Istruzioni d´uso_HF3_14_it.pdf - 第298页
Esempio c), senza fine‐corsa hardware, senza corsa di referencing, guide accoppiate meccanicamente T ratto 1 T rave fissa Punto di riferimento larghezza 1 Larghezza 1 Punto di riferimento larghezza centr o 1 Accoppiato m…
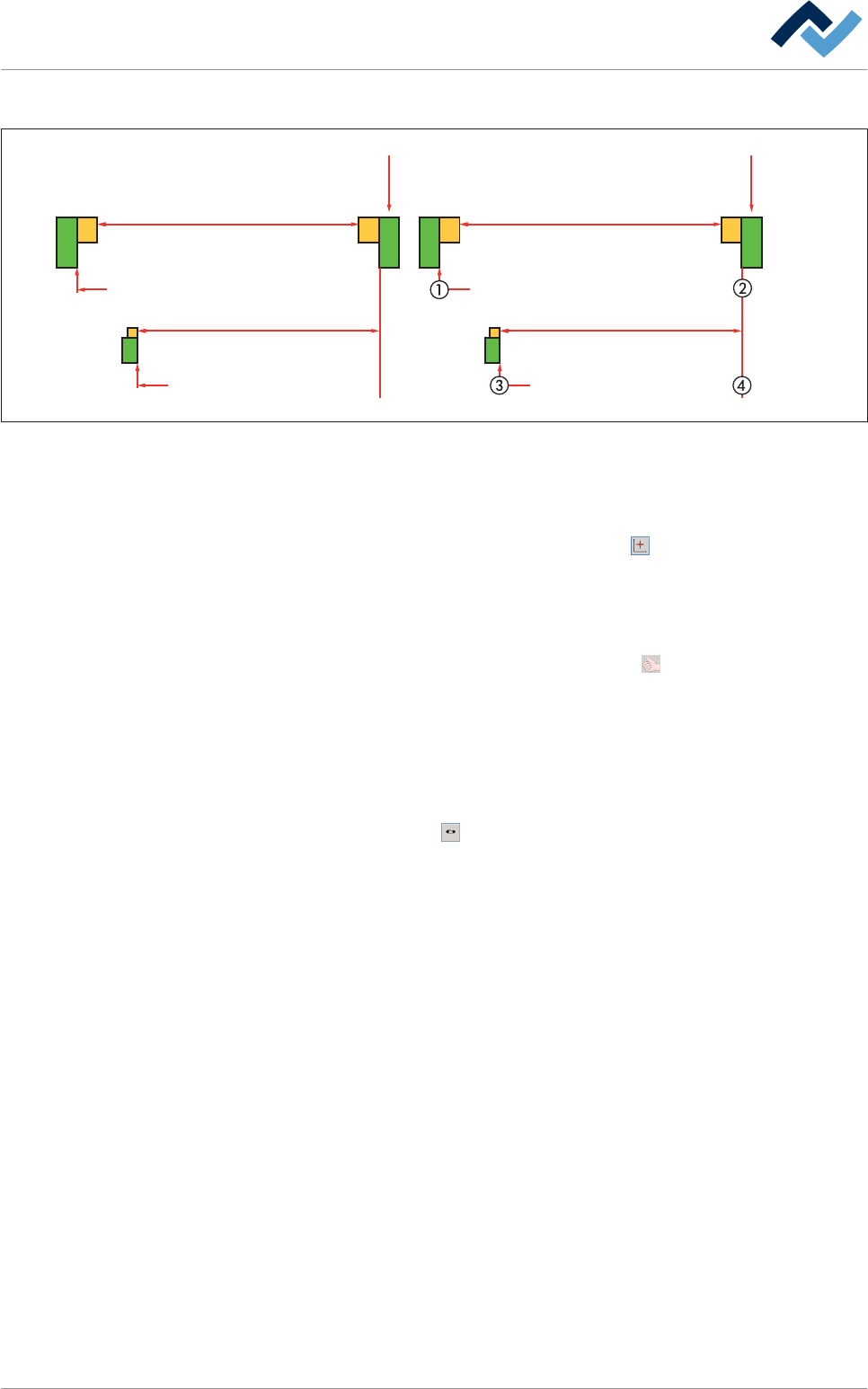
Esempio b), senza fine‐corsa hardware, senza corsa di referencing
Tratto1
Trave fissa
Punto di riferimento larghezza 1
Larghezza 1
Punto di riferimento
centro 1
Tratto 2
Trave fissa
Punto di riferimento larghezza 2
Larghezza 2
Punto di riferimento
centro 2
Fig. 106: Referencing della regolazione larghezza e del supporto centrale su impianto Dual track
ü Per eseguire il referencing del supporto centrale:
