SP18 操作手册.pdf - 第142页
SP18P-L 操作手册 5.10 确认印刷测试的 印刷状态 Pa ge 5- 24 3. 将伺服开关置于 ON ( I ) 。 4. 按操作面板的 UNLOCK + ST ART 。 • 执行从基板搬入到印刷 、基板搬送的一系列的 动作后,显示这些的动 作结果。 例 ) 全部动作正常完成时 基板搬入 OK 基板识别 OK 印刷动作 OK 网板清洁 OK ∗ 确认印刷状态后,若需 要进行印刷位置的微调 整时,用 [ 印刷位置数据 ] 变…
SP18P-L
操作手册
5.10
确认印刷测试的印刷状态
Page 5-23
5.10
确认印刷测试的印刷状态
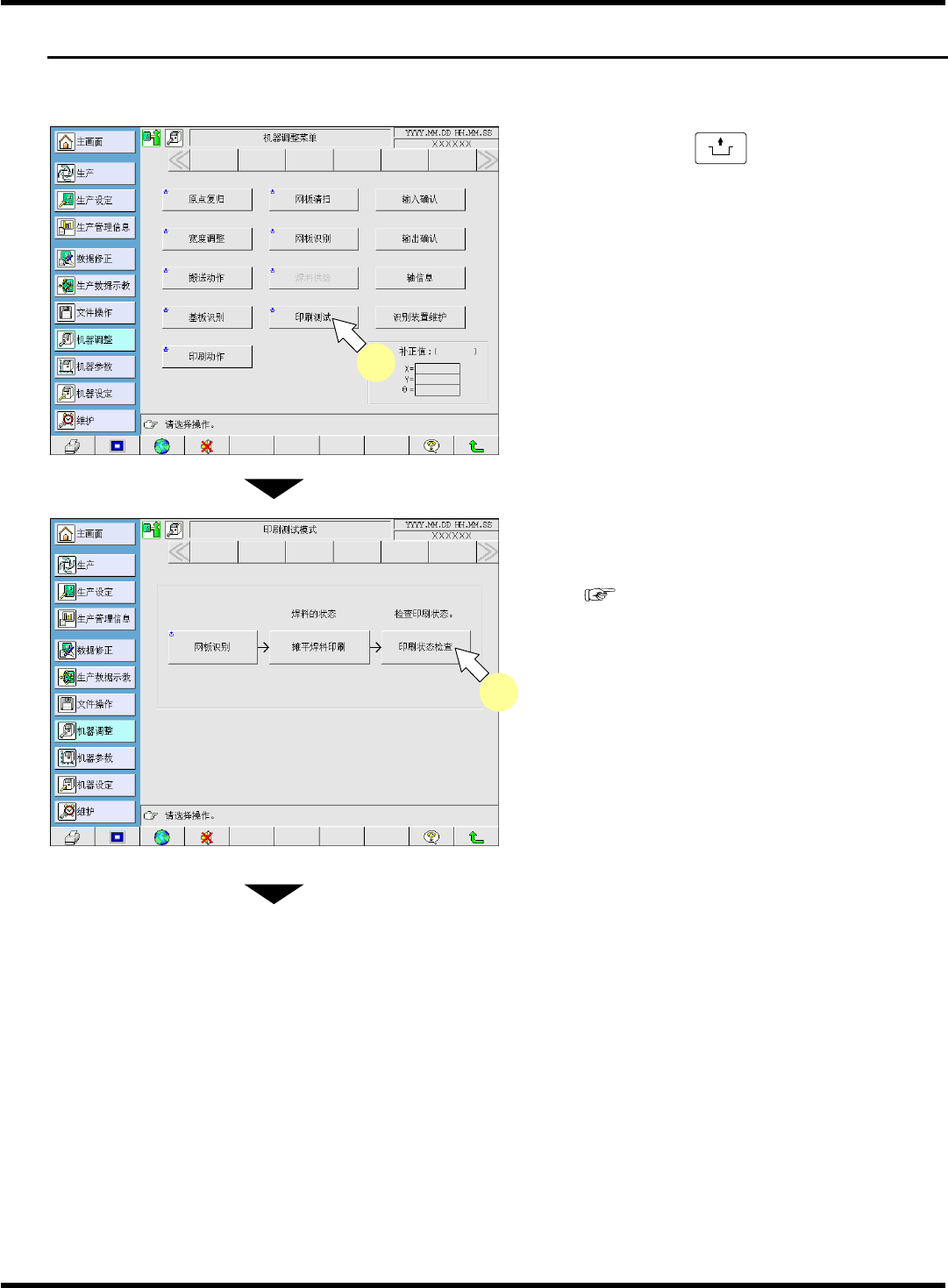
进行印刷测试来确认印刷状态。
1.
按操作面板的
UNLOCK
+
[
印刷测试
]
。
•
将显示
<
印刷测试模式
>
画面。
2.
