NPM-DGS_N7201A662C26.pdf - 第283页
NPM-DGS 程序手册 4.3 假想生产线的构筑 EJS9AC-MB-04P-37 Page 4-43 项目 说明 ‘ 高密度实装 ’ ‘ 考虑吸嘴尺寸 ’ 在考虑到登录在元件中吸嘴大小的基 础上,自动决定贴装优先顺 序。 ・ [ 最小吸嘴尺寸 ] 使用登录吸嘴中最小的 X 尺寸 /Y 尺寸。 ・ [ 最大细嘴尺寸 ] 使用登录吸嘴中最大的 X 尺寸 /Y 尺寸。 ‘ 考虑元件倾斜 ’ 在考虑到吸附元件时的元件倾斜的基 础上,自动决定…
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-42 EJS9AC-MB-04P-37
项目
说明
‘
亮度等级贴装
’
‘1
区块内元件用完贴装点取消
’
当元件用完时,设定是否从相同区块内相同供料器所实装的实
装点中,取消全部尚未实装元件的实装。
‘1
区块内元件用完防止
–
停止
’
为了防止从相同区块内不同等级的编带上实装元件,而管理剩
余数量,并比较当前的每个剩余数量和图像所使用的元件点
数,当剩余数量不足之际,不开始生产而视为元件用完,以此
来防止实装中途区块的生产。
关于等级贴装的详细内容,请参照
‘13.1
等级贴装功能
’
。
项目
说明
‘
高密度实装
’
‘
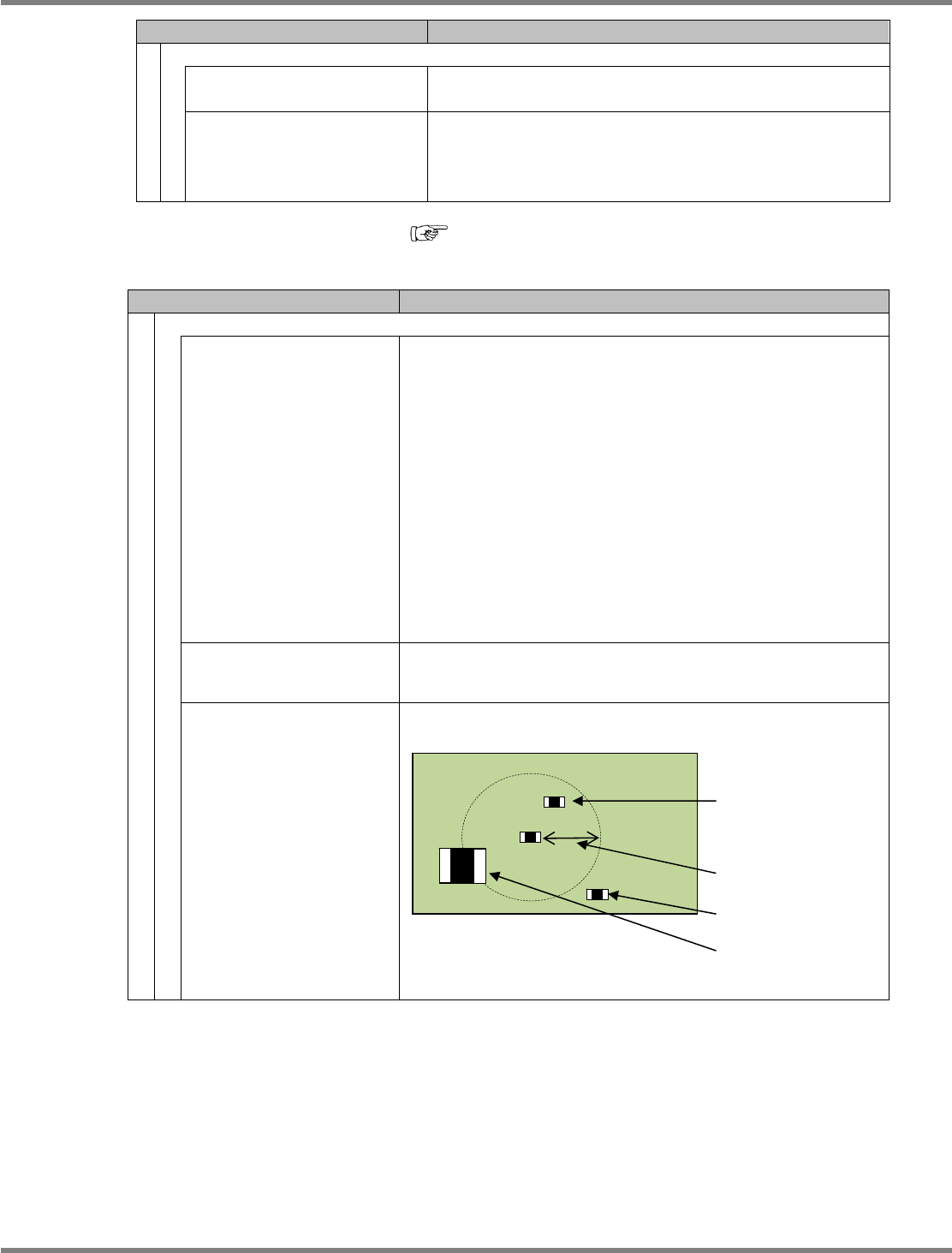
最优化决定贴装优先顺序
’
在贴装元件时,为了防止既已贴装完毕的元件与吸嘴尖端产生干
