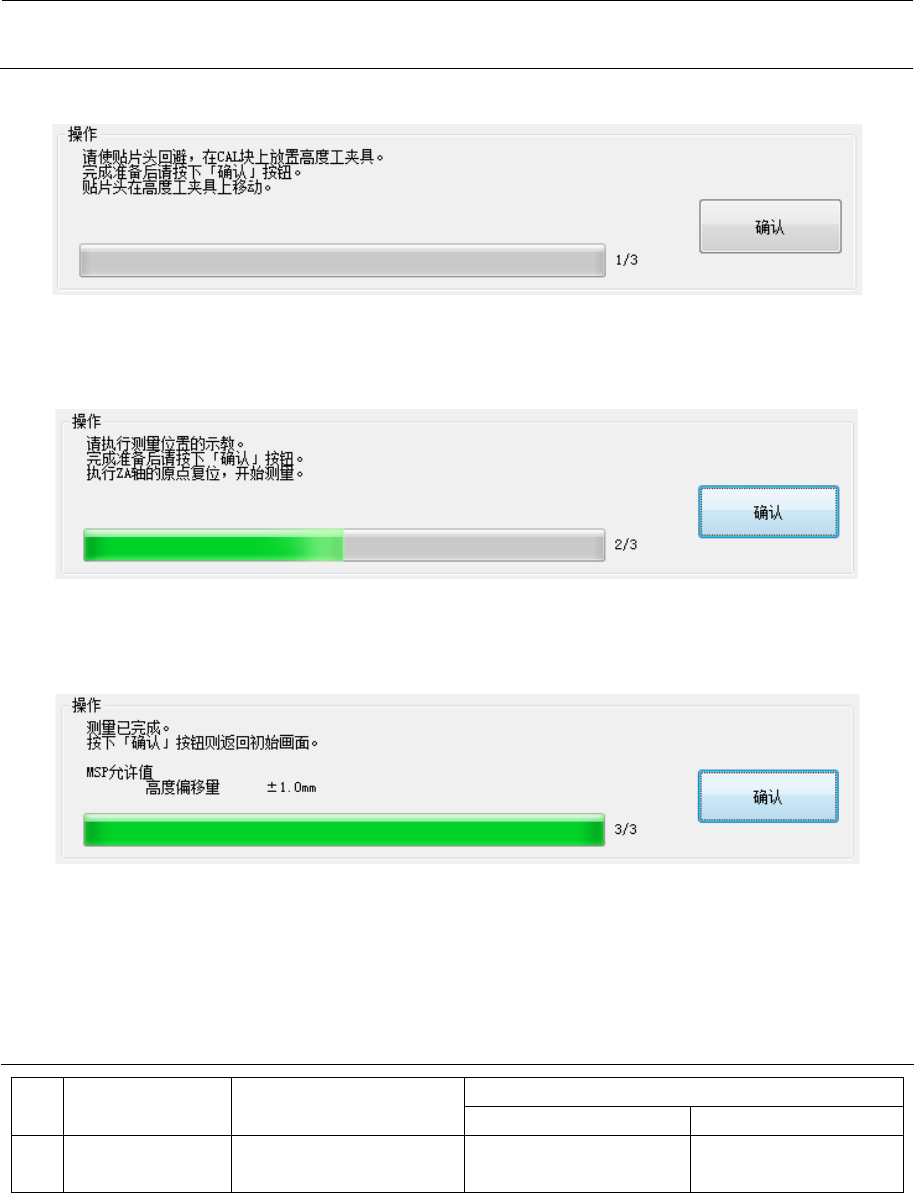
5-1-2 使用模具
• 块规 25 mm(40186735)
5-1-3 操作
从菜单中选择“贴片头参数”-“ZA 轴高度偏差”后,会显示设置ZA轴高度偏移量的对话框。
MS
参数
5-3
<操作・1/3>
请把ZA轴高度模具安置在校准块的中心。
完成准备后,请选择确认。选择确认后,贴装头以L3贴装头基准移动到校准块上。
<操作・2/3>
如测量位置出现偏离,请进行测量位置的示教。
完成准备后,请选择确认。进行ZA轴的原点复归,进行ZA轴高度偏移量的获取。
<操作・3/3>
设定结束。选择“确认”,即返还初始画面。
请选择贴装头退避,使贴装头避让后去除高度模具。
如选择OK,会将所取得的ZA轴高度偏移量考虑在内进行ZA轴的原点复归。如选择取消,
则放弃所取得的偏移量,按照取得前的ZA轴高度偏移量进行原点复归。
5-1-4 MSP 容许值
No.
项目 MSP容许位置
MSP
值不良时
出现的问题
调整(检测)项目
1
高度偏移量
±
1.0mm
贴装头压坏
激光识别故障
ZA
轴的组装
确认模具高度