M3plus_OperationManual_j - 第106页
3- 41 3 4. 部品情報を作る M: トレイ厚み トレイの厚み (mm) を入力します。 B A 部品 トレイ トレイ厚み = A − B トレイ厚み 22445-E0-10 N, O : フィーダー占有本数左側、右側 固定トレイフィーダー( T S F 1 ) をフィーダープレートに取り付けたとき、 「フィーダセット位置」 を基準として左右何本の 8 m m テープフィーダーが取り付け不…
3-40
3
4. 部品情報を作る
4.7 トレイパラメーター
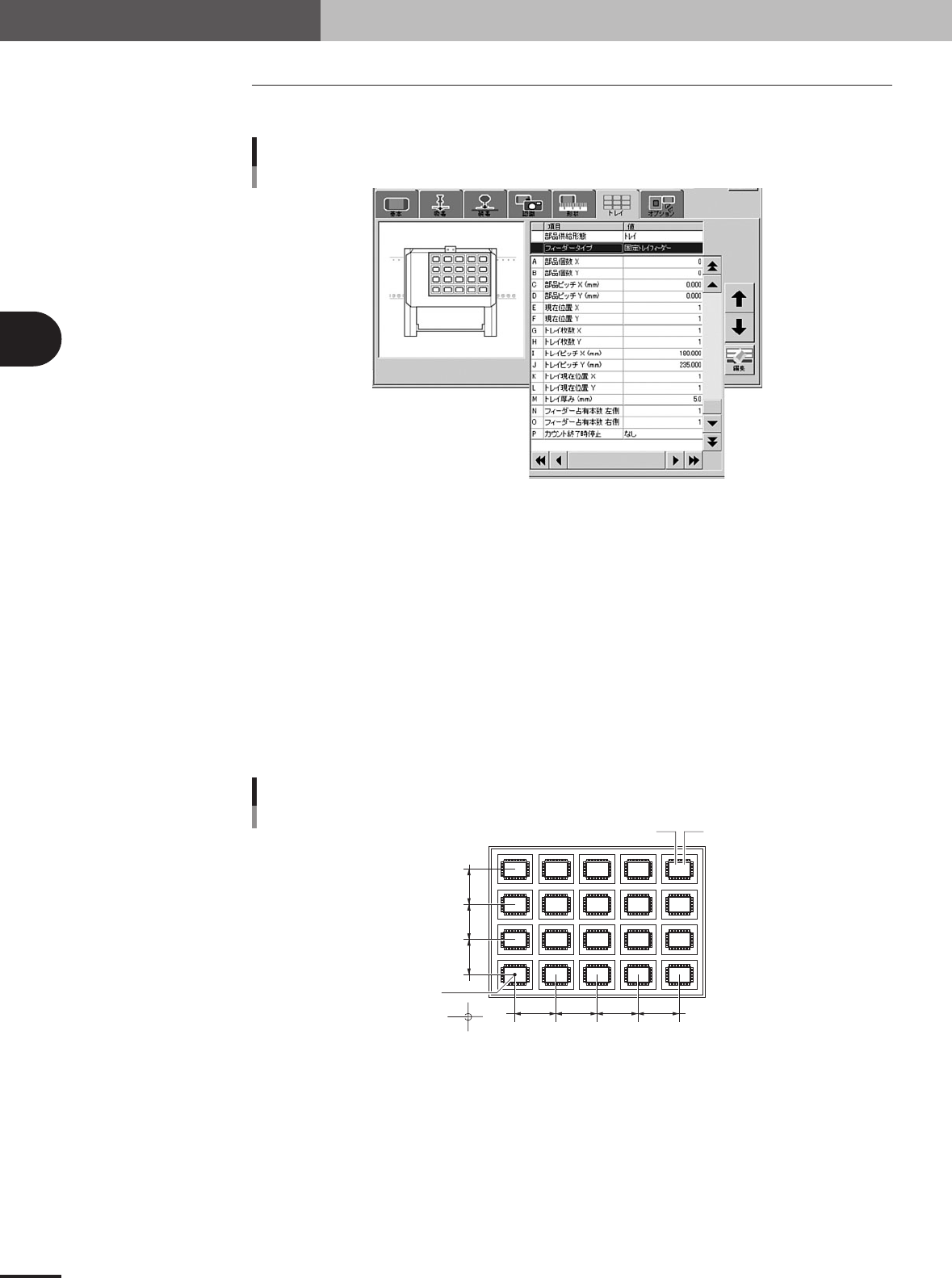
[トレイ]タブ画面を開き、各パラメーターを次のように設定してください。
トレイパラメーター
26444-E5-20
A, B: 部品個数 X、Y
トレイの X、Y 各方向に存在する部品の個数を設定します。図のようなトレイの場合、部品個数
X は「5」、部品個数 Y は「4」となります。
C, D: 部品ピッチ X、Y
部品が何ミリ間隔でトレイに並んでいるか設定します。
E, F: 現在位置 X、Y
トレイ原点 (マウンター正面から見てトレイの右奥角に最も近い位置にある部品の中心位置) から
数えて何列何行目の部品から吸着を開始するか指定します。部品情報を新規に作成した場合は通
常、「現在位置 X」「現在位置 Y」共に「1」を入力します。「1」に設定することによりトレイ原点
位置にある部品から吸着を始めます。この値は自動的に更新しますので、現在何列何行目の部品
まで使用済みであるかを確認できます。
1
2
1
3
4
2345
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-現在位置
トレイ原点
パレット原点
X-部品ピッチ
X-部品個数
Y-部品個数
Y-部品ピッチ
Y-現在位置
部品個数/ピッチ/現在位置
22431-E0-10
3-41
3
4. 部品情報を作る
