JM-50_MS.pdf - 第90页
MS 参数 7- 13 7-7 台架补正 7-7-1 功能 在出库前,为了 对应台架 弯曲状态对台架 标记的识别位置 进行补正,测 定台架的弯 曲状态。 7-7-2 使用模具 ・ 主台架 ・ 主供料器 7-7-3 操作 从菜单中选择“ 单元参数 ”-“台架补正 ”后,会显示以 下对话框。 从选择设备中, 选择要设 定的单元。 选择设备后,按 下“读入 文件”按钮开始 读入主台架数据 。
MS
参数
7-12
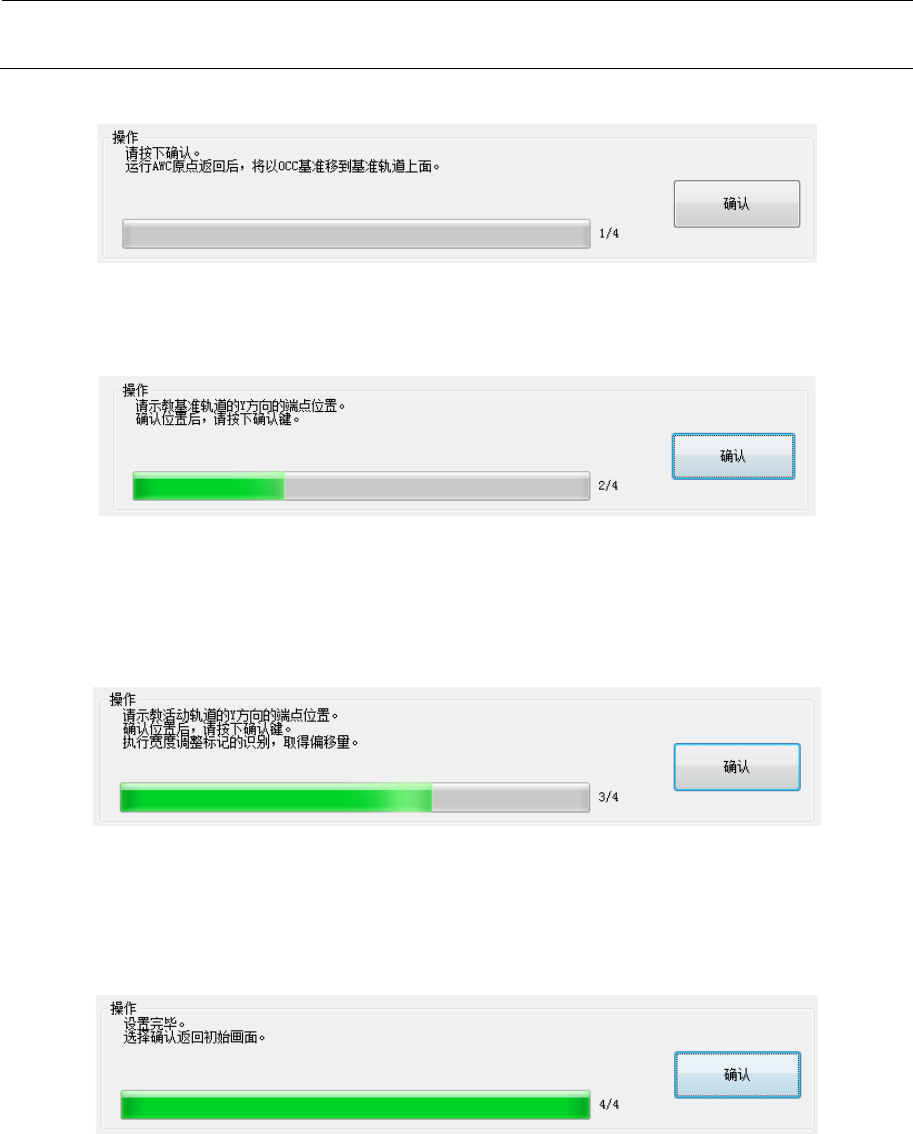
<操作・1/4>
请选择“操作”框内的“确认”按钮。
“确认”按钮被按下,则AWC原点返回完成后OCC将移动到基准轨道上。
<操作・2/4>
请利用示教决定基准轨道内侧的Y坐标。
示教结束后,请按下“确认”按钮。
AWC选购项为有效时,在按下“确认”按钮后,OCC移动至可动轨道上。
AWC选购项为无效时,跳转至操作4/4。
<操作・3/4>
与基准轨道同样,请通过示教决定可动轨道内侧的Y坐标。
示教结束后按下“确认”按钮,则执行幅宽调整标记的识别。识别成功时,计算出偏移量
进行更新。
标记识别失败时,请对标记位置进行示教。示教结束后,再次执行标记识别。
<操作・4/4>
