F4000N_revD.pdf - 第64页
F4000N Series Operating Manual Section 5: Point T ype & Function Reference Part # 562187N - 1 Rev . D Sep 201 2 63 © 20 12 Fisnar Inc. 2.3 Program Nam e Program Name allows th e user to register a name for the curren…
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
62
© 2012 Fisnar Inc.
2.2 Expand Step & Repeat
Expand Step & Repeat will expand a step and repeat instruction to the actual data it
represents. This can be useful in situations where the user must edit selected elements in
a Step & Repeat group, although an expanded Step & Repeat instruction will occupy more
memory space than an unexpanded instruction.
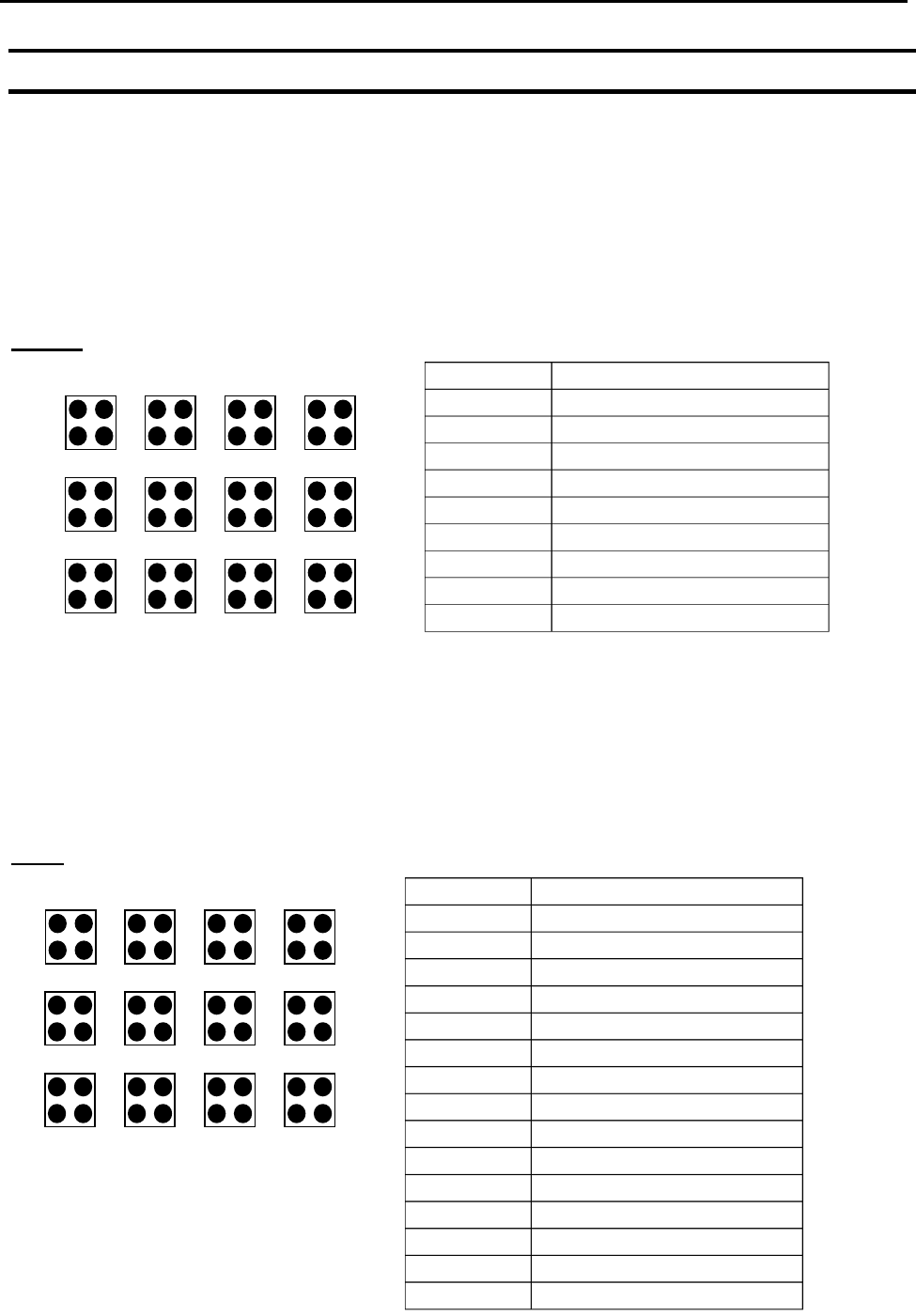
For example, if the following program was created:
Before:
The original program occupies 9 memory addresses.
