M3plus_OperationManual_j - 第51页
2- 18 基 本 的 な 操 作 に つ い て 2 4. 生産開始と終了 3 他の段取り項目を確認します。 「段取り」画面に戻り、以下のボタンを押して必要な確認や設定をしてください。 4321 5 6 「段取り」画面 26201-E5-1C 1 [ ノズル状態確認] ノズル先端の汚れ状態を部品認識用カメラでチェックします。このチェックの結果がエラーに なった場合は、ノズルを清掃をしてください。 2 [ ノズル一覧] 各ヘッドに使用す…
2-17
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
2
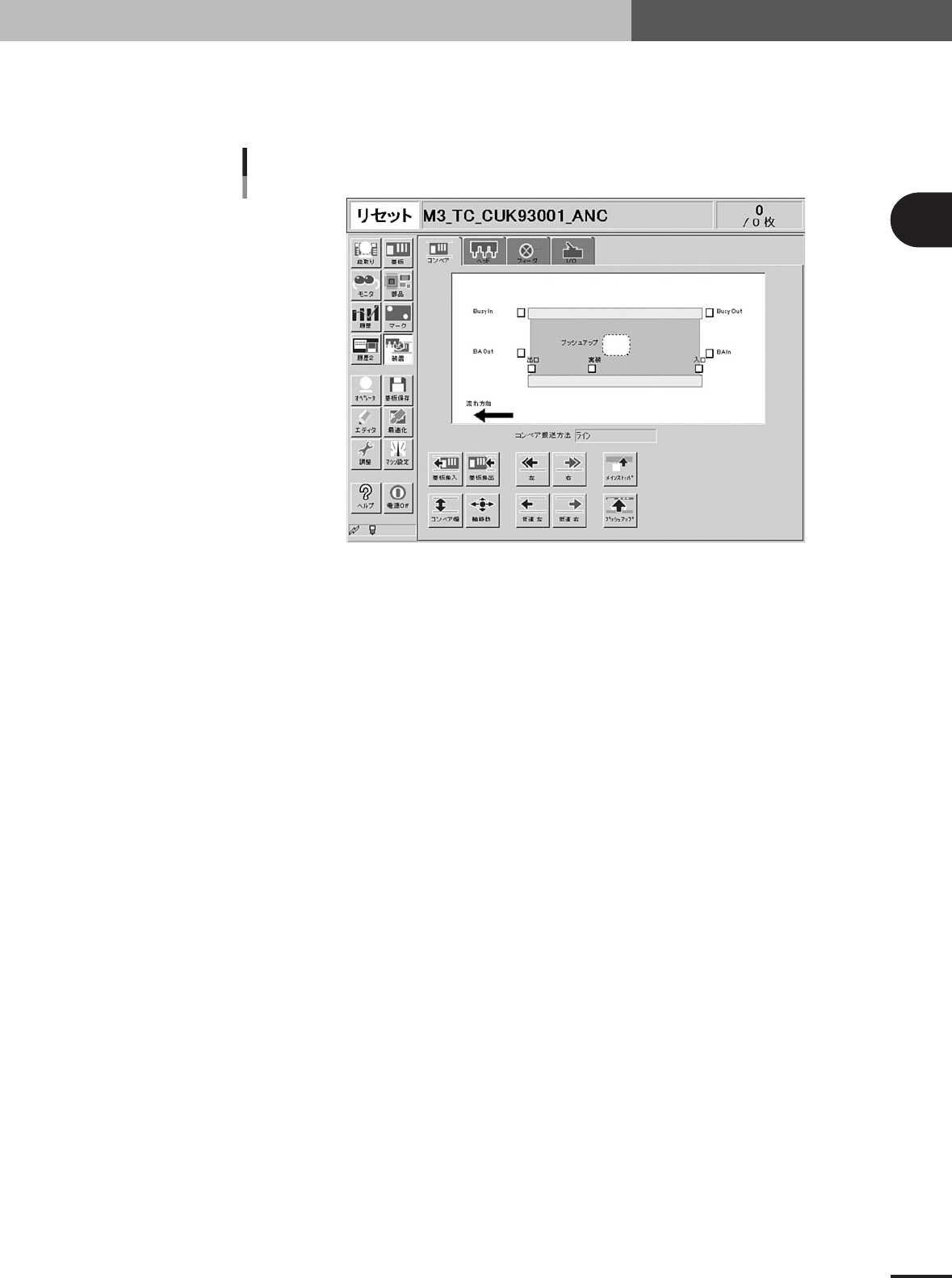
コンベアユニットの段取りを行います。
「装置」ー「コンベア」タブ画面を開き、基板に合わせてコンベア幅や基板固定ユニット
を調整してください。詳細は、本章「3.4 コンベアの段取りを行う」をご覧ください。
[装置]→「コンベア」画面
26304-E5-20
2-18
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
3
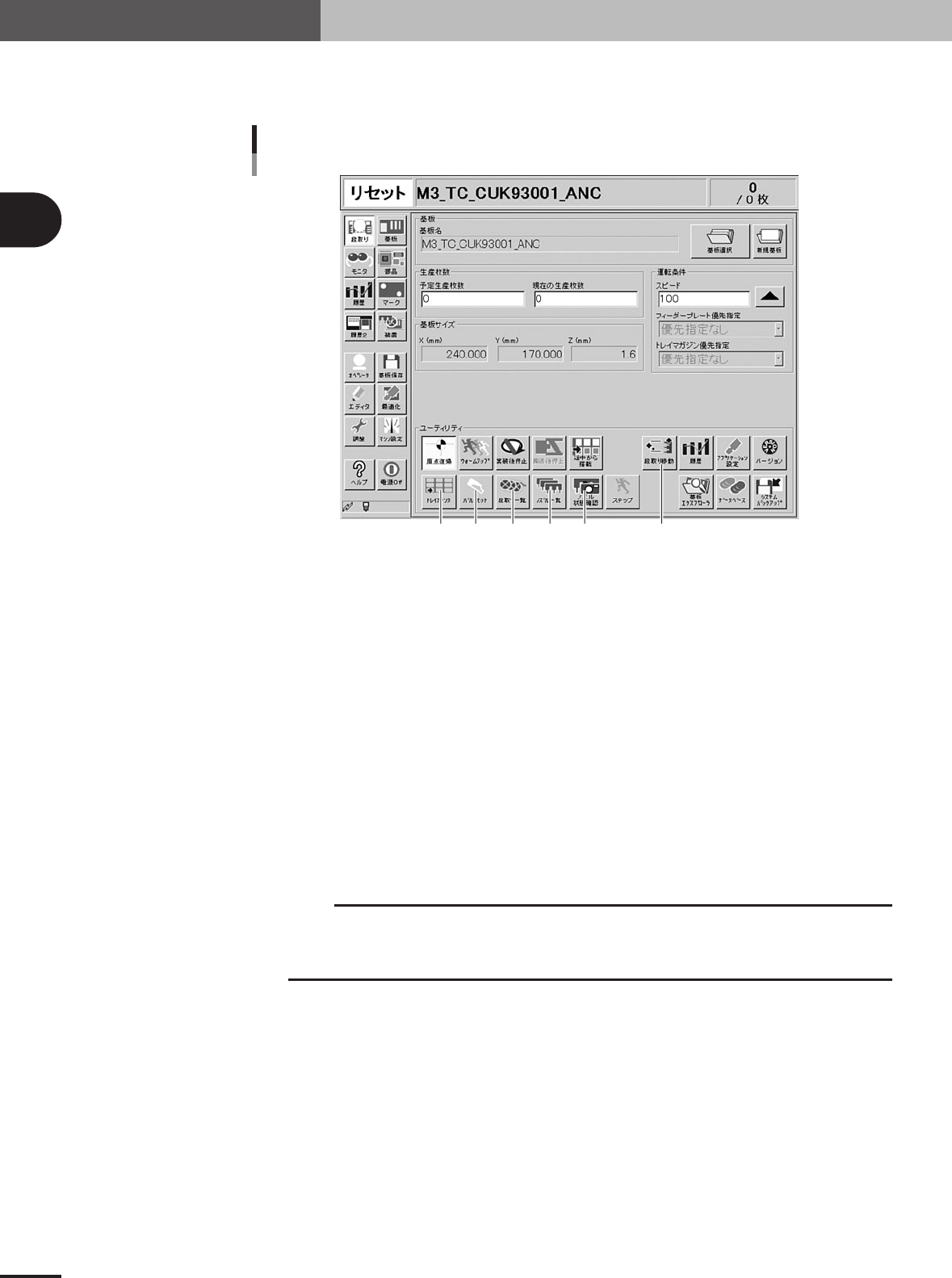
