NPM-DGS_N7201A662C26.pdf - 第254页
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-14 EJS9AC-MB-04P-37 生产线属性设定标签 在 [ 生产线属性 ] 标签中,可以变更生产线的设定。项 目设定如下所示。 項目 説明 标识符 ‘ 名字 ’ 生产线的名称。 ‘ 生产线 ID’ 生产线的标识符。 是与 LNB 的 “LNB 构成信息 ” 的 “ 生产线 ID” 相同的值。 硬件设定 ‘ 基板搬送方向 ’ 设定基板的搬送方向。根据基板搬送 方…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-37 Page 4-13
4.3.3
选项设定
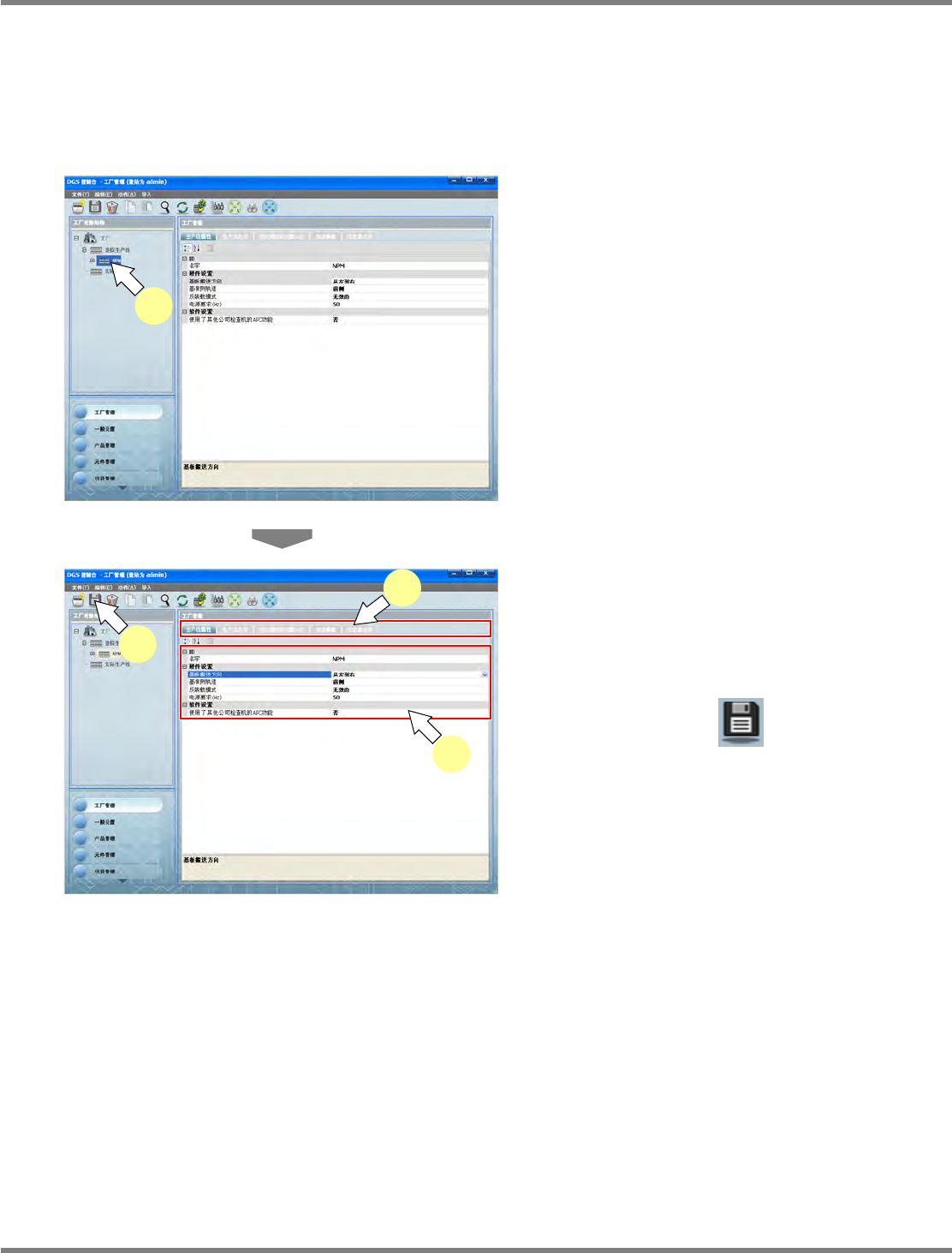
在选项设定画面中进行生产线、设备所使用的选项、参数、数据编制工作的默认设定的定义。
生产线参数设定的确认、编辑
设定与生产线相关的参数。
1
选择画面左上方树形菜单里要设定的
生产线。
将在工厂管理区域内显示各个设定项目。
2
