DECAN_S1_Operation(Chi_Ver1.0)_Resize.pdf - 第52页
生产过程中的检验事项 Chap ter 4 Nex t Generation, Multi - Functi onal Placer DE CAN S 1 Op e ra tio n Ha n db oo k 4-8 本 Chapter 主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式) , 异常停止方法( 人为/系统异常停止) , 异常停止后系统重启方法等 瞬间 停 机时 的对 应 措施 > 元器件 …
生产过程中的检验事项
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-7
本Chapter主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式), 异常停止方法(
人为/系统异常停止), 异常停止后系统重启方法等
瞬间停机时的对应措施 > 料带乙烯膜夹住时的对应措施
瞬间停机时的对应措施
2.※料带乙烯膜夹住时的对应措施
1. 设备临时停机
Step 1. 在发生问题的区段(section)按下OP面板的STOP键让设备暂停。
Step 2. 从供料器底座拆下发生问题的带式供料器,清除原因后正确地安装料
带,然后插入带式供料器并固定到供料器底座,重新 开 始 生 产。
有关料带安装的详细内容请参阅供料器用户手册的"第2章.喂料器的操
作"。
Step 3. 料带的乙烯膜无法正常剥离而在料带导件里被夹住时,把固定料带导
件的锁定器解开后,举起料带导件检查引起夹住现象的原因。
Step 4. 需要重新开始生产时,请按下相应的OP面板的START键。
3.※PCB夹住时的对应措施
1. 设备的强制性紧急停机
Step 1. 如果在传送带的工作站(Station)之间移动时PCB被卡住,则按下
STOP让设备暂停。
Step 2. 打开发生问题的区段(section)的门,重新按下STOP与RESET后清除
问题。
Step 3. 解除PCB卡住现象,在MMID的'Conveyor System'对话窗口选择显
示为红色的工作站后单击<删除>键。