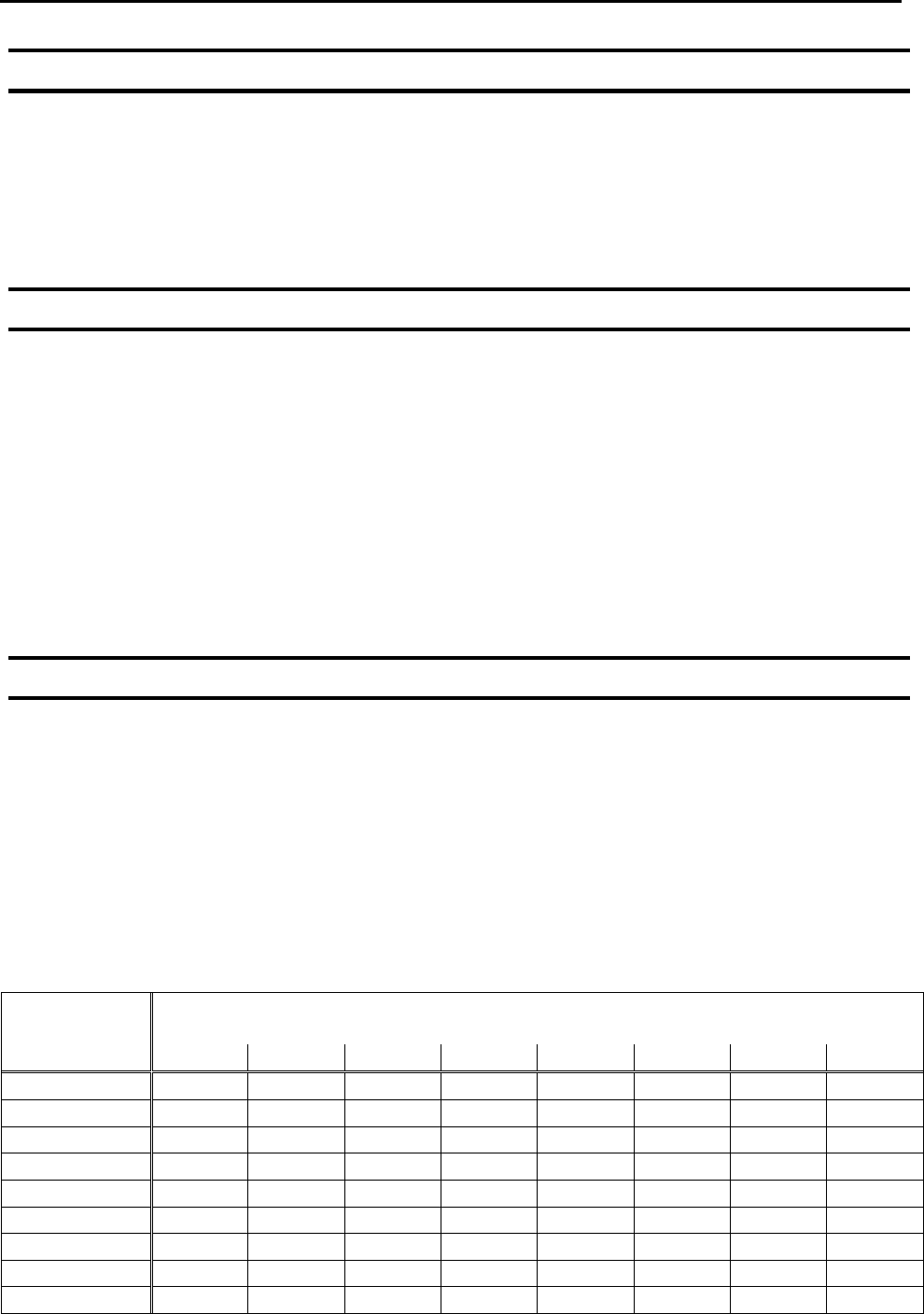
If the user brings memory address number 8 into the display and then selects F2 (MENU
1), Expand Step & Repeat, address 8 will be expanded into the 44 points which it
represents, bringing the total number of memory addresses used to 51 (plus the End
Program instruction at address 52).
After:
1
2
3
4
8
7
6
5
9
10
11
12
Address
Instruction
1
Dispense End Setup
2
Z Clearance
3
Point Dispense Setup
4
Dispense Point
5
Dispense Point
6
Dispense Point
7
Dispense Point
8
Step & Repeat X, Addr=4
9
End Program
1
2
3
4
8
7
6
5
9
10
11
12
Address
Instruction
1
Dispense End Setup
2
Z Clearance
3
Point Dispense Setup
4
Dispense Point
5
Dispense Point
6
Dispense Point
7
Dispense Point
8
Dispense Point
9
Dispense Point
10
Dispense Point
.
.
.
.
.
.
51
Dispense Point
52
End Program
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
63
© 2012 Fisnar Inc.
2.3 Program Name
Program Name allows the user to register a name for the current program. If a program
name is registered, it will appear on the display when that program is selected in Run
mode.
2.4 Z-axis Limit (mm)
Z-axis Limit allows the user to limit the range of the Z-axis.