选择设定项目的选项。
3
编辑项目。
4
点击工具栏的
(
保存
)
。
保存新的设定。
Factory040302S-08C05
1
Factory040302S-02C05
4
3
2
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-14 EJS9AC-MB-04P-37
生产线属性设定标签
在
[
生产线属性
]
标签中,可以变更生产线的设定。项目设定如下所示。
項目
説明
标识符
‘
名字
’
生产线的名称。
‘
生产线
ID’
生产线的标识符。是与
LNB
的
“LNB
构成信息
”
的
“
生产线
ID”
相同的值。
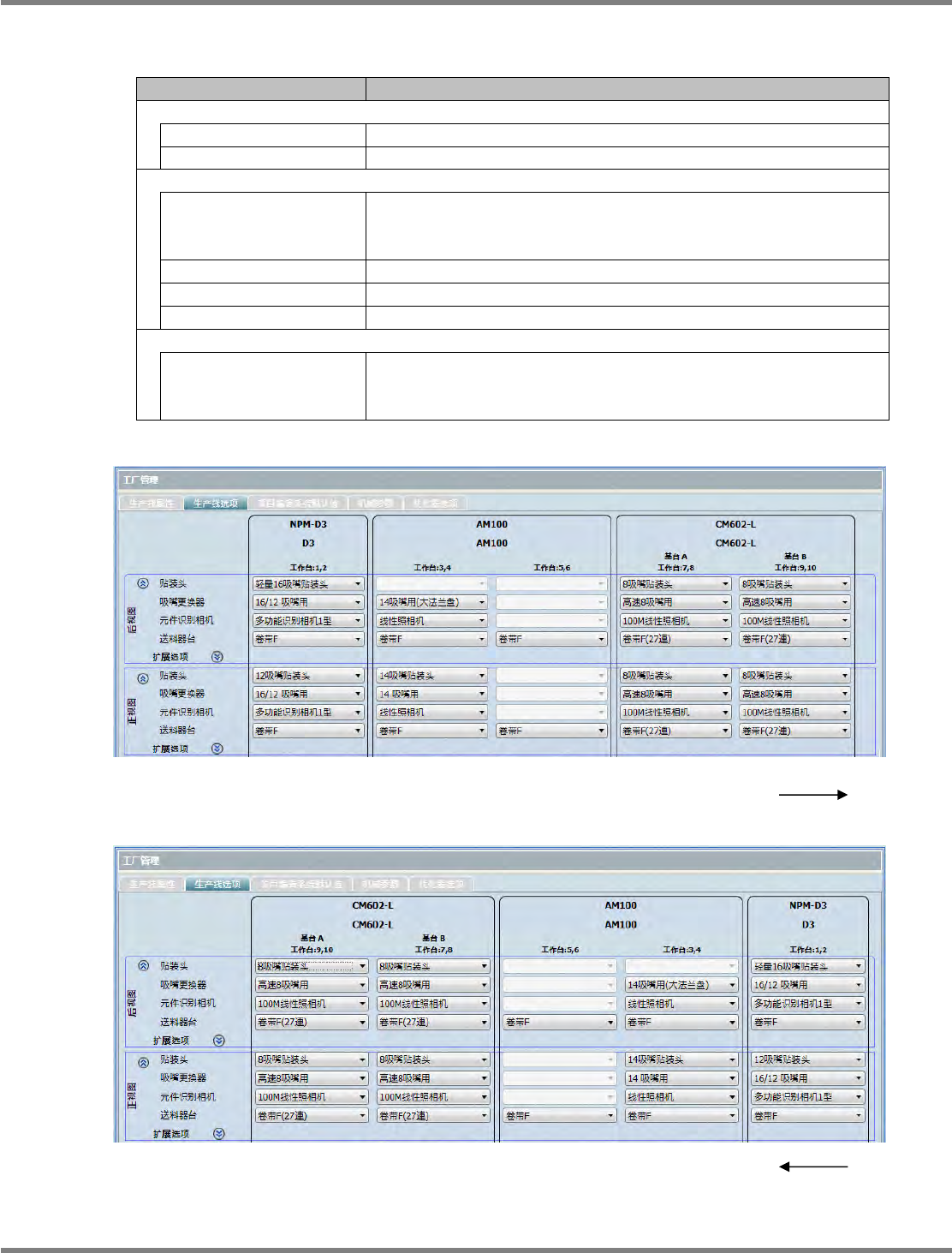
硬件设定
‘
基板搬送方向
’
设定基板的搬送方向。根据基板搬送方向的设定,生产线选项卡画面
上的显示将会发生变化。
(
参照以下记载
)
默认值设定为
'
从左到右
'
。
‘
基準侧轨道
’
设定基准的固定轨道。默认值是
‘
后部
’
。
‘
反装载模式
’
设定是否进行基板的逆向搬送。默认值是
‘
无效的
’
。
‘
电源要求