1. Aprire la finestra delle impostazioni [Motore] Center support:
2. Nel riquadro [Positioning] fare clic sul pulsante .
3. Misurare la distanza effettiva (3) – (4) tra la guida fissa del convogliatore e il
supporto centrale.
4. Fare clic sul campo di input [Reference position] e inserire il valore rilevato.
5. Rilevare l'impostazione facendo clic sul pulsante .
ð Il valore inserito corrisponde alla nuova posizione di riferimento.
ü Per controllare il referencing:
1. Aprire la finestra di dialogo di input [Center support]
2. Inserire nel campo di input [Set value] un valore in [mm].
3. Fare clic sul pulsante
.
ð Il supporto centrale viene regolato. Nel campo [Actual value] è possibile
vedere la posizione attuale in [mm]. Non appena si conclude il posiziona-
mento:
4. Misurare la distanza effettiva (3) – (4) tra la guida fissa del convogliatore e il
supporto centrale.
ð Se il valore misurato corrisponde al [Actual value] visualizzato, il referencing è
completato.
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 297 / 0
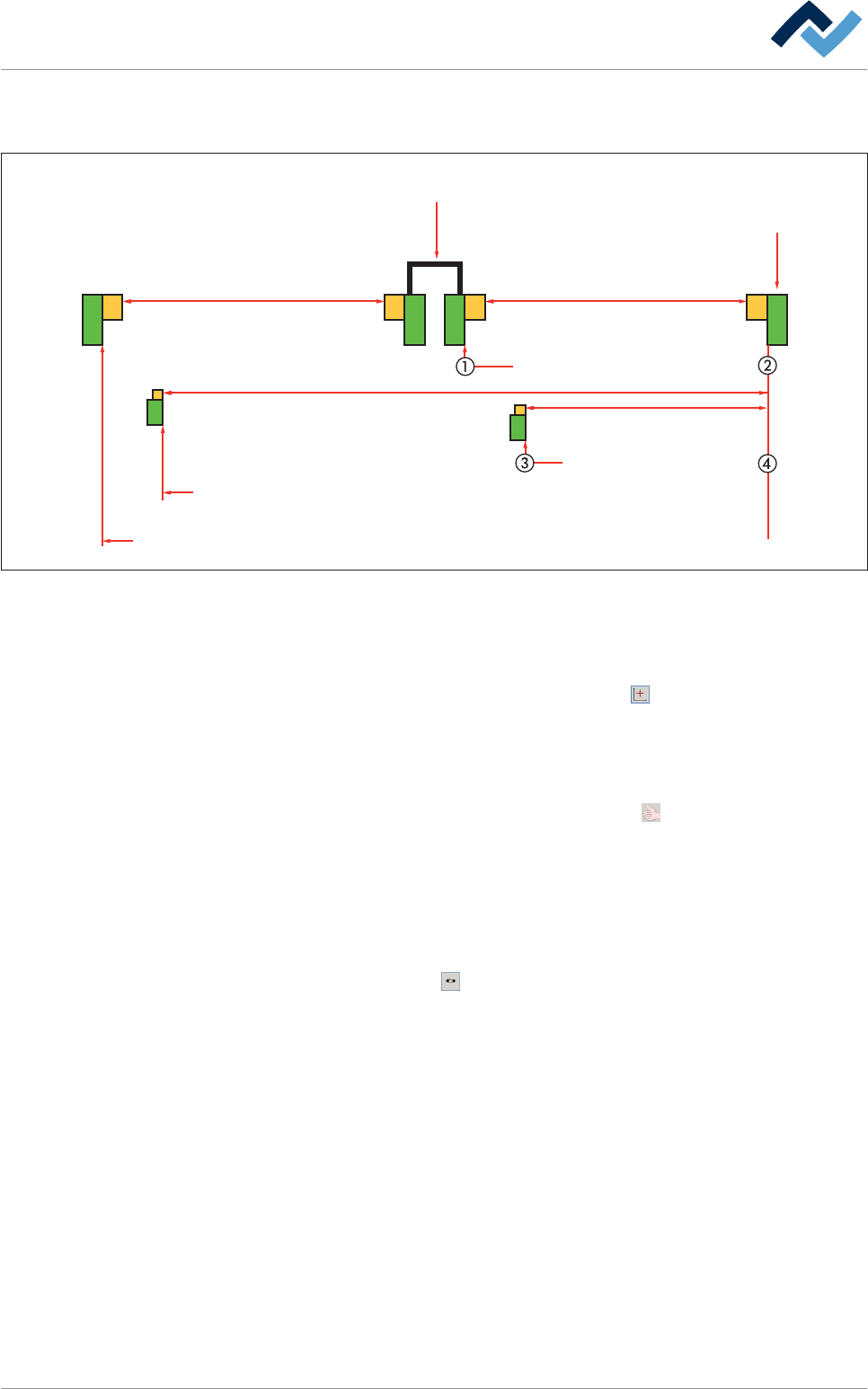
Esempio c), senza fine‐corsa hardware, senza corsa di referencing, guide
accoppiate meccanicamente
Tratto 1
Trave fissa
Punto di riferimento
larghezza 1
Larghezza 1
Punto di riferimento
