FX-1R_InstructionManual_C_Rev03a.pdf - 第598页
第 9 章 机器设置 9-33 9.4.2.8 多站台(多工位)生产线(H LC 连接) 在菜单栏中选择[设置各组 ]/[HLC 连 接] 之后,会显示如下的 [HLC 连接] 对话框。 图 9.4-22: 多工位(多站台)生产线(H LC )对话框 (1) 设置项目 在[HLC 连接 ] 对话框中的设置项目如下表。 表 9.4-21: 设置项目 No. 项 目 设置的内容 1 HLC 连 接 用于设置 H LC 与通用贴片机、 贴片机…
第 9 章 机器设置
9-32
(3)生产动作
表 9.4-20: 设置了“使用选中的功能”时的贴片
No. 项目 设置内容
1 识别 BOC 时阈值的自动
变更
识别被氧化的 BOC 标记时容易出错,不能识别时,自动将此处设置
的值作为下限值自动变更阈值,进行识别。下限阈值的默认值为 700,
输入范围为 650~900。
2 空打时忽视传送功能 在空打生产时,不进行一切传送操作。
3 重试[0],吸取错误时
停止气缸上升
元件数据的附加信息中吸取重试次数设置为[0]的元件的带状送料
器,送料时间发生变化。
吸取元件后用激光识别有无元件,确认正常地吸取了元件后,再让
送料带进行送料。
4 生产条件的步骤号输
入无效
有关生产条件画面的步骤号设置,开始行、结束行不能输入。此种
情况下的贴片范围为步骤 1 至最终步骤。贴片数据编辑后,更改的
贴片点自动地反映到结束行。
(以基板生产和空打生产为对象,试打除外)
5 安全盖被打开时操作
面板开关无效功能
安全盖被打开时,除操作面板的 STOP 开关以外的所有开关都失效。
第 9 章 机器设置
9-33
9.4.2.8 多站台(多工位)生产线(HLC 连接)
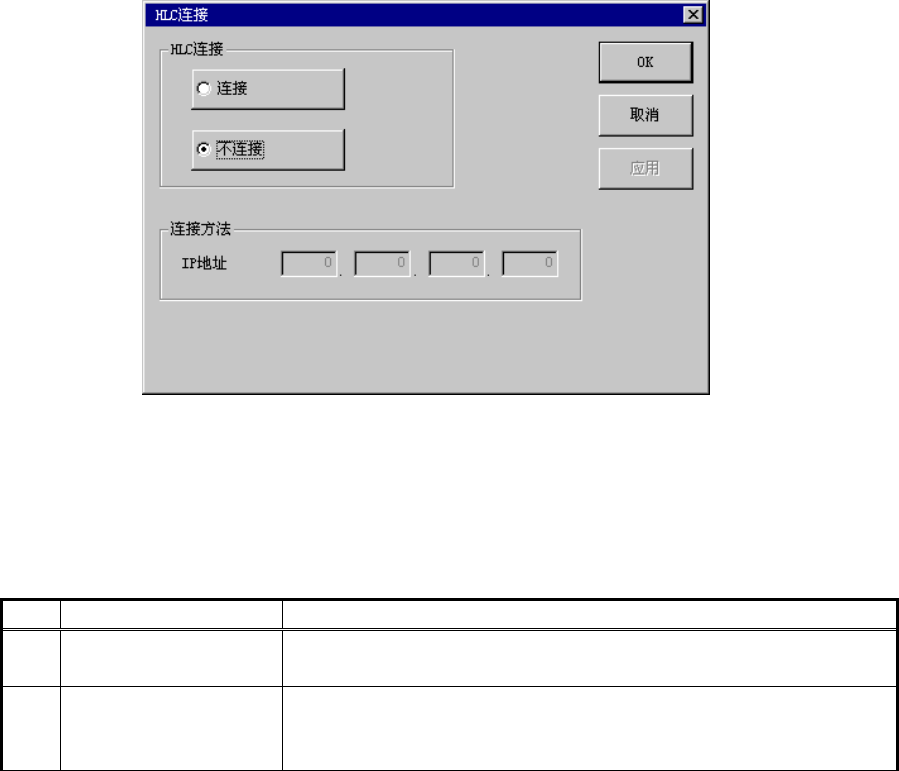
在菜单栏中选择[设置各组]/[HLC 连接]之后,会显示如下的[HLC 连接]对话框。