涉,而决定元件配置与贴装顺序。
使用本功能时,将优先不发生干涉,因此有可能会导致生产率下
降。
・
[OFF]
不通过最佳化决定贴装的先后顺序。
・
[
通过贴装点间距离进行判定
]
对指定的贴装点间距离进行干涉判定,然后决定贴装的优先顺
序。
・
[
通过元件和吸嘴的干涉领域进行判定
]
通过吸嘴尺寸以及贴装元件的倾斜以及利用吸附中心位置进行
干涉判定,然后决定贴装的优先顺序。
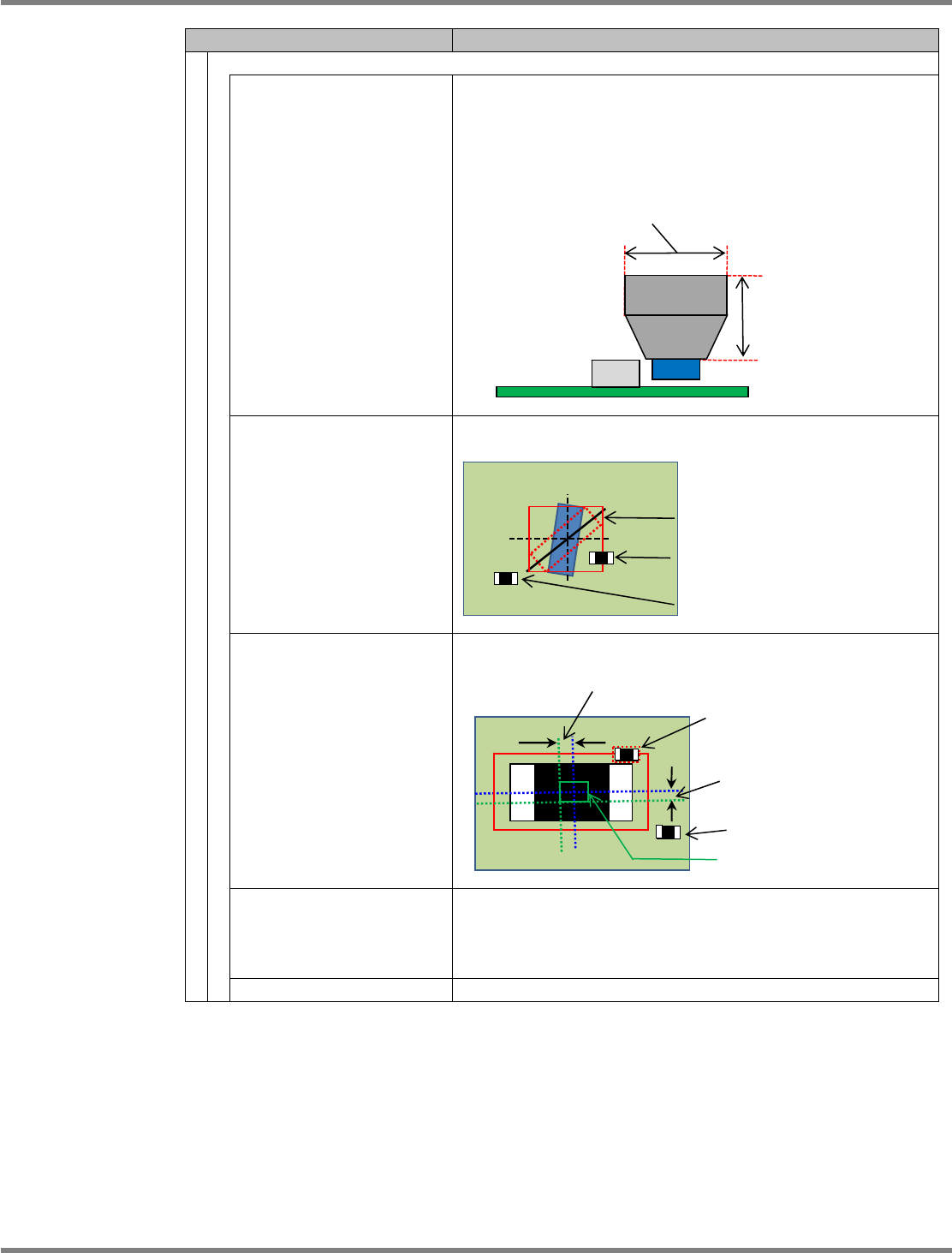
‘
最大元件大小
(L
或者
W)’
通过最优化自动决定贴装优先顺序时,指定对象元件的最大尺寸。
‘
实装点之间的距离
’
通过最优化自动决定贴装优先顺序时,事先决定贴装点间距离以
内贴装点的优先顺序。
根据最优化距定优先顺
序
贴装点间距离
根据最优化决定优先顺
序
没有决定优先顺序
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-37 Page 4-43
项目
说明
‘
高密度实装
’
‘
考虑吸嘴尺寸
’
在考虑到登录在元件中吸嘴大小的基础上,自动决定贴装优先顺
序。
・
[
最小吸嘴尺寸
]
使用登录吸嘴中最小的
X
尺寸
/Y
尺寸。
・
[
最大细嘴尺寸
]
使用登录吸嘴中最大的
X
尺寸
/Y
尺寸。
‘
考虑元件倾斜
’
在考虑到吸附元件时的元件倾斜的基础上,自动决定贴装优先顺
序。
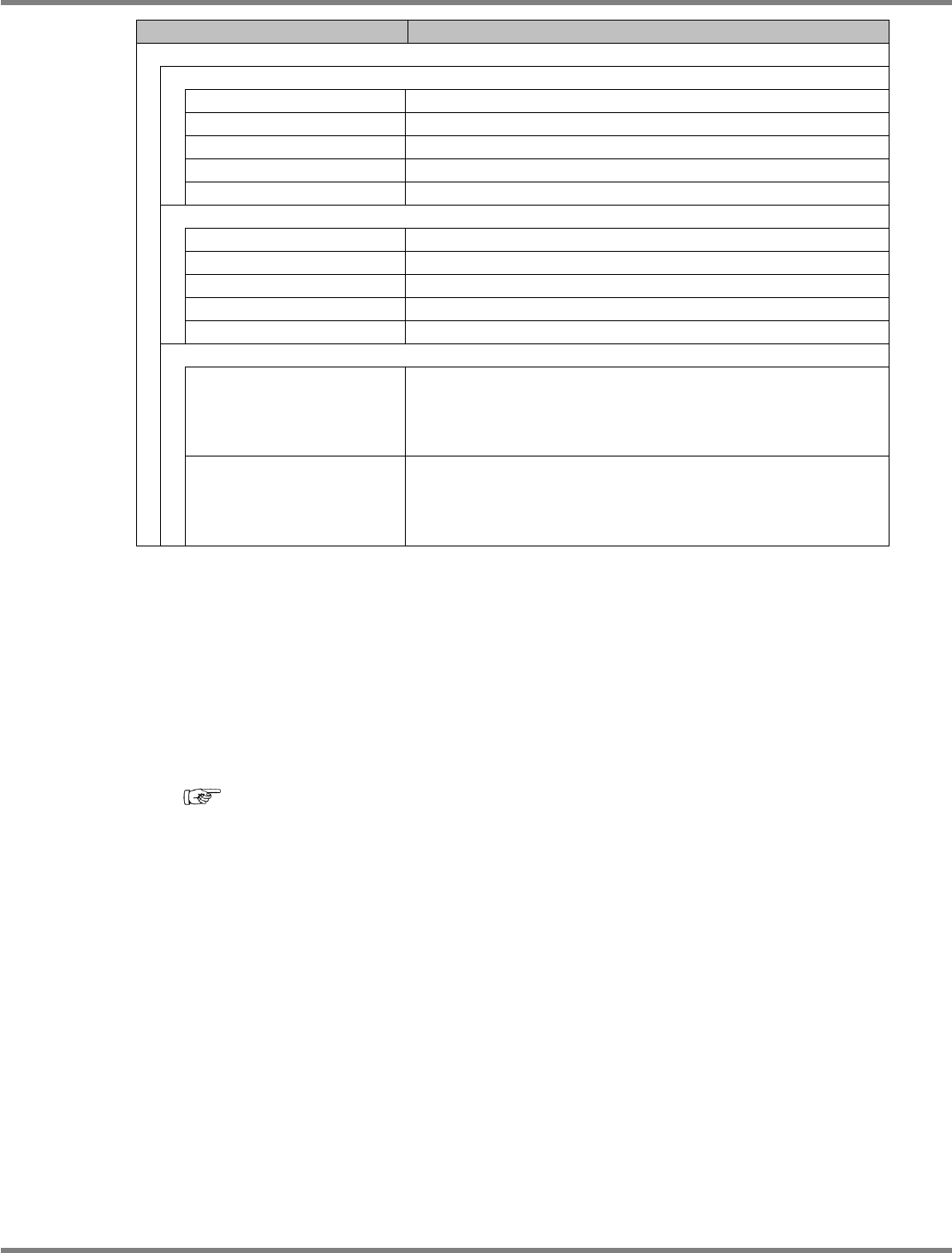
