NPM-WX&-WXS_规格说明书_Ver.2024.0718.pdf.pdf - 第29页
NPM-WX / WXS 20 24. 0718 - 23 - NPM-WX/ WXS 通过实装模式的组合 ,可以对应客 户的多样化生产形态 。 以下是与 N PM- DX 连接的 例子。 ■ 大型基板 实装生产线 交替实装模式 ( 单轨 ) ・ 对应不可进行双轨传 送的大型基 板。 ■ 高效率 实装生 产线 交替实装模式 ・ 将基板传送损失减少 到最低。 ・ 配置最少数量供料器 来实现高效 率生产。 ■ 最高速 实装生 产线 独立实装…

NPM-WX / WXS 2024.0718
- 22 -
3.3
实装模式
■ 单轨
交替实装模式
形
态
动
作
贴装头交替动作,进行生产。
■
双轨
通过双轨前后贴装头的动作形态,有
3
种实装模式。
交替实装模式
交替(前/后)实装模式
※
1
独立实装模式
※
1
形
态
动
作
各贴装头对两条轨道的基板进行生产。
贴装头交替动作,一条轨道的生产完成
后,进行另一条轨道的生产。
<交替前实装模式>
使用前后的贴装头,只对前轨道的基板进行生产,
对后轨道的基板不进行生产。
<交互后实装模式>
使用前后的贴装头,只对后轨道的基板进行生产,
对前轨道的基板不进行生产。
各贴装头对各轨道的生产基板进行独立
生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
特
长
将基板传送损失减少到最低。
各轨道的生产可以开始以及停止。
各轨道的生产可以开始以及停止。
由于贴装头的交替动作,无需贴装头待
机(等待另一个贴装头的动作),所以可
以提高生产率。
※
※ 根据基板尺寸不同,也有可能需要工作头
待机的情况。
机
种
切
换
停止设备运转,进行各轨道的机种切
换。
跳过基板生产中,可以对停止中的轨道进行机种
切换(切换生产数据、更换台车)。
※
2
一侧生产中,可以对停止中的轨道进行
机种切换(切换生产数据、更换台车)。
※
2
※
1
独立实装模式、交替
(
前
/
后
)
实装模式,只对贴装头规格有效。
※2 NPM-WXS 不对应独立实装模式。
※3 不可进行打开安全盖的操作(手动更换支撑销等)。
