SP18 操作手册.pdf - 第151页
SP18P-L 操作手册 6.1 出现此情况时 Page 6-3 6.1.2 印刷状态不良 现象 原因 对策 参考 确认、修正基板数据。 PM 定位·夹具不良 确认夹紧压 基板弯曲时降低压力。 OM/5.5 机种切换时,未识别网 板 进行网板识别。 OM/4.3 印刷偏移 生产数据示教方法有误 根据操作手册进行生产 数据示教 ( 基板识 别、网板识别、全部示 教 ) 。 OM/ 4.2, 4.3, 4.6 EJP1A- C-OMA0…
SP18P-L
操作手册
6.1
出现此情况时
Page 6-2
6.
6.1
出现此情况时
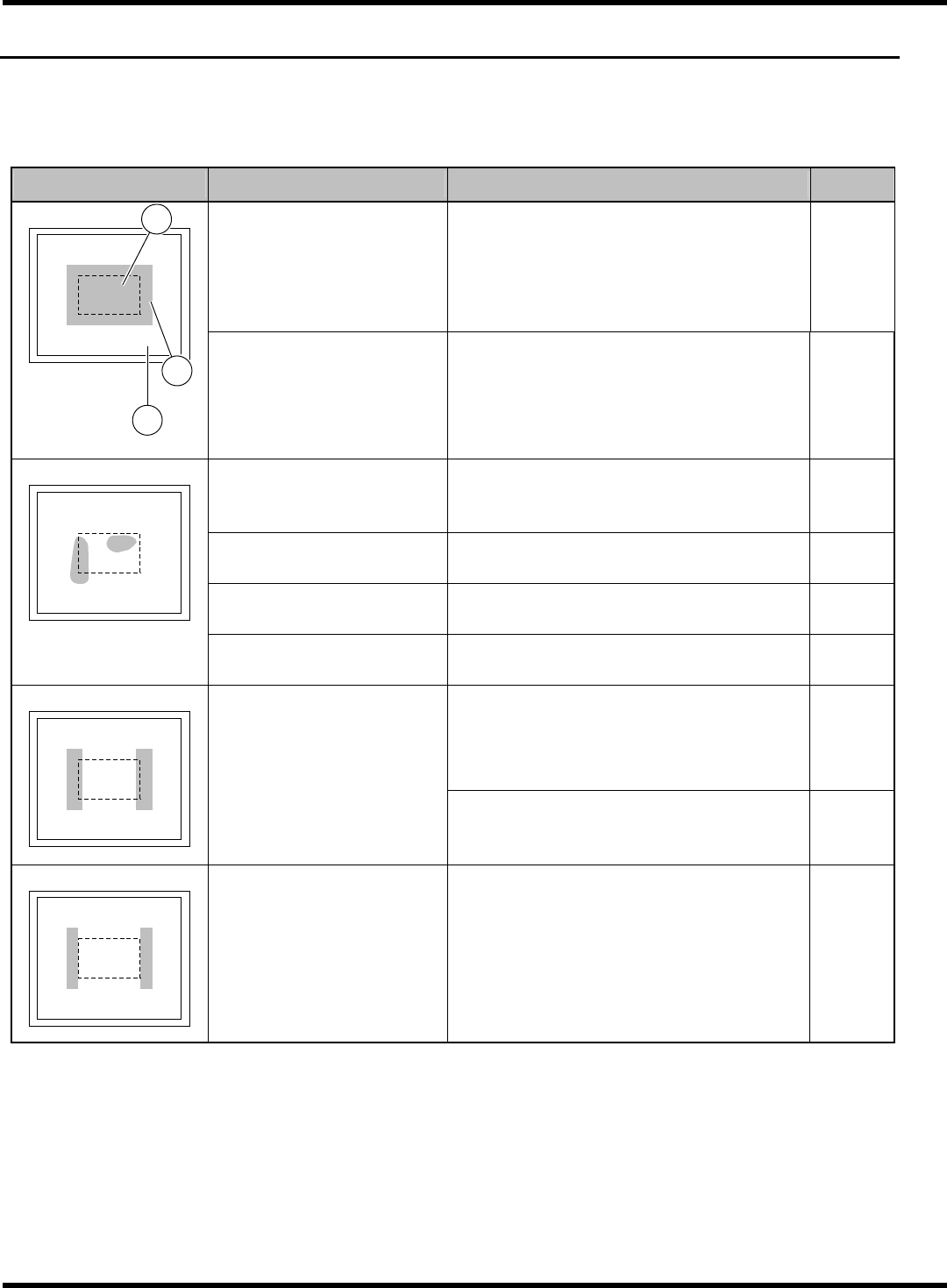
6.1.1
网板上残留有焊料
OM:
操作手册
RM:
参考手册
MM:
维修手册
PM:
程序手册
现象
原因
对策
参考
印压设定值过低
确认、修正印刷条件数据。
提高印压值
降低刮板速度
确认刮板长度
RM
整体残留
1B4C-415E
基板
焊料