Use the Z and Z keys to bring the Z-axis to the highest and lowest point the Z-axis
should be allowed to travel (the highest Z-axis numeric value), then select F2 (Menu 1), 4.
Z-axis Limit. (mm)
The Z-axis range of motion will be limited to the current value.
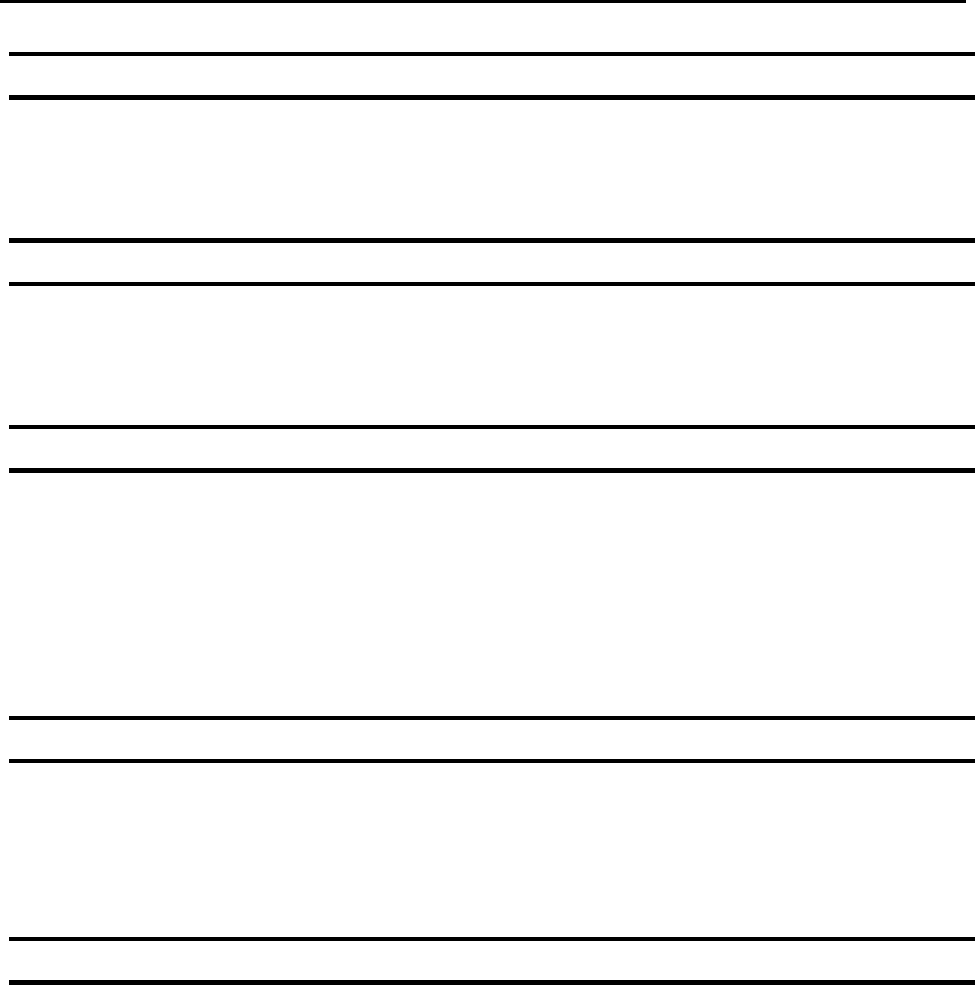
2.5 Initial Output Port
Initial Output Port sets the ON/OFF status of the output signals at the start of each
program cycle.
Initial Output Port value is the decimal representation of an 8 binary bit values controlling
the 8 output signals.
For example,
Decimal
Value
Output Status
(X = on, blank = OFF)
#1
#2
#3
#4
#5
#6
#7
#8
0
1
X
2
X
4
X
8
X
16
X
32
X
64
X
128
X
F4000N Series Operating Manual
Section 5: Point Type & Function Reference
Part # 562187N-1
Rev. D Sep 2012
64
© 2012 Fisnar Inc.
2.6 Debug Speed (mm/s)
Debug Speed allows the debug speed to be set. This speed is the speed at which the tip
will move when running in Debug mode. See also SECTION 5:4.6 Debug Program
2.7 Utility Menu
Opens the Utility Menu. See SECTION 5:3 Utility Menu (within menu 1).
2.8 Jog Speed
The Jog Speed setting allows the user to select the jog speed for programming in Teach
mode. The Jog speed can be set to Low, Middle or High speed.
The default value is 2. Middle.
2.9 Adjust Origin
Allows the position of a program to be corrected using the reference points. Corrects: X
offset, Y offset. Please refer to SECTION 5:5.9 Adjust Position Setup
2.10 Control by RS232
This command allows the robot to be controlled via the RS232 port. This is possible with
the Fisnar Windows software package Robot Edit feature.
To enable or disable this functionality, select F2 (Menu 1) Control by RS232 and select
Enable or Disable.