larghezza centro 1
Accoppiato meccanicamente
Tratto 2
Punto di riferimento larghezza 2
Larghezza 2
Punto di riferimento centro 2
Fig. 107: Referencing della regolazione larghezza e del supporto centrale su impianto Dual track
ü Per eseguire il referencing del supporto centrale:
1. Aprire la finestra delle impostazioni [Motore] Center support:
2. Nel riquadro [Positioning] fare clic sul pulsante .
3. Misurare la distanza effettiva (3) – (4) tra la guida fissa del convogliatore e il
supporto centrale.
4. Fare clic sul campo di input [Reference position] e inserire il valore rilevato.
5. Rilevare l'impostazione facendo clic sul pulsante .
ð Il valore inserito corrisponde alla nuova posizione di riferimento.
ü Per controllare il referencing:
1. Aprire la finestra di dialogo di input [Center support]
2. Inserire nel campo di input [Set value] un valore in [mm].
3. Fare clic sul pulsante
.
ð Il supporto centrale viene regolato. Nel campo [Actual value] potete vede-
re la posizione attuale in [mm]. Non appena si conclude il posizionamento:
4. Misurare la distanza effettiva (3) – (4) tra la guida fissa del convogliatore e il
supporto centrale.
ð Se il valore misurato corrisponde al [Actual value] visualizzato, il referencing è
completato.