按
[
印刷状态检查
]
。
•
将显示
<
印刷状态检查
>
画面。
(
参考手册
)
下一页
EJP1A-C-OMA05-A02-01
EJP1A-Ma-0006
EJP1A-Ma-0001
1
2
SP18P-L
操作手册
5.10
确认印刷测试的印刷状态
Page 5-24
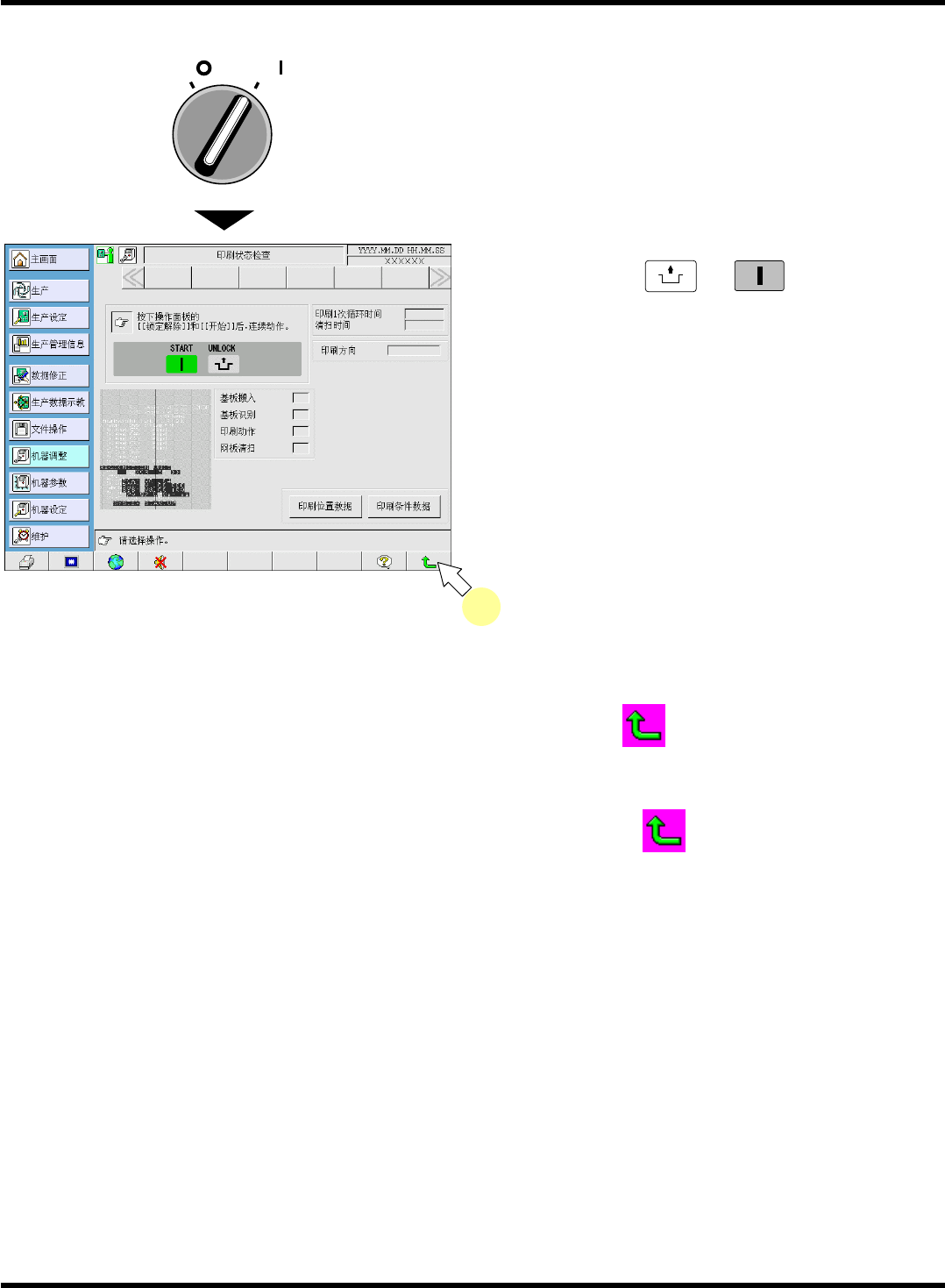
3.
将伺服开关置于
ON ( I )
。
4.
按操作面板的
UNLOCK
+
START
。
•
执行从基板搬入到印刷、基板搬送的一系列的
动作后,显示这些的动作结果。
例
)
全部动作正常完成时
基板搬入
OK
基板识别
OK
印刷动作
OK
网板清洁
OK
∗
确认印刷状态后,若需要进行印刷位置的微调
整时,用
[
印刷位置数据
]
变更印刷位置。
•
在网板上剩下焊料时,用
[
印刷条件数据
]
重新调
整印压和刮板速度。
5.