(Hz)’
设定设备电源的频率。默认值是
‘50’
。
软件设定
‘
使用其他公司检查机的
APC
功能
’
设定是否使用其他公司的检查机来使用
APC
功能。
如果选择
‘
是
’
,即使不使用
GERBER
转换器,也可自动生成用于
APC
功能的初始值。
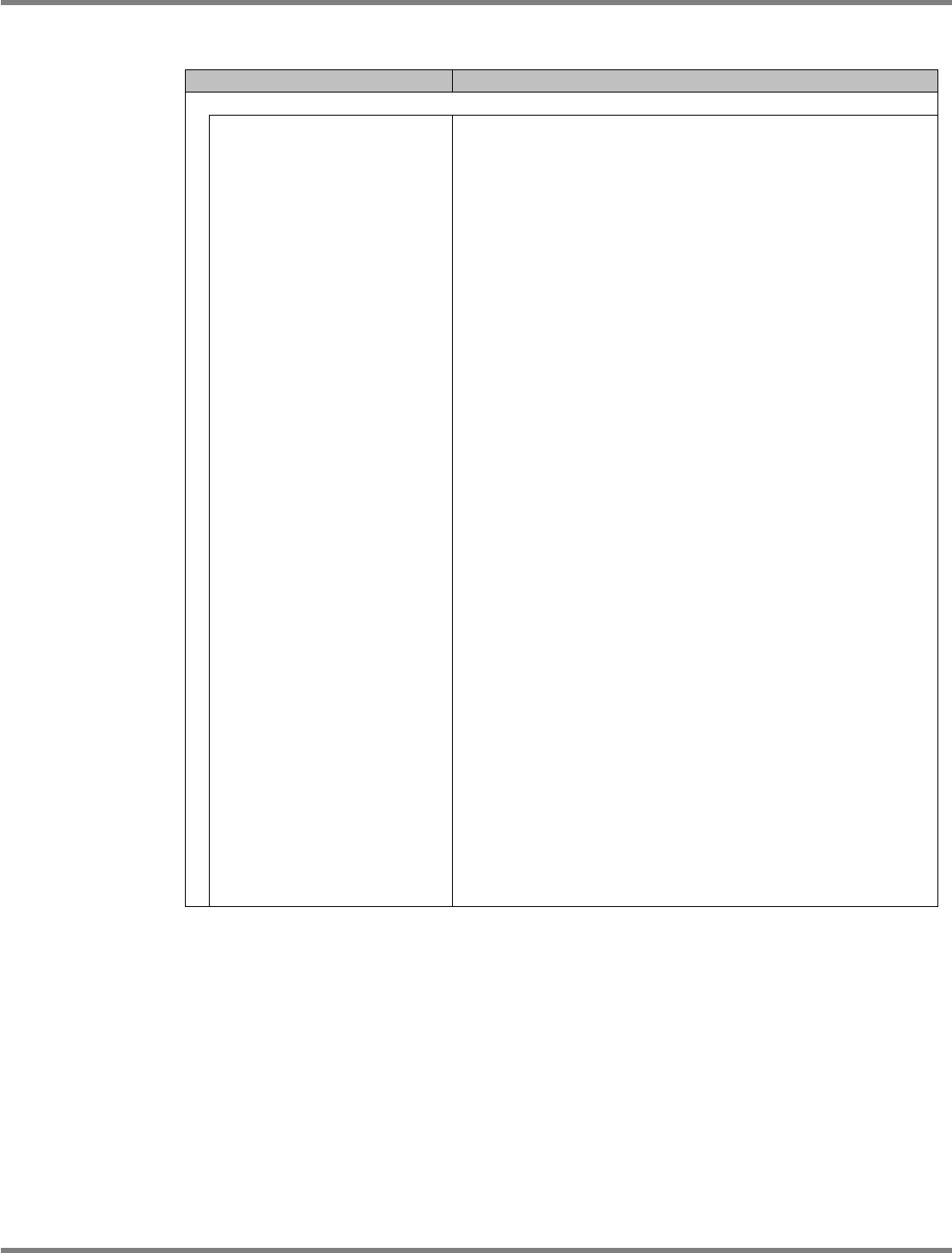
(
基板搬送方向为从左到右时
)
(
基板搬送方向为从右到左时
)
Factory040303S-08C00
Factory040303S-09C00
搬送方向
搬送方向
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-37 Page 4-15
最佳化选项设定标签
在
[
最佳化选项
]
标签中,可以设定执行最佳化之际的选项。项目设定如下所示。
项目
说明
最佳化选项
‘
最优化模式
’
最优化模式有下述两种。
• [
一般模式
]
• [
长考模式
]
当选择了长考模式模式时,即会花费比通常模式长的时间进行最
优化
。处理时间与通常模式相比,有可能会增加大约
2 ~ 5
倍的
时间。