他の段取り項目を確認します。
「段取り」画面に戻り、以下のボタンを押して必要な確認や設定をしてください。
4321 56
「段取り」画面
26201-E5-1C
1 [ノズル状態確認]
ノズル先端の汚れ状態を部品認識用カメラでチェックします。このチェックの結果がエラーに
なった場合は、ノズルを清掃をしてください。
2 [ノズル一覧]
各ヘッドに使用すべきノズルタイプが表示されます。ノズルステーションが装備されていない場
合やオートノズルチェンジしないヘッドを使用している場合は、「ノズル一覧」を基に各ヘッドに
適正なノズルが取り付けられていることを確認してください。
3 [段取り一覧]
基板の生産に必要な部品供給装置の指定されたフィーダーセット位置などを表示します。各部品
フィーダーが正しい位置にセットされていることを確認してください。
4 [バルクセット]
バルクフィーダーを使用している場合で、吸着位置への部品供給が未完了のときに使用してくだ
さい。
c
注意
[ノズル状態確認]ボタンを押すと同時にヘッドがカメラ位置まで移動しますので、注意してください。
なお、ノズルには汚れが徐々に付着していきますので、この確認を何回か実行した場合、OKになった
りNGになったりしますが、これは不具合ではありません。
5. [段取り移動]
X 軸コンベアおよびヘッドが段取りし易い位置に移動します。
6. トレイカウンタ
トレイをマトリクス状と考えて、X、Y の部品使用数を表示します。クリアする場合は[1 部品ク
リア]ボタンまたは[全部品クリア]ボタンを押してください。
2-19
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
4
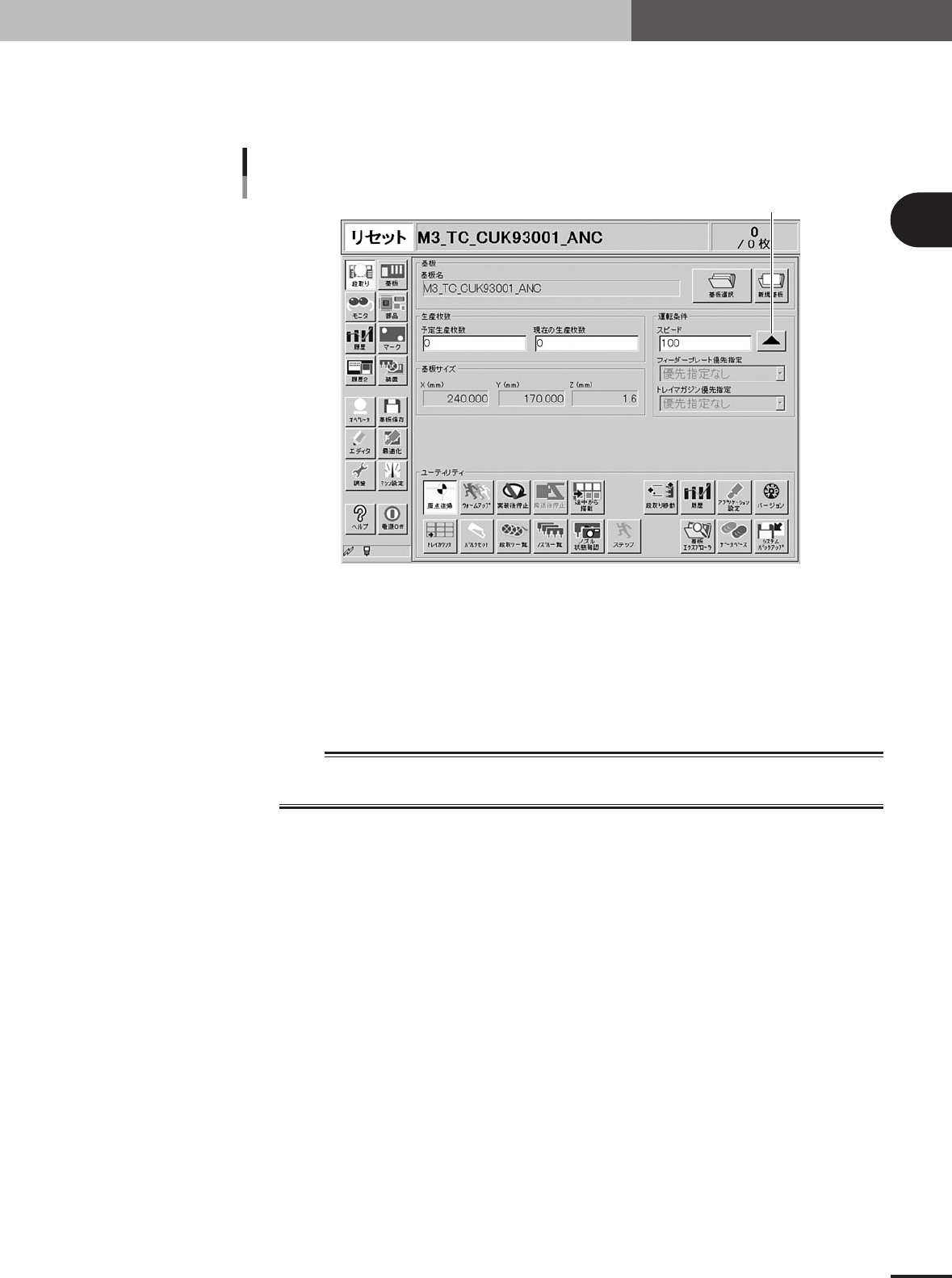
運転スピードを設定します。
運転条件の「スピード」には現在設定されている運転スピードが表示されています。運
転スピードを変更したい場合は[▲]ボタンを押してください。
運転スピードを設定する
運転スピードの設定
26201-E5-1D
5
運転を始めます。
1. 非常停止ボタンを解除し、オペレーションパネルの[READY]ボタンを押します。
2. 安全を確認し、オペレーションパネルの[START]ボタンを押します。
3. 入口センサーが基板を感知するとコンベアベルトが回転を始め、基板を作業位置まで
搬送し、部品の実装を始めます。
w
警告
表示灯の緑色灯が点灯している (自動運転中)ときは、絶対にヘッドの可動範囲内に入らないでくださ
い。