‘
考虑中心范围确认
’
在考虑到吸附元件时的中心范围的基础上,自动决定贴装优先顺
序。
‘
考虑清除设定
’
针对元件的贴装位置的范围,对元件尺寸选择通过比率值进行设
定还是通过固定值进行设定。
・固定值设定
[mm]
・比率值设定
[%]
‘
设定值
’
通过值对元件贴装位置的范围进行设定。
考虑元件倾斜时的判定范围
通过最佳化决定贴装优先顺序
没有决定优先顺序
通过最佳化决定
贴装的优先顺序
没有决定优先顺序
吸附中心偏移的范围
X 方向的中心偏移量
Y 方向的中心偏移量
吸嘴尺寸 X
吸嘴尺寸 Y
R
C
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-44 EJS9AC-MB-04P-37
项目
说明
通讯
‘
接收
’
‘
条形码信息
’
设定是否由上游设备接收条形码信息。
‘
区块标记识别结果
’
设定是否由上游设备接收区块标记识别结果。
‘
不良标记识别结果
’
设定是否由上游设备接收不良标记结果。
‘
基板弯曲结果
’
设定是否从上游设备接收基板弯曲信息。
‘
检查信息
(APC)’
设定是否从上游设备接收
APC
信息。
‘
发送
’
‘
条形码信息
’
设定是否向下游设备发送条形码信息。
‘
区块标记识别结果
’
设定是否向下游设备发送区块标记识别结果。
‘
不良标记识别结果
’
设定是否向下游设备发送不良标记结果。
‘
基板弯曲结果
’
设定是否向下游设备发送基板弯曲信息。