A
B
A
B
A
B
NPM-WX / WXS 2024.0718
- 23 -
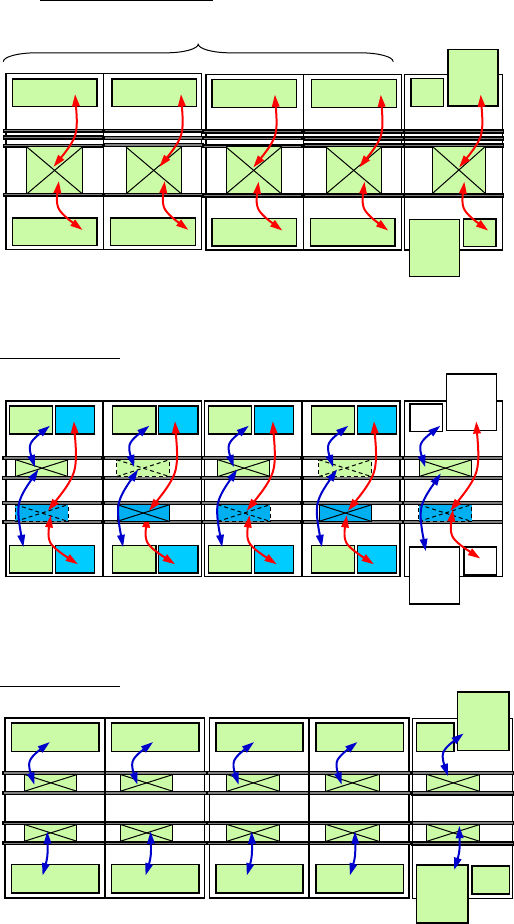
NPM-WX/ WXS 通过实装模式的组合,可以对应客户的多样化生产形态。
以下是与 NPM-DX 连接的例子。
■ 大型基板实装生产线
交替实装模式(单轨)
・对应不可进行双轨传送的大型基板。
■ 高效率实装生产线
交替实装模式
・将基板传送损失减少到最低。
・配置最少数量供料器来实现高效率生产。
■ 最高速实装生产线
独立实装模式
・实现同一基板的最高速实装。
A
A
A
A
A
A
A
A
A
A
A
A
A/B
A/B
A/B
A/B
B
A
B
A
B
A
B
B
A
A
B
A
B
A
B
A
NPM-WX
NPM-/ WX
NPM-WX
WXS
NPM-WX
WXS
NPM-WX / WXS 2024.0718
- 24 -
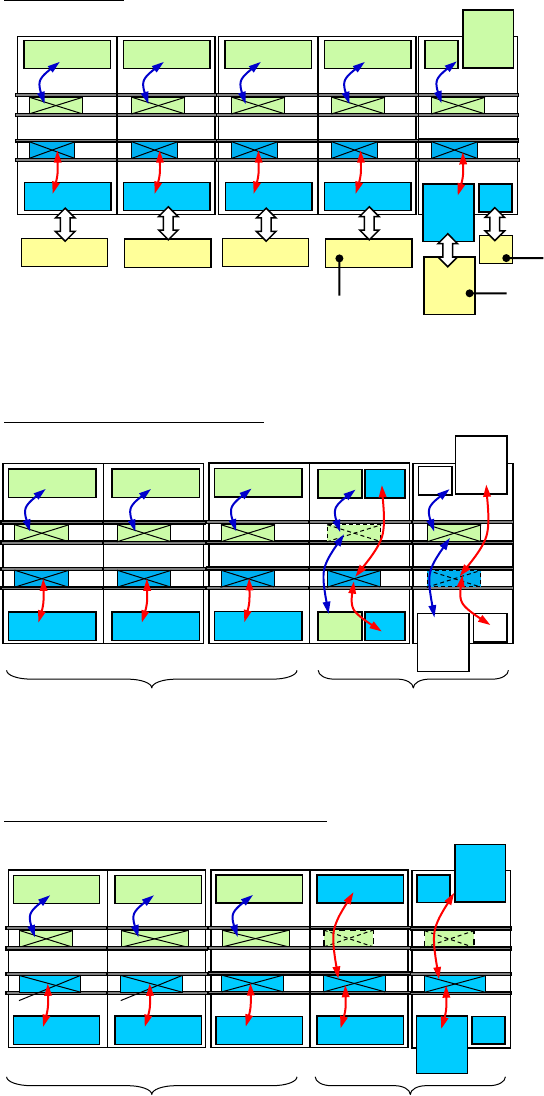
■ 无需停机的机种切换生产线
独立实装模式
・在一侧的轨道进行生产的同时、在另一侧轨道可以进行机种
切换。
※
(独立机种切换)
※ 不可进行打开安全盖的操作(手动更换支撑销等)。
■ 高速、高效率实装生产线
独立实装模式+交替实装模式
・这是利用独立实装和交替实装的优点而组成的生产线构成。
・方形芯片元件可以进行更高速实装、异型元件和托盘元件可
以进行更高效率的实装。
■ 不平衡的基板实装生产线
独立实装模式+交替(前/后)实装模式
・前侧轨道和后侧轨道的生产不能保持平衡的情况时、可以按
照左图进行对应。
例) 基板 A: 实装点数 300 点(只有方形芯片元件)
基板 B: 实装点数 600 点(方形芯片元件+异型元件)
A
B
A
B
A
B
A
B
A
B
A/B
A/B
A/B
A/B
A
B
A
B
C
C
A
A
B
B
C
C
A
B
A
B
C
C
独立实装
交替实装
独立实装
交替(前)实装
编带供料器
托盘箱或者交换台车/ C-Cart
交换台车/ C-Cart
NPM-WX
NPM-WX
WXS
NPM-WX
WXS
A
B
A
B
B
B
A
B
B
B
B
B
跳过
跳过