Step 4. 选择当前PCB所在的工作站后单击<从新获得>键。
让设备临时紧急停机后重新开始生产的方法请参阅详见"2. 开始模式:错
误发生后恢复生产的方法" (第4-10页)

生产过程中的检验事项
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-8
本Chapter主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式), 异常停止方法(
人为/系统异常停止), 异常停止后系统重启方法等
瞬间停机时的对应措施 > 元器件耗尽时的对应措施
瞬间停机时的对应措施
生产过程中的检验事项
4.※元器件耗尽时的对应措施
更换料盘
更换卷轴时,按下需要更换卷轴的区段(section)的相应OP面板的STOP键,让运转中
的设备暂停。
详细内容请参阅详见"1. 继续模式:暂停生产后恢复方法" (第4-9页)
有关更换料盘的详细内容请参阅 详见"1. 更换元器件料盘" (第6-13
页)
接合(Splicing)
接合时,不必让运转中的设备停机。
有关接合的详细内容请参详见"2. 料带连接方法(Paper Type)" (第
6-16页)
5.※针对抛料盒错误的除错
贴装错误
ㆍ 如果没有准确地安装抛料盒,则由抛料盒安置感应器予以检测并且在MMI显示错误
提示信息。
ㆍ 抛料盒必须水平地置放于抛料盒安置架上后安装
① 抛料盒安置感应器
生产过程中的检验事项
Chapter 4
Next Generation, Multi-Functional Placer
DECAN S1 Operation Handbook
4-9
本Chapter主要介绍检验生产中错误或其他事项并采取措施时的设备暂停方法(继续/开始 模式), 异常停止方法(
人为/系统异常停止), 异常停止后系统重启方法等
暂停 > 继续模式:暂停生产后恢复方法
暂停
1.※继续模式:暂停生产后恢复方法
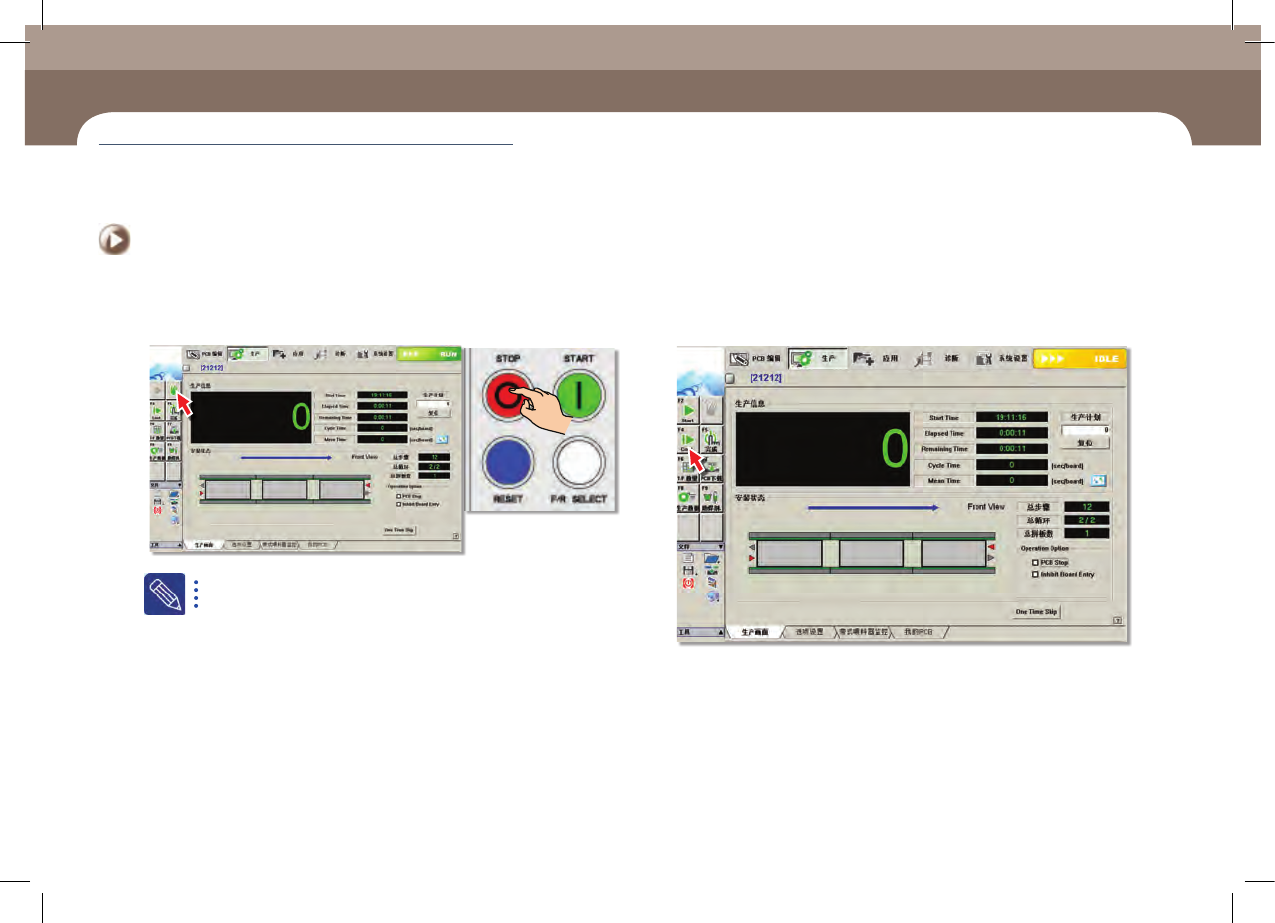
Step 1. 按MMI 或操作面板的'STOP'按钮停止生产
使用继续模式恢复生产时,发生的错误必须是可恢复生产的错误。
Step 2. 选择'继续生产'子菜单
ㆍ 检验必要事项及采取措施后选择'继续生产'子菜单。
暂停