设置结束了。按“确认”按钮即返回初始画面。

MS
参数
7-13
7-7 台架补正
7-7-1 功能
在出库前,为了对应台架弯曲状态对台架标记的识别位置进行补正,测定台架的弯曲状态。
7-7-2 使用模具
・ 主台架
・ 主供料器
7-7-3 操作
从菜单中选择“单元参数”-“台架补正”后,会显示以下对话框。
从选择设备中,选择要设定的单元。
选择设备后,按下“读入文件”按钮开始读入主台架数据。
MS
参数
7-14
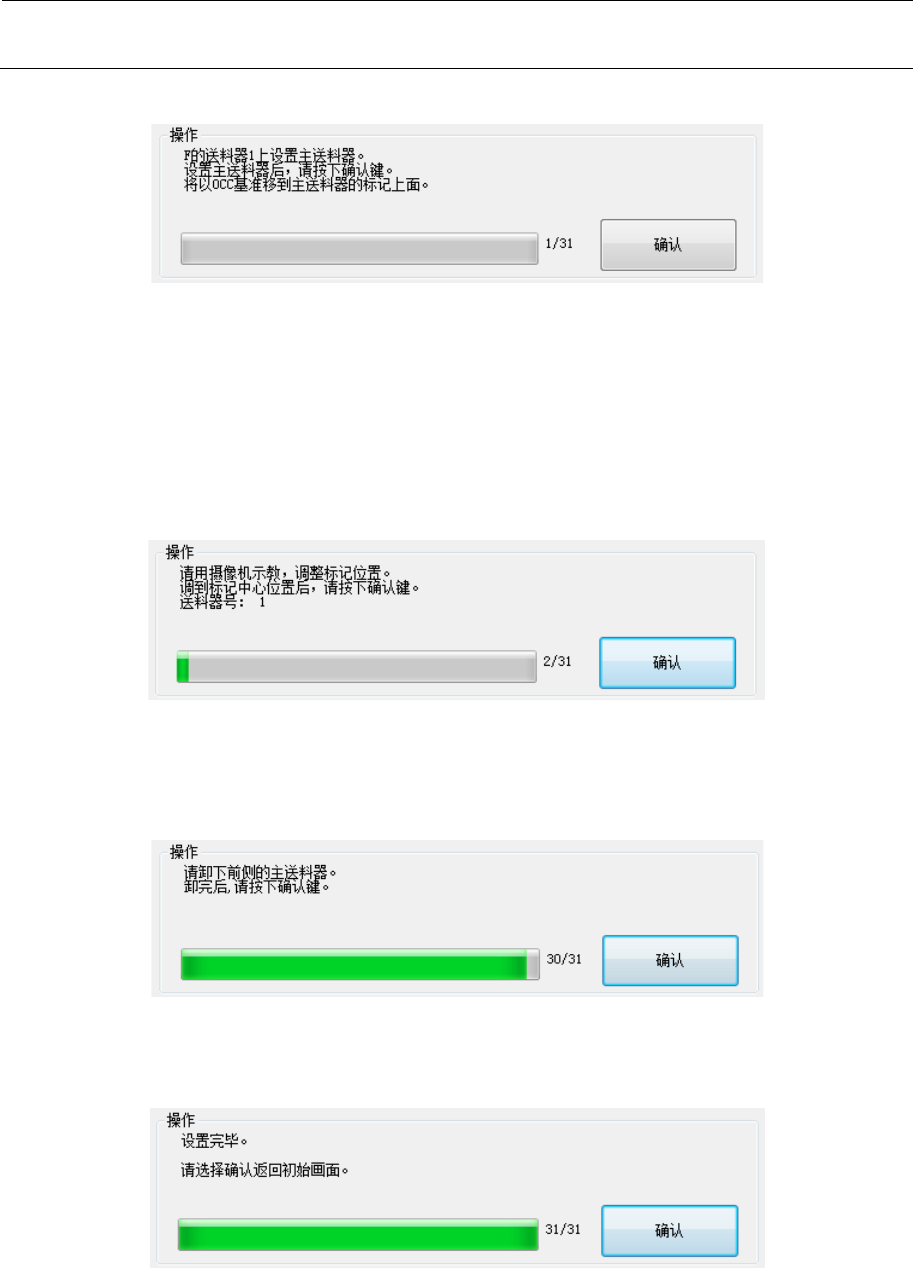
<操作・1/31>
文件读入结束后,将模具安装在“操作”所显示的位置。
<模具的安装>
・ 将主台架安装在台架安装位置
・ 将主供料器安装在主台架的 1 号位置
完成准备之后,请按下“确认”按钮。
在执行台架标记识别之后,按照 OCC 基准移动至模具的标记位置。
<操作・2/31>
标记与相机中心发生较大偏移时,请通过相机示教将标记调整到相机中心。完成调整后,
请按下“确认”按钮。
识别模具的标记后,按照OCC基准移动至下一个示教位置。
<操作・30/31>
对28个位置【供料器编号:1~28】的标记位置的示教进行测量后,显示上述表示,请取下
主供料器,按下“确认”。
<操作・31/31>
设置结束了。按“确认”按钮即返回初始画面。