YSM10安装调整(eng).pdf - 第8页
For Ser v ice E n gineer Service Information SI1610004E -000= YSM10_Proced ures for the adjustmen ts required after installing a machine 8/107 3. Inst allation of the machine ysmQP : See…
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
7/107
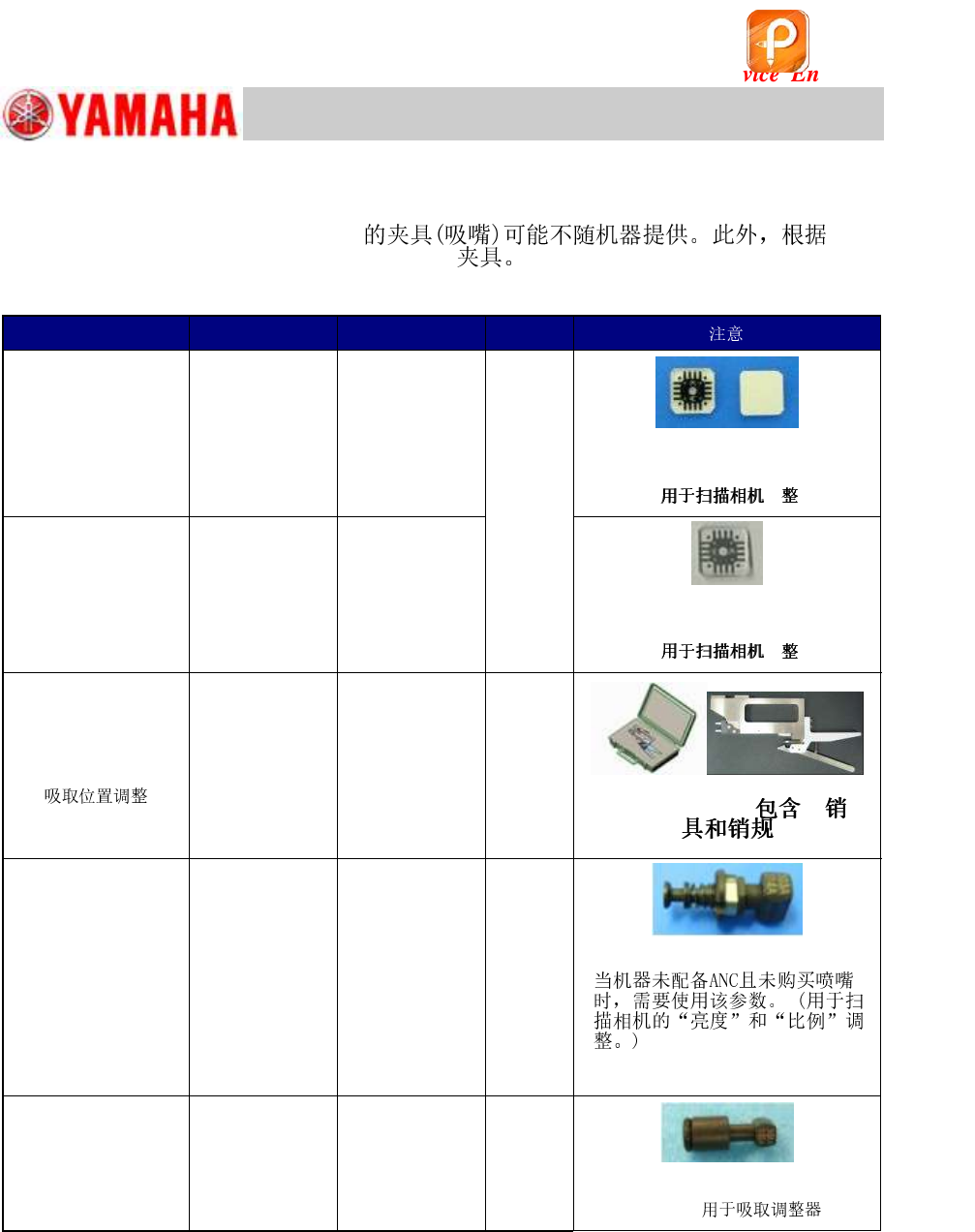
2.5 Other jigs required for the adjustment
Item
Part Name
Part No.
Qty
16-pin QFP
(WITH a white sticker
on the back)
QFP 16
ASSY
KHY-M880A-00
1
(Select
either of
the two)
It is used for the “” adjustment
of the component recognition
camera.
16-pin QFP
(WITHOUT a sticker)
QFP
16P
KW8-M880A-00
It is used for the “” adjustment
of the component recognition
camera.
Pickup position
adjustment jig
MASTER
FEEDER ASSY
KHJ-MD4A0-00
1
KHJ-MD4A0-02
“KHJ-MD4A0-02” contains the tail pin
jig and the pin gauge.