根据基板的不同,有时会发生与通常模式的结果没有区别的情
形。
• [
时间无限制模式
]
选择了时间无限制模式后,将一直继续优化处理,直到客户任意
结束
。通过消除最佳化的时间限制,生产率有可能会得到提高。
将显示当前的趟、预测趟、经过时间、优化结果的最终更新日
期,请根据这些信息结束优化处理。
• [
简易最优化模式
]
选择短时间模式,便可在比通常模式更短的时间内执行最优化。
但是,将会省略部分节拍调整后执行最优化,因此生产率有可能
比通常模式下的最优化结果更为恶劣。
使用例
在下述情形时选择
[
通常模式
]
。
•
现在想要马上确认生产率时。
•
以手动调整了节拍时间,因此想要快速确认最优化结果时。
在下述情形时选择
[
长考模式
]
。
•
想要提高生产率,即使花费时间也无所谓时。
•
以手动调整了节拍,但是需要稍微改善一下生产率时。
在类似以下的情形时,选择
[
时间无限制模式
]
。
•
不在乎时间,只想追求最高的生产率时。
•
不想通过手动对节拍进行调整时。
在以下的情形下选择
[
简易最优化模式
]
。
•
即使在
[
通常模式
]
下,最优化也需要较长时间时。例如,类似贴
装点的点数超出了数万点的情形。