按功能键的
。
•
将返回
<
机器调整菜单
>
画面。
•
如果再按一次
,将返回
<
主画面
>
画面。
O
FF ( )
ON (
)
SERVO
EJP1A-C-OMA05-A02-01
EJP1A-Ma-0008
5
SP18P-L
操作手册
5.11
程序转换
(
生产向导
)
Page 5-25
5.11
程序转换
(
生产向导
)
生产向导功能将从生产结束后一直至开始下一批生产为止之间的程序转换作业、焊料摊平作业、印
刷状态检查作业成为
1
组程序,并逐步指导作业者一直到下一批生产开始,以避免发生遗漏作业。
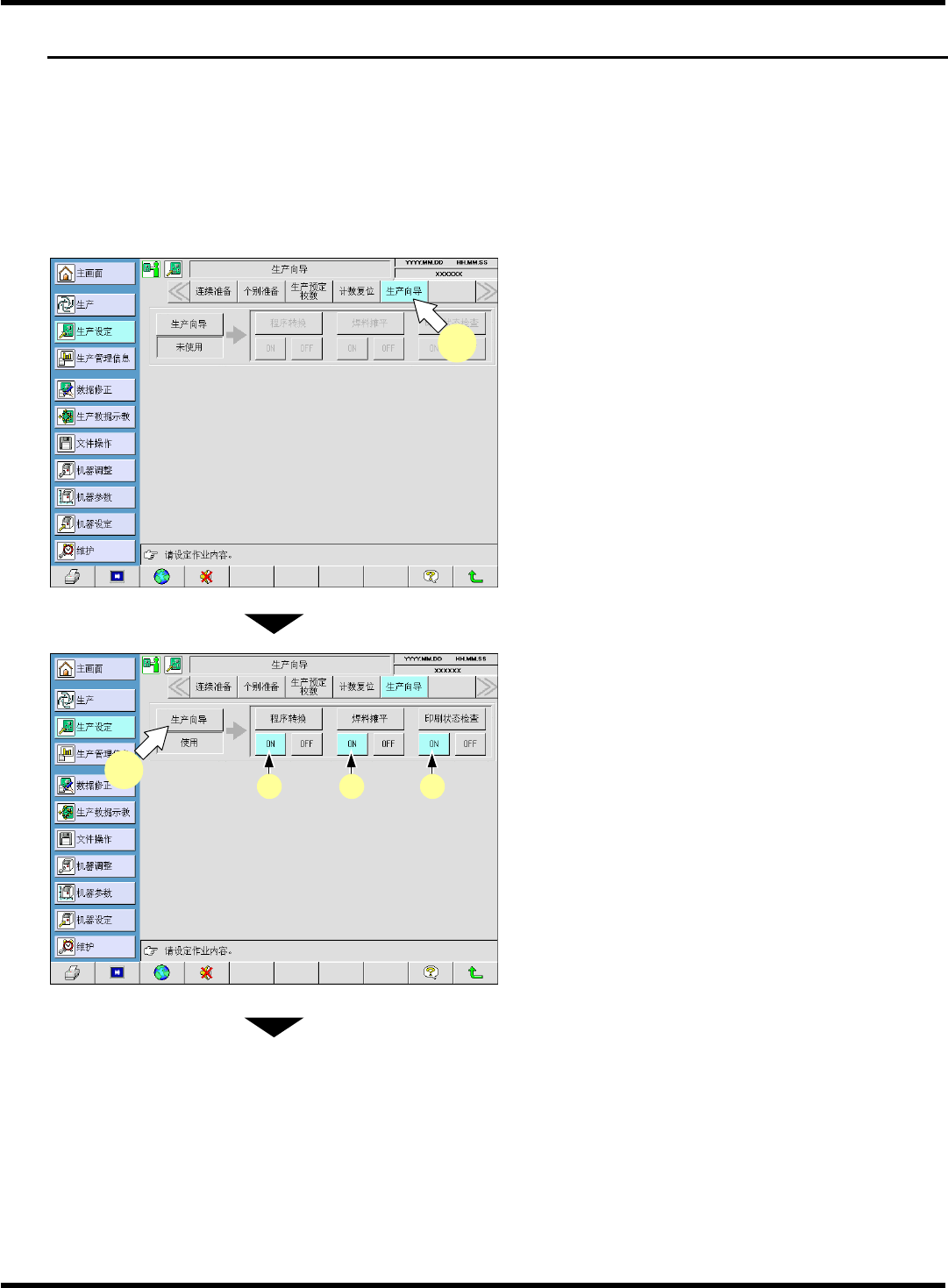
5.11.1
生产向导作业步骤的定制
可进行生产向导作业步骤的定制。
1.
按
[
生产向导
]
。
•
显示
<
生产向导
>
设定画面。
2.
按
[
生产向导
]
,将
‘
使用
’
设为有效。
•
根据需要将各作业设为
[ON]
。
a.
[
程序转换
]
b.
[
焊料摊平
]
c.
[
印刷状态检查
]
下一页
EJP1A-C-OMA05-A02-00
EJP1A-Pc-0045
2
a b c
EJP1A-Pc-0044
1