Type 303A/314A
(For SOP)
303A/314A AS.
KHY-M7740-A0
1
Type 304A/315A
(For QFP)
304A/315A AS.
KHY-M7750-A0
1
It is used for picking up a 35mm sq.
light adjuster.
Table 8
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
8/107
3. Installation of the machine
ysmQP
:
See “SI1004008E=General procedures for carrying in and installing a machine” for the general
procedures for installing a machine.
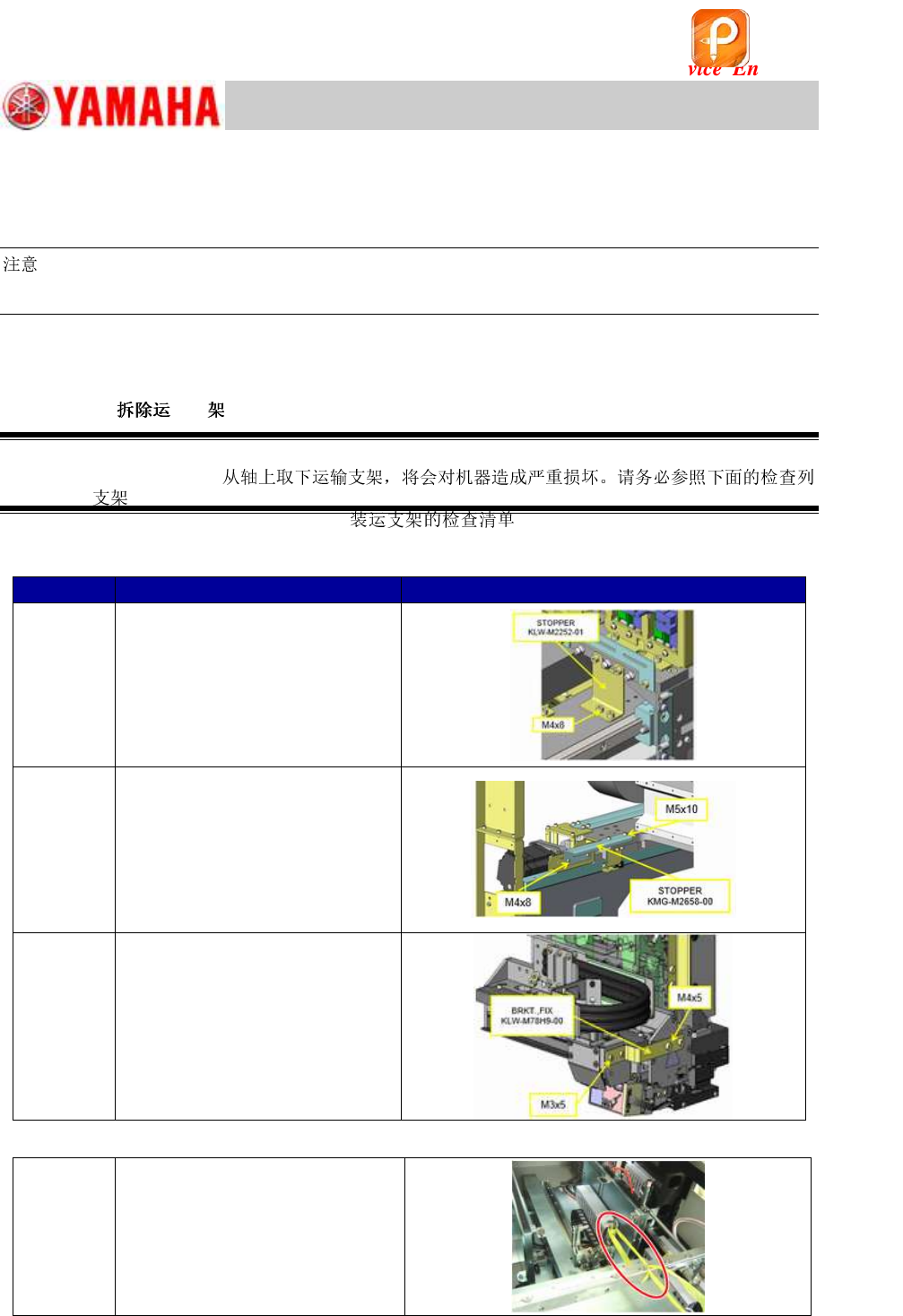
3.1 Remove the shipping brackets
After removing the shipping brackets from the machine, fill in the Check sheet that comes with the
machine.
:
“”
.