M: トレイ厚み
トレイの厚み (mm) を入力します。
B
A
部品
トレイ
トレイ厚み = A − B
トレイ厚み
22445-E0-10
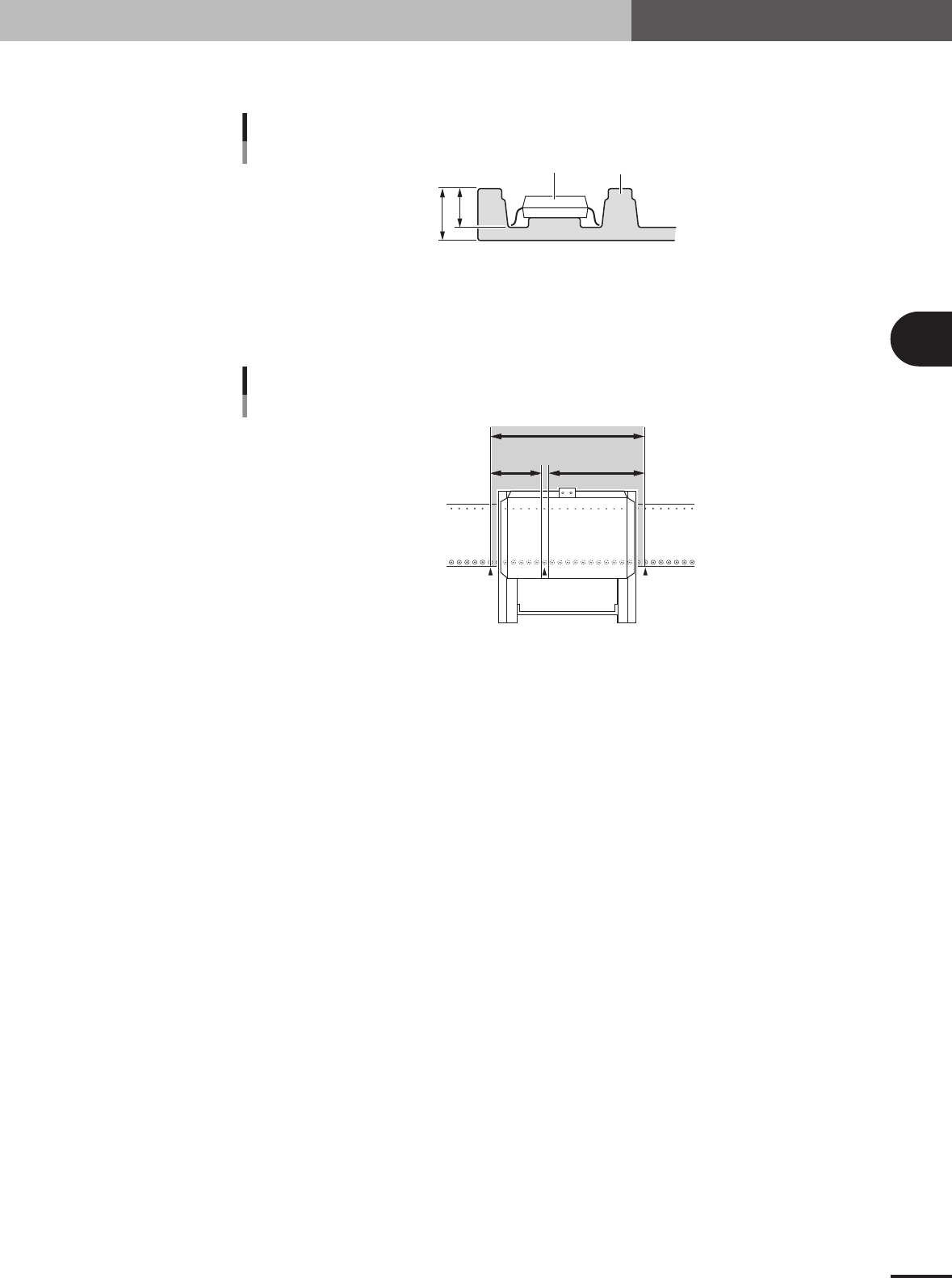
N, O: フィーダー占有本数左側、右側
固定トレイフィーダー(TSF1)をフィーダープレートに取り付けたとき、「フィーダセット位置」
を基準として左右何本の 8mm テープフィーダーが取り付け不可能かを設定します。
109 135120
フィーダー取付不可能
フィーダープレート
固定トレイ
フィーダー
左側 右側
フィーダー占有本数
22437-E0-10
P: カウント終了時停止
「あり」に設定した場合、設定した部品個数を完了すると、自動的に運転が停止します。「なし」
に設定した場合、設定した部品個数を完了すると、最初の位置に戻って部品吸着を続けます。通
常は「なし」に設定します。

3-42
3
4. 部品情報を作る
4.8 オプションパラメーター
オプションパラメーター
26418-E5-20
A: 代替部品番号
部品切れの場合に使用する部品の番号を指定します。指定しないときは
「0」に設定しておきます。代替部品を使用するときの詳細は、4 章「2.1 代替部品機能を使う」
をご覧ください。
B: 部品グループ番号
背の高い部品を最初に搭載した後に背の低い部品を搭載しようとすると、周辺のノズルが背の高
い部品に干渉してしまうことがあります。これを避けるため、部品高さによってグループ分けし、
搭載順序 (0 ∼ 99)の指定を行います。順番の指定が必要ないときは「0」に設定しておきます。
C: 最適化の実行
フィーダーセット位置の最適化実行により、現在「フィーダーセット番号」で設定されている
セット番号以外の位置にフィーダーセット位置を移動してもよい場合は「する」、したくない場合
は「しない」に設定してください。 (最適化については 5 章「3. データの最適化」を参照してくだ
さい。)