网板
未进行印压示教
进行印压示教。
OM/4.5
刮板刀刃的平行度不合适
确认刀刃的安装状态。
(
通过把刮板接触到支撑块等的平面的方法来确
认没有空隙。
)
OM/3.2
MM
无支架
(
销
)
在有焊料残留的部分安装支架
(
销
)
。
OM/5.3
支架有损伤
去除损伤
(
使之成平面
)
或更换支架。
OM/5.3
不均匀残留
1B4C-417E
在支架或支撑板上有异物
(
焊
料滴等
)
清扫。
MM
确认、修正基板数据
(
厚度
)
。
PM
两端
(
基板范围内
)
残留
1B4C-418E
升降机侧
(
基板侧
)
过度推上
网板
修正印刷条件数据。
加大间隙
例
)
−
0.5
→
−
0.2
PM
两端
(
基板范围外
)
残留
1B4C-419E
正常
−
EJP1A-C-OMA06-A01-01
1
2
3
SP18P-L
操作手册
6.1
出现此情况时
Page 6-3
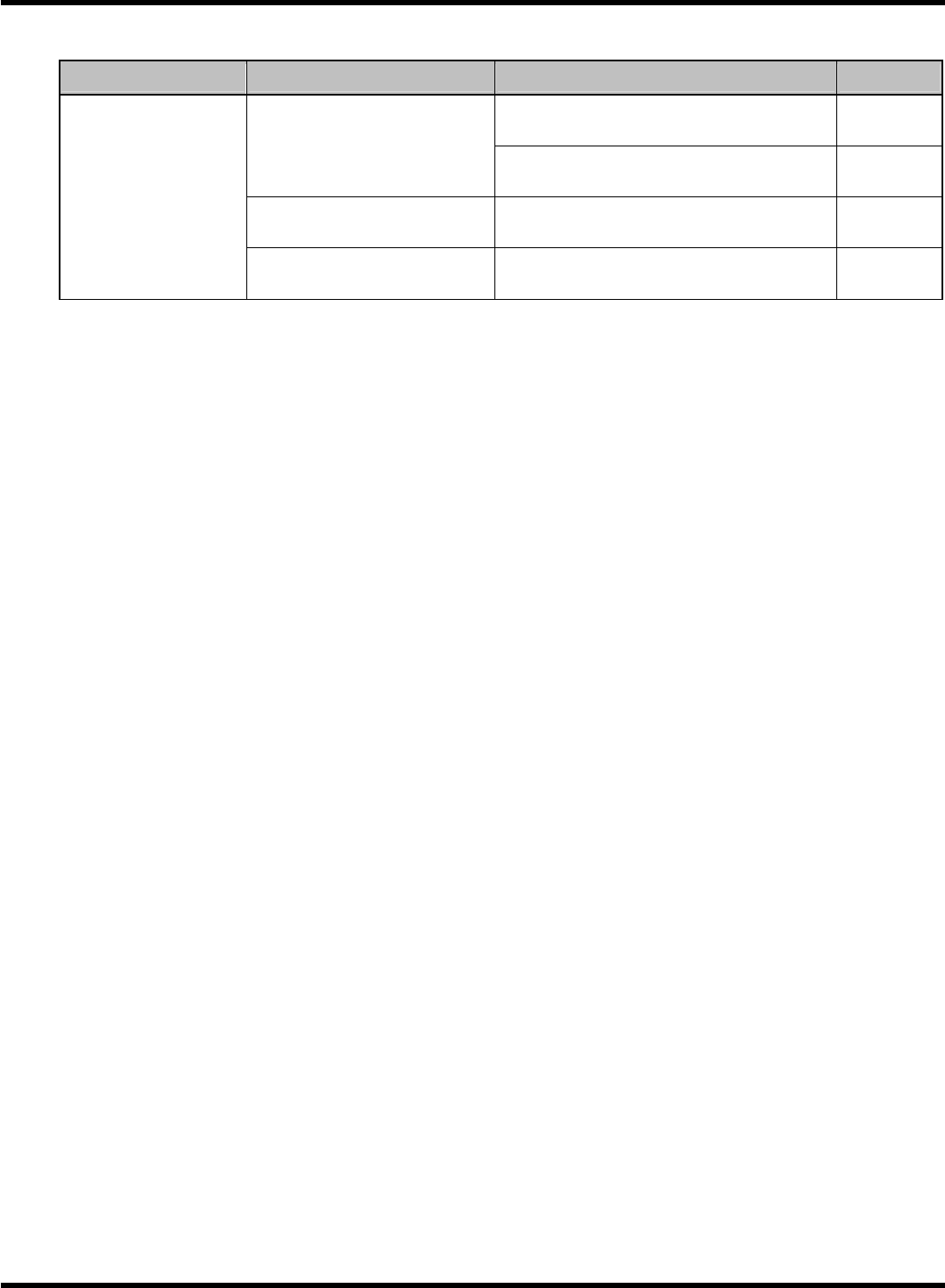
6.1.2