Check list for the shipping brackets
Axes
Qty
Location of the brackets
X-axis
1 position
STOPPER
KLW-M2252-01 (Qty: 1)
BOLT HEX, SOCKET HEAD
91312-04008 (M4x8, Qty: 4)
Y-axis
1 position
STOPPER
KMG-M2658-00 (Qty: 1)
BOLT HEX, SOCKET HEAD
91312-04006 (M4x8, Qty: 2)
BOLT HEX, SOCKET HEAD
91312-05010 (M5x10, Qty: 2)
SC-axis
1 position
BRKT., FIX
KLW-M78H9-00 (Qty: 1)
BOLT HEX, SOCKET HEAD
91312-03005 (M3x5, Qty: 2)
BOLT HEX, SOCKET HEAD
91312-04008 (M4x5, Qty: 2)
sATS15 (Option)
AH-axis
1 position
Yellow plastic strap
Table 9
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
9/107
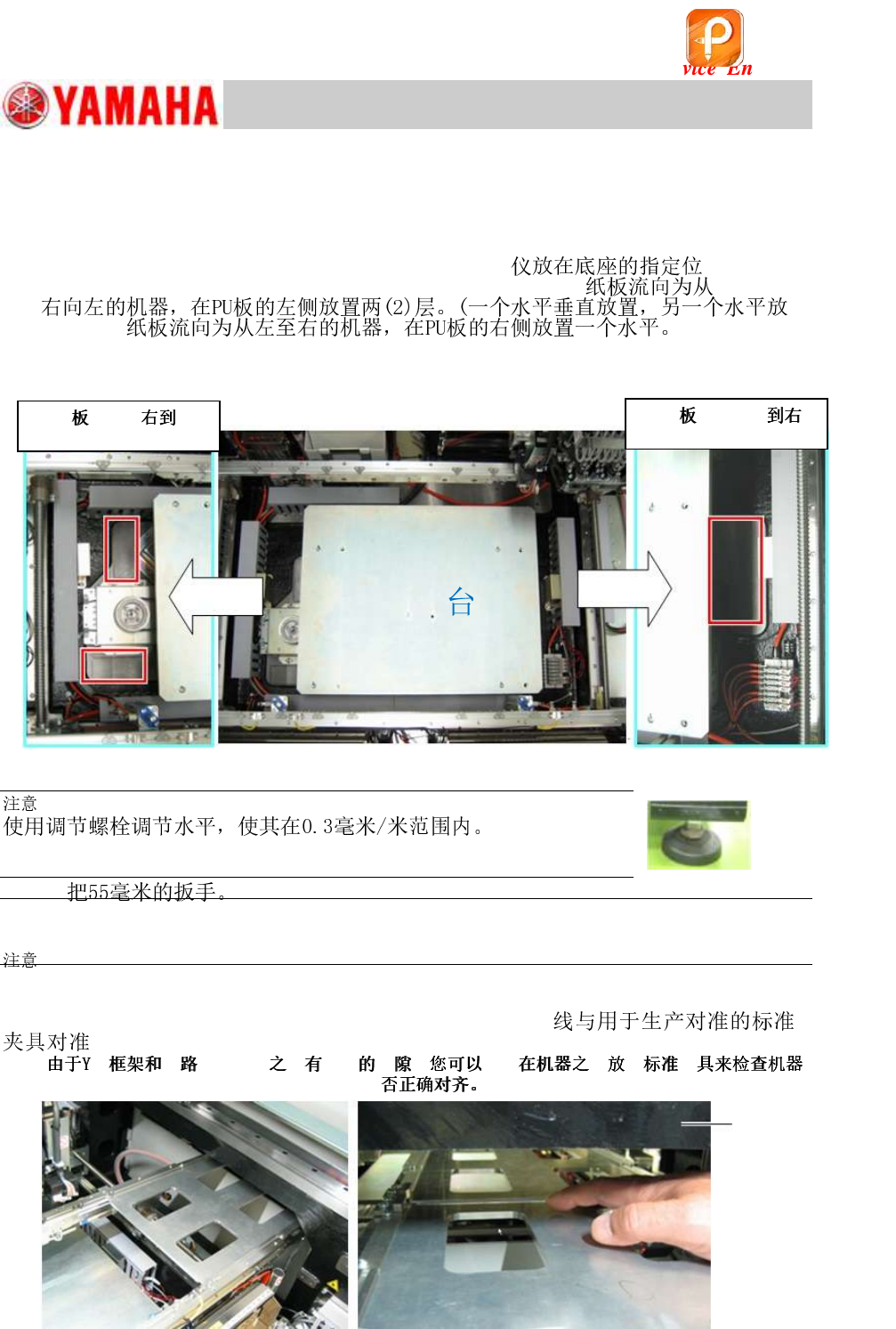
3.2 Positions to set the levels and production line alignment
ysmQP@
xy@
I@
Figure 1
:
:
See Service Information “SI1004008E=General procedures for carrying in and installing a machine” for
the general procedures for installing a machine. It is possible to align a production
line with a standard jig for the production alignment
Figure 2
PU
< >
< >
Y-axis
frame
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/