图 9.4-22: 多工位(多站台)生产线(HLC)对话框
(1) 设置项目
在[HLC 连接]对话框中的设置项目如下表。
表 9.4-21: 设置项目
No. 项目 设置的内容
1 HLC 连接 用于设置 HLC 与通用贴片机、贴片机、粘接剂点胶机等设备的连接,
组成 HLC 多站台(多工位)生产线。
2 IP 地址 在各站台(工位)上设置 IP 地址,以构筑 HLC 与各站台(工位)的
网络连接。
* 请按照网络管理员的指示进行 IP 地址编号的设置。
(2) 设置方法
① HLC 连接
• 用单选按钮设置[连接]或[不连接]。
(默认值:[不连接])
② 连接方法(IP 地址)
• IP 地址的各项可设置值为 0~255。不同的站台(工位)不能设置相同的值。也不能把全部项设
置为 0。
• IP 地址将成为 HLC 的固定值。
• 在“HLC 连接”中选择“连接”后,请在 IP 地址的每个方框内设置 0~255 范围内的值。输入值
超出此设置范围时,将无法退出对话框。
第 9 章 机器设置
9-34
(3) 用户登录
与 HLC 连接时,请在本设备中添加用户。
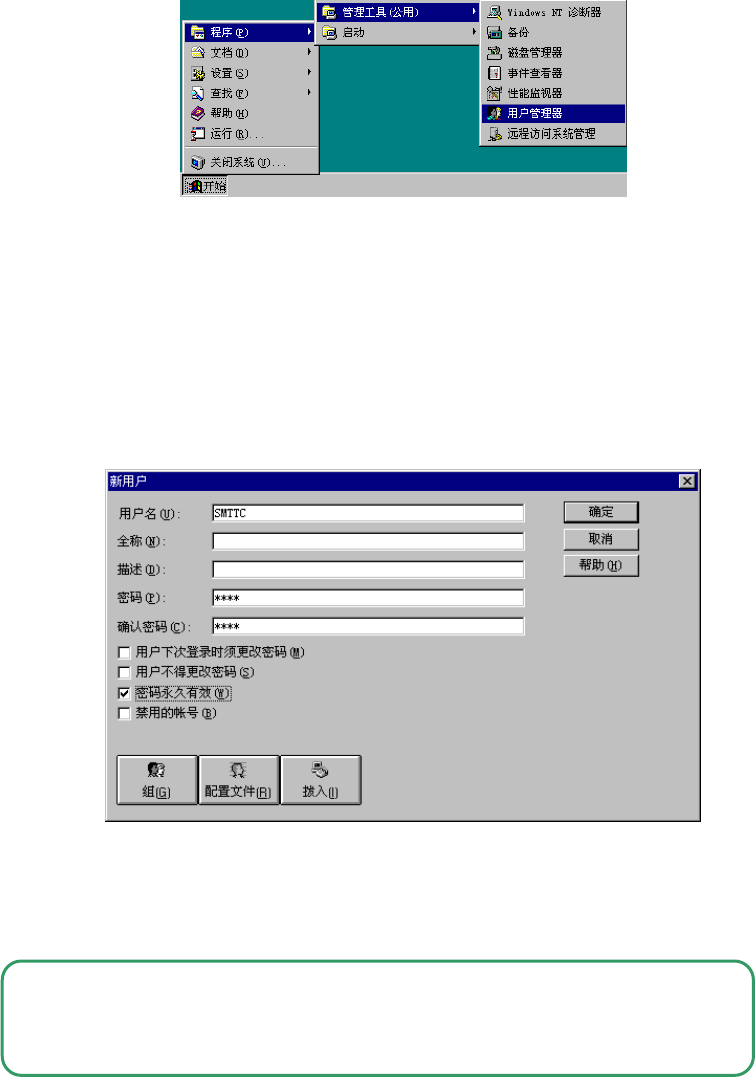
启动安装有 HLC 的计算机,在用户管理器上添加输入用户名和密码。
①按 Windows NT 的[开始]按钮,选择[程序]->[管理工具(公用)]->[用户管理器]。
图 9.4-23: [用户管理器]选择画面
②在用户菜单中选择[新用户]。
在显示的对话框的[用户名]、[密码]、[确认密码]栏中输入,在[确认密码]栏中要输入
与[密码]栏中相同的内容。
取消选中[用户下次登录时须更改密码],只选中[密码永久有效]。
图 9.4-24: 新用户
③设置后,按[确定]结束。
添加用户时,C 盘必须为可以写入状态。
设置方法请参见『4.1.3 切换写入模式』。
* 在 Windows XP 中,按[开始]按钮,选择[控制面板],启动其中的[用户帐户]。之后,按
照提示进行同样的设置。