‘
检查信息
(APC)’
设定是否向下游设备发送
APC
信息。
‘
基台间传送接收信息
’
‘
区块标记认识结果发送给下
游侧基台
’
在
2
基台设备上,对是否将在上游基台上识别的区块标记发送给
下游基台进行设定。这个项目只显示在
NPM-DX
设备上。设为了
OFF
时,不执行区块标记识别结果的接收
/
发送,因此在下游基
台上也执行区块标记识别。
‘
基板弯曲结果发送给下游侧
基台
’
在
2
基台设备上,对是否将在上游基台上测量的基板弯曲结果发
送给下游基台进行设定。这个项目只显示在
NPM-DX
设备上。设
为了
OFF
时,不执行基板弯曲结果的接收
/
发送,因此在下游基
板上也执行基板弯曲测量。
请如下设定通讯设定。
①
-1.
接收数据
:
打头机器以外都设定为
‘
接收
’
。
①
-2.
发送数据
:
除最末尾机器以外都设定为
‘
发送
’
。
关于基板弯曲的通讯信息
①使用基板弯曲功能时,请如下设定。
①
-1
基板弯曲检测
:
只勾选打头机器。
②还需要在机器上也进行同样设定,请如下设定。
②
-1
通过高度传感器进行测量
:
只将打头机器设定为
‘ON’
。
②
-2
基板弯曲补正
:
对基板弯曲实施补正的全部机器都设定为
‘ON’
。
(
详细内容,请参照设备的使用说明书。
)
如果①
-1
、②
-1
的双方设定都没有设定为
‘
计测
’
,将不会实施计测,也不会交接基板弯曲
信息。
如果②
-2
的设定不为
‘ON’
,将不会实施基板弯曲补正。