印刷状态不良
现象
原因
对策
参考
确认、修正基板数据。
PM
定位·夹具不良
确认夹紧压
基板弯曲时降低压力。
OM/5.5
机种切换时,未识别网板
进行网板识别。
OM/4.3
印刷偏移
生产数据示教方法有误
根据操作手册进行生产数据示教
(
基板识
别、网板识别、全部示教
)
。
OM/
4.2, 4.3, 4.6
EJP1A-C-OMA06-A01-02
SP18P-L
操作手册
6.1
出现此情况时
Page 6-4
6.1.3
相关错误
现象
原因
对策
参考
基板识别标记数据异常
确认、修正基板识别数据
(
形状指定
)
。
PM
基板识别标记污损
将伺服开关置于
OFF (O)
后,取出基板并清扫
识别标记。
−
确认、修正基板数据。
PM
基板识别错误
基板夹具不良
提高夹紧压。
(
以基板不弯曲为宜
)
OM/5.5
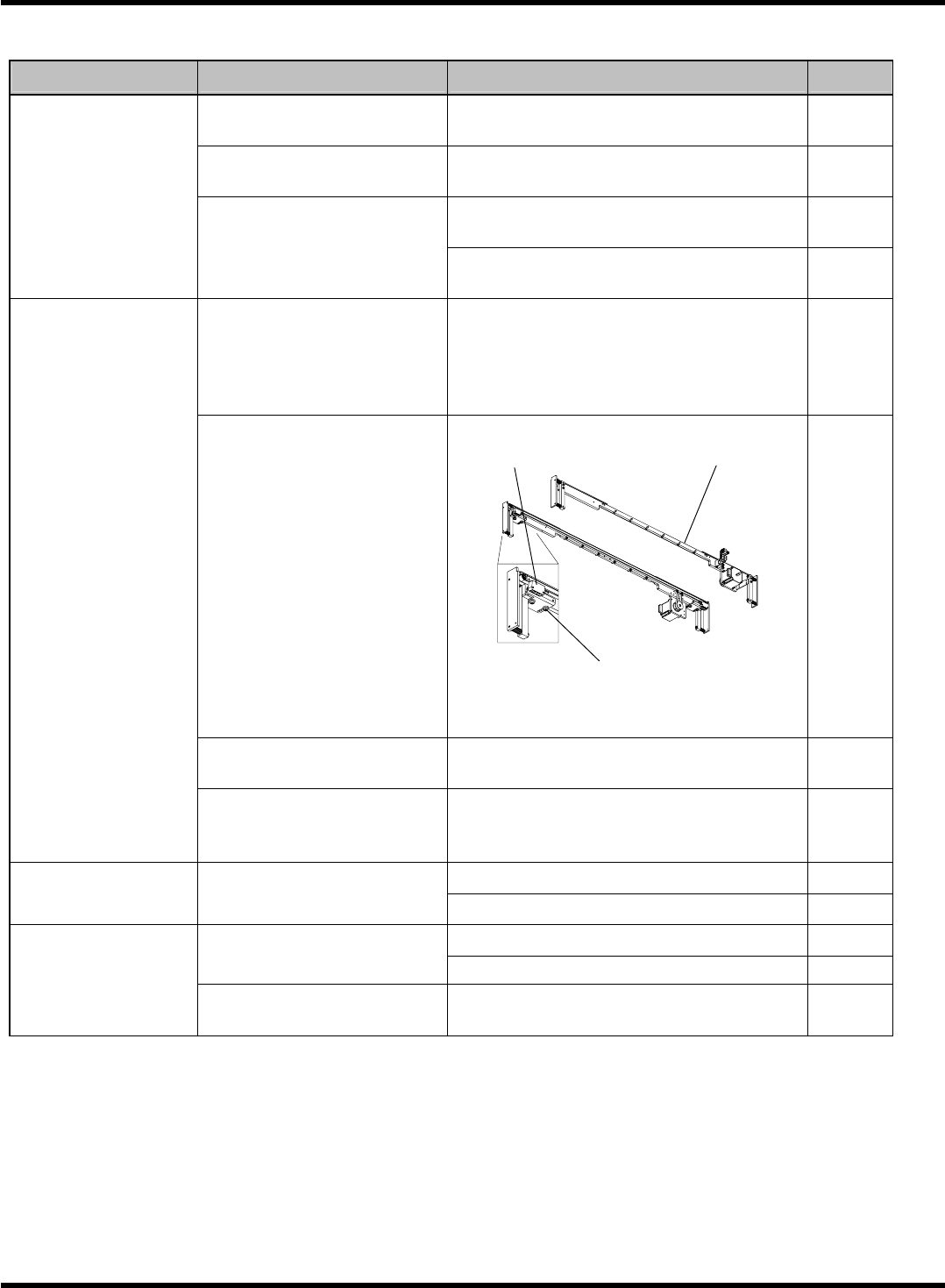
传送带的基板检测传感器不检
测基板
传感器位置和基板的缺口位置
重叠
根据基板定位数据,修正止动器碰上位置。
MM
移动传感器位置。
基板检测传感器
搬送传送带
EJP1A-082E
螺栓
传送带的基板检测传感器不检
测基板
(
检测位置有缺口、槽
)
拧松螺栓,将传感器向基板宽度方向移动进行
调整。
−
皮带或导轨污损
去除皮带、导轨的污垢。
−
基板搬送错误
虽然没有基板,但传送带的基板
检测传感器成为检测出的状态。
(
错误感应出支撑。
)
将基板定位数据支撑行程设定为
“
有
(
大
)”
。
设定切口量。将止动器挪到不会感应出支撑的
位置。
OM/1.5
确认、修正基板数据。
PM
基板搬送错误
(
基板贴附在网板背面
)
基板夹具不良
提高夹紧压。
(
以基板不弯曲为宜
)
OM/5.5
确认后工程要求信号的输出。
−
在基板排出等待时间内,后工程
基板要求信号不能变为
OFF
。
确认、修正基板排出等待时间。
MM/2.1.9
基板排出错误
基板滞留在传送带上。
确认后工序和连接部的传送带是否发生偏移。
清除传送带、导轨上的污垢。
−
EJP1A-C-OMA06-A01-01