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 298 / 0
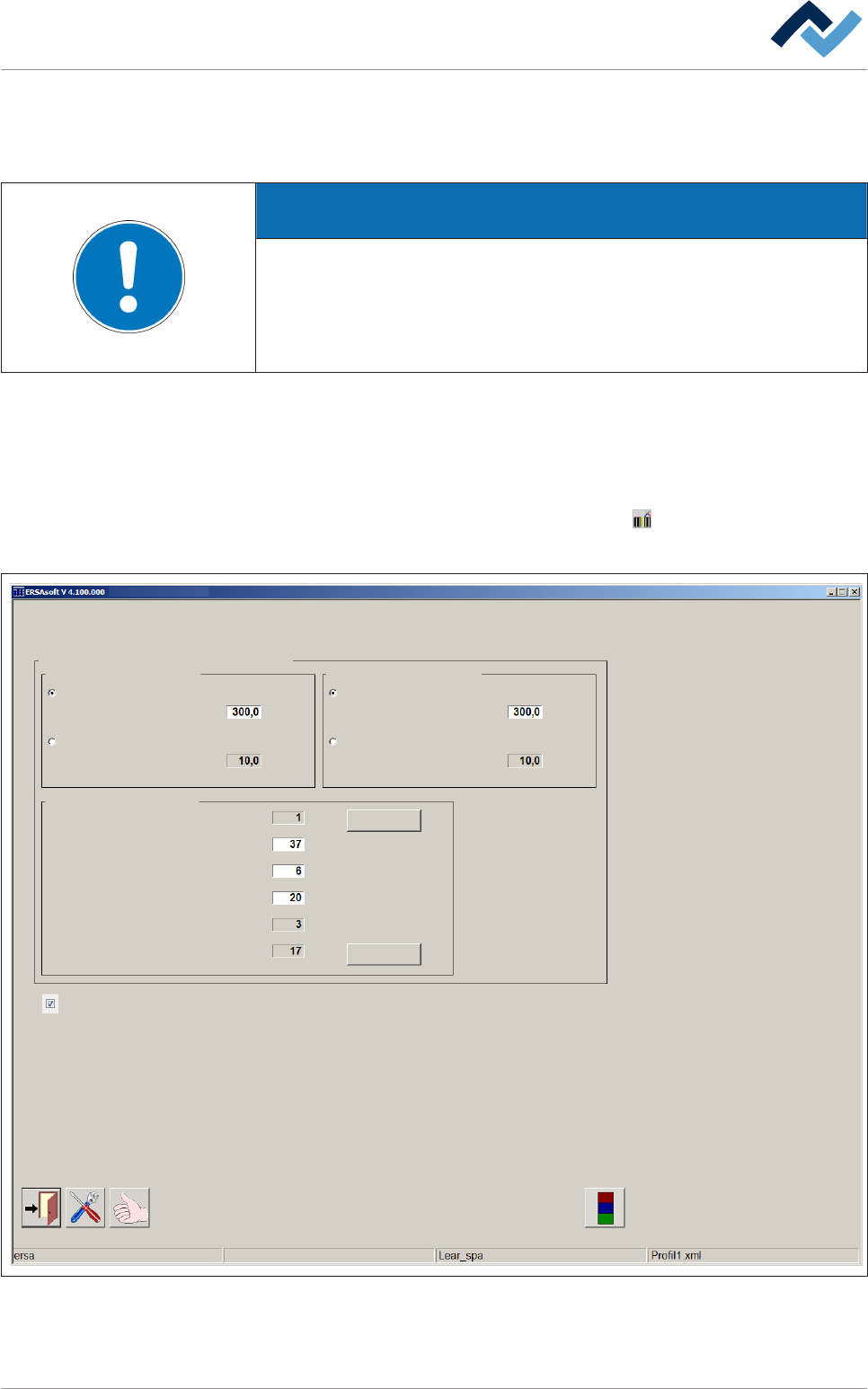
Finestra di dialogo di input [Monitoraggio PCB]
In questa finestra si possono impostare i parametri per la geometria del materiale
da saldare e leggere i valori attuali.
AVVERTENZA
Modifiche non possibili?
Per l'accesso a questo dialogo occorrono i diritti utente [Set value pages]. Senza il
nome utente e la password, le impostazioni possono essere solo visualizzate. In
questo caso, premere il tasto [ESC] sulla tastiera o cliccare sul pulsante [Cancel]
durante la richiesta di una password.
Qui ci limitiamo a descrivere le finestre di dialogo del binario 1 del convogliatore;
esse valgono analogamente per tutti gli altri binari di convogliatore.
ü Aprire la finestra di dialogo di input [Board detection]:
1. Aprire la finestra di dialogo di input [Conveyor].
2. Nel riquadro [Conveyor 1] fare clic sul pulsante .
ð Si apre la finestra di dialogo di input [Board detection]:
Board detection
Maintenance mode
Conveyor 1
Edit dialog
Detection ...
Infeed unit
Length
Active
Board length
Off delay
Active
Off delay
Number of boards in the machine:
Produced boards
Defective boards
Total boards
Piece of a day
Operation mode "maintenance" with pass through function
Remove
Active
Length
Off delay
Active
Off delay
Exit unit
Board length
Number of boards per track
Remove
Piece of charge
Fig. 108: Finestra di dialogo di input [Monitoraggio PCB]
6.